


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
CRACKING BITUMEN FIELD OF ASHALCHINSKOYE IN THE PRESENCE MICROSPHERES OF ENERGY ASH

Проблема переработки нетрадиционных источников углеводородного сырья (природных битумов) состоит в значительном содержании в их составе асфальтенов и смол (до 50 % мас.), серы, ванадия и никеля. Природные битумы нуждаются в более глубокой предварительной обработке, прежде чем их можно было перерабатывать на нефтеперерабатывающем заводе по существующим процессам переработки [5].
В молекулах смол и асфальтенов – высокомолекулярных соединениях концентрируется большая часть гетероатомов, присутствующих в исходном сырье. Количество смол и асфальтенов определяет свойства как дисперсионной среды, так и дисперсной фазы, а также агрегативную устойчивость природных битумов в условиях термолиза [8–9]. Эти компоненты битума имеют высокую молекулярную массу, склонны к конденсации и образованию кокса при переработке, дезактивируют катализаторы. Создание способов глубокой деструкции смолисто-асфальтеновых соединений тяжелых нефтей и природных битумов позволит решить основную проблему переработки тяжелого углеводородного сырья и сократит дефицит углеводородного топлива в будущем.
В работах [3, 7] показано, что использование оксидов железа и железооксидных минералов в процессах переработки тяжелого углеводородного сырья увеличивает выход светлых нефтепродуктов.
Целью данной работы являлась разработка способа инициирования процесса крекинга природного битума микросферами зол ТЭЦ для улучшения фракционного состава.
Объект исследования – природный битум Ашальчинского месторождения, основные физико-химические характеристики представлены в таблице 1. Битум высокосернистый (Sо = 4,6 %), характеризуется низким содержанием дистиллятных фракций (фракций, выкипающих до 360 °С – 32,5 %) и высоким содержанием смолисто-асфальтеновых веществ (более 30 % мас.). Атомное отношение H/C составляет 1,52, что является достаточно низким значением и свидетельствует о содержании в составе битума значительного количества циклических соединений.
Таблица 1
Физико-химические характеристики исходного битума
|
Показатели |
Значения |
|
Элементный состав, % мас. |
|
|
C |
82,1 |
|
H |
10,4 |
|
S |
4,6 |
|
O |
1,9 |
|
N |
1,0 |
|
Вещественный состав, % мас. |
|
|
Масла |
67,6 |
|
Смолы |
26,2 |
|
Асфальтены |
6,2 |
|
Фракционный состав, % мас. |
|
|
н.к., °C |
109,0 |
|
нк–200 |
4,6 |
|
200–360 |
27,9 |
|
360–500 |
41,6 |
Крекинг битума проводили в автоклаве объемом 12 см3. Масса битума, загружаемого в реактор, составляла 7 г. Микросферы вводили в количестве 10 % мас. от массы битума. Эксперименты проводили при температуре 450 °С и продолжительности крекинга 60, 100 и 120 минут.
Использованы микросферы размером 0,2–0,4 мм, характеристика которых приведена в табл. 2. Микросферы выделены из золы уноса от сжигания угля комплексом процессов сепарации, гидродинамической и гранулометрической классификации [6]. Основу химического состава микросфер составляют оксиды железа [6]. Исходные микросферы в процессе крекинга компонентов битума не активны, поэтому микросферы предварительно прокаливали при температуре 800 °С в течение 120 минут.
Групповой состав исходного битума и жидких продуктов крекинга устанавливали по традиционной схеме: вначале определяли содержание асфальтенов «холодным» методом Гольде – осаждением 40-кратным избытком н-гептана. Затем деасфальтенизированный образец – мальтены наносили на активированный силикагель АСК, помещали смесь в экстрактор Сокслета и последовательно вымывали углеводородные компоненты (масла) н-гексаном и смолы – этанол-бензольной смесью в соотношении 1:1 (методика СТП СЖШИ 1217-2005, ИХН СО РАН).
Таблица 2
Характеристика микросфер
|
Химический состав, % мас. |
Sуд, м2/г |
|||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO |
MgO |
SO3 |
Na2O |
K2O |
TiO2 |
FeO |
|
|
3,45 |
1,64 |
73,39 |
7,49 |
0,86 |
0,22 |
0,22 |
0,06 |
0,16 |
12,53 |
0,33 |
Содержание дистиллятных фракций в исходном битуме и продуктах крекинга оценивали по данным термогравиметрического анализа. Термогравиметрический анализ проводили в воздушной среде на дериватографе фирмы МОМ (Венгрия), позволяющем фиксировать потерю массы образца аналитической пробы с повышением температуры до 360 °С со скоростью нагрева 10 град/мин.
Смолы и асфальтены, выделенные из природного битума и продуктов крекинга, исследовали методом структурно-группового анализа (СГА) по методике, основанной на совместном использовании результатов определения элементного состава, молекулярных масс и данных ПМР-спектрометрии [1].
Элементный анализ смол и асфальтенов исходного битума и продуктов крекинга устанавливали на CHNS-анализаторе Vario EL Cube. Молекулярные массы измеряли криоскопией в нафталине на созданном в ИХН СО РАН приборе «Крион». Спектры ПМР снимали на Фурье-спектрометре AVANCE-AV-300 (растворитель – дейтерохлороформ, внутренний стандарт – гексаметилдисилоксан) при 1 %-й концентрации смол и асфальтенов.
Фракционный состав жидких продуктов крекинга битума Ашальчинского месторождения представлен в табл. 3. Установлено, что в продуктах крекинга битума (продолжительность 120 минут) содержание фракций, выкипающих до 360 °С, увеличилось на 5,4 % мас., температура начала кипения снизилась на 6 °С. Лучший результат с добавкой микросфер (10 % мас.) получен при продолжительности крекинга 100 минут. Температура начала кипения жидких продуктов крекинга снизилась на 26 °С, содержание бензиновых фракций увеличилось на 7,1 %, а дизельных – на 3,9 % мас. Увеличение продолжительности крекинга с добавкой микросфер до 120 минут приводит к большему выходу фракций нк-200, чем при 100 минут (на 2 % мас.), однако содержание фракций 200–360 снижается на 4 % мас.
Таблица 3
Фракционный состав исходного битума и продуктов крекинга
|
Образец |
Tн.к. , °С |
Содержание фракций, % мас |
||
|
нк-200 |
200–360 |
> 360 |
||
|
Исходный битум |
109 |
4,6 |
27,9 |
67,5 |
|
Продукты крекинга без МС: 60 минут |
113 |
7,2 |
30,8 |
60,5 |
|
100 минут |
106 |
7,7 |
30,1 |
59,4 |
|
120 минут |
103 |
8,3 |
29,6 |
56,1 |
|
Продукты крекинга с МС: 60 минут |
97 |
9,5 |
31,8 |
54,7 |
|
100 минут |
83 |
11,7 |
31,8 |
51,7 |
|
120 минут |
77 |
13,8 |
27,9 |
49,2 |
Ашальчинский битум характеризуется высоким содержанием смол – 26 % мас., содержащих в своем составе значительное количество гетероатомов и ароматических соединений. Известно, что озон активно взаимодействует с ароматическими и серосодержащими соединениями, образуя озониды. Озониды, как и другие органические пероксиды, легко разрушаются при температурах выше 120 °С. Озониды способны играть роль инициаторов радикально-цепных реакций, в том числе процессов крекинга высококипящих компонентов битумов [2].
Поэтому нами проведены эксперименты по термическому крекингу битума, предварительно обработанного озоном. Расход озона составил 6 г/кг, который является оптимальным, что ранее было установлено в работе [4]. Предварительная обработка битума озоном с последующим крекингом в присутствии микросфер (450 °С, 100 минут) приводит к увеличению выхода легкокипящих фракций (рисунок, а) на 20,6 % в основном за счет деструкции смол (рисунок, б) – 14,3 % мас. Выход газа в этих условиях составляет всего 2,3 %, в том числе 1,9 % это углеводородные газы (из которых 1,1 % мас. метан).
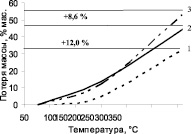 а
а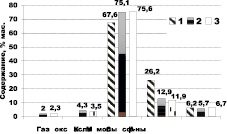 б
б
Содержание фракций в исходном битуме и жидких продуктах крекинга (а) и материальный баланс крекинга битума (б): 1 – исходный битум; 2 – жидкие продукты крекинга битума в присутствии микросфер; 3 – продукты крекинга предварительно обработанного озоном битума в присутствии микросфер
Результаты вещественного анализа исходного битума и жидких продуктов крекинга в различных условиях представлены в табл. 4. Использование микросфер в качестве инициирующей добавки термического крекинга приводит к увеличению выхода масел и снижению смолисто-асфальтеновых веществ (табл. 4). Содержание смол во всех продуктах крекинга существенно ниже, чем в исходном битуме. Предварительная обработка озоном с последующим крекингом в присутствии микросфер позволила увеличить на 14,3 % мас. деструкцию смолистых компонентов с образованием продуктов меньшей молекулярной массы (рисунок, а).
Структурно-групповой анализ смол и асфальтенов, выделенных из исходного битума и продуктов крекинга в различных условиях, представлен в табл. 5.
Молекула исходных смол битума месторождения Ашальчинское (молекулярная масса 640 г/моль) состоит преимущественно из алифатических фрагментов и нафтеновых колец – число ароматических атомов углерода (Са) составляет всего треть от общего количества, фактор ароматичности, соответственно, невысок. Молекула одноблочная, средний структурный блок содержит 8 колец, в т.ч. 3 ароматических и 5 нафтеновых. Низкое атомное отношение Н/С – 1,3 является следствием высокой цикличности молекул и значительной замещенности колец. Также следует отметить значительное количество гетероатомов в составе средней молекулы: 2 атома кислорода, по одному атому серы и азота.
Таблица 4
Состав исходного битума и продуктов крекинга
|
Образец |
Содержание, % мас.: |
||||
|
масла |
смолы |
асфальтены |
газ |
кокс |
|
|
Исходный битум |
67,6 |
26,2 |
6,2 |
0 |
0 |
|
Продукты крекинга без МС: 60 минут |
70,4 |
20,7 |
7,4 |
0,4 |
1,1 |
|
100 минут |
70,2 |
19,7 |
7,3 |
1,0 |
1,8 |
|
120 минут |
68,9 |
18,0 |
7,1 |
2,6 |
3,4 |
|
Продукты крекинга с МС: 60 минут |
74,1 |
14,3 |
7,6 |
1,6 |
2,4 |
|
100 минут |
74,8 |
14,0 |
6,4 |
1,7 |
3,1 |
|
120 минут |
75,1 |
12,9 |
5,7 |
2,0 |
4,3 |
Таблица 5
Структурно-групповые параметры молекул смол и асфальтенов Ашальчинского битума и продуктов крекинга при разных условиях термообработки
|
Параметры |
Асфальтены |
Смолы |
|||||||
|
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
||
|
Содержание в битуме, % мас. |
6,2 |
7,3 |
6,4 |
6,7 |
26,2 |
19,7 |
14,0 |
11,9 |
|
|
Молекулярная масса, г/моль |
1285 |
1390 |
1137 |
1421 |
640 |
678 |
746 |
830 |
|
|
Элементный состав: |
C H N S O |
75,0 6,2 1,6 9,3 7,8 |
77,6 6,2 1,6 6,9 7,8 |
82,3 6,5 1,5 6,5 3,2 |
82,0 6,2 1,4 6,5 3,9 |
78,9 8,6 1,5 5,4 5,6 |
78,9 9,4 1,5 5,6 4,6 |
80,8 9,1 1,0 5,4 3,7 |
80,4 8,6 1,2 4,5 5,3 |
|
Отношение Н/C |
1,00 |
0,96 |
0,95 |
0,91 |
1,31 |
1,43 |
1,35 |
1,28 |
|
|
Число атомов в средней молекуле: |
C H N S O |
80,4 78,9 1,5 3,7 6,3 |
89,8 85,4 1,6 3,0 6,8 |
78,0 72,9 1,2 2,3 2,3 |
97,1 88,0 1,5 2,9 3,4 |
42,1 54,9 0,7 1,1 2,2 |
44,6 63,4 0,7 1,2 1,9 |
50,2 67,0 0,5 1,3 1,7 |
55,6 70,8 0,7 1,2 2,7 |
|
Кольцевой состав: |
Ko Ka Kнас |
22,9 9,4 13,5 |
24,7 11,3 13,4 |
23,0 9,5 13,5 |
28,8 12,3 16,5 |
8,6 3,3 5,3 |
5,3 4,0 1,3 |
7,0 4,9 2,1 |
9,9 5,2 4,7 |
|
Доля пятичленных колец, q |
0,24 |
0,21 |
0,16 |
0,16 |
0,23 |
0,28 |
0,21 |
0,21 |
|
|
Число блоков в молекуле, ma |
2,0 |
3,2 |
2,8 |
3,4 |
1,0 |
1,7 |
1,9 |
2,0 |
|
|
Степень замещенности ароматических ядер, σа |
0,57 |
0,51 |
0,51 |
0,50 |
0,63 |
0,54 |
0,49 |
0,57 |
|
|
Распределение атомов С, %: |
ƒа ƒн ƒп |
43,1 52,5 4,4 |
48,1 48,3 3,6 |
48,9 47,4 3,7 |
50,6 46,4 3,0 |
30,9 51,4 17,7 |
36,3 11,6 52,1 |
40,9 16,0 43,1 |
38,3 33,7 28,0 |
|
Число углеродных атомов разного типа в средней молекуле: |
Са Сн Сп Сα Сγ |
34,6 42,2 3,6 12,5 3,6 |
43,2 43,4 3,2 14,1 3,2 |
38,1 37,0 2,9 12,9 2,9 |
49,1 45,1 2,9 15,8 2,9 |
13,0 21,6 7,5 6,3 3,1 |
16,2 5,2 23,2 6,4 4,3 |
20,5 8,1 21,6 7,2 3,7 |
21,3 18,8 15,6 8,7 3,9 |
Примечания:
1 – исходный битум; битум после крекинга; 2 – без микросфер; 3 – в присутствии микросфер; 4 – предварительно обработанный озоном с микросферами.
Са – углерод в ароматических циклах; Сн – углерод в нафтеновых кольцах; Сп – углерод в алифатических фрагментах; Сα – число атомов углерода в α-положении к ароматическому кольцу; Сγ – число атомов углерода в положениях β и далее от ароматического кольца; количество колец: Ко – общее, Ка – ароматических, Кнас – насыщенных; доля атомов углерода: ƒа – в ароматических фрагментах, ƒн – в нафтеновых фрагментах, ƒп – доля атомов углерода в парафиновых фрагментах.
Согласно данным структурно-группового анализа (табл. 5), средняя молекула асфальтенов исходного Ашальчинского битума имеет молекулярную массу 1285 г/моль и состоит из двух блоков. Средний структурный блок состоит из 23 колец, в т.ч. 9 ароматических и 13 нафтеновых. Атомное отношение Н/С составляет всего 1,0. Также следует отметить значительное количество гетероатомов в составе средней молекулы: 6 атомов кислорода, 4 − серы и 2 – азота.
В жидких продуктах крекинга предварительно обработанного озоном битума в присутствии микросфер структурно-групповые параметры молекул смол и асфальтенов существенно отличаются от исходного битума (табл. 5). Молекулярная масса смол и асфальтенов увеличивается с 640 и 1285 до 830 и 1421 г/моль соответственно, число структурных блоков в молекулах смол и асфальтенов возрастает в 2 раза. Степень замещенности ароматических ядер (σа) и доля пятичленных колец в молекулах смол и асфальтенов снижается, а фактор ароматичности ƒа увеличивается на 7,5 %. Общее количество колец в молекулах смол увеличивается с 8 до 10 за счет увеличения числа ароматических циклов. Общее число алкильных заместителей, соответствующее числу атомов углерода в α-положении к ароматическому кольцу (Сα), незначительно увеличивается.
Предварительное озонирование битума с последующим крекингом в присутствии микросфер приводит к увеличению в усредненной молекуле асфальтенов общего количества колец (с 23 до 29), число ароматических циклов увеличивается с 9,4 до 12,3, нафтеновых – возрастает с 13,5 до 16,5. Общее число алкильных заместителей (Сα) возрастает на 3,3, а длина алкильных заместителей (Сγ) уменьшается в среднем на 1 атом углерода. Атомное отношение Н/С снижается и составляет всего 0,91, что также указывает на увеличение ароматичности молекул асфальтенов, при этом степень замещенности в ароматических ядрах σа снижается на 14 % отн.
Таким образом, установлены условия инициированного крекинга битума Ашальчинского месторождения, при которых наблюдается максимально высокий выход фракций нк – 360 °С: температура 450 °С, продолжительность 100 минут. Предварительная обработка битума озоном (6 г/кг битума) с последующим крекингом в присутствии микросфер зол ТЭЦ (10 % мас.) приводит к получению жидких продуктов с меньшим содержанием смол (11,9 %) и асфальтенов (6,7 %), увеличению выхода бензиновых – (11,9 %) и дизельных (41,2 %) фракций, снижению выхода вакуумного газойля – 15,2 %, при низких выходах газа (2,3 %) и кокса (3,5 % мас.).
Рецензенты:
Восмериков А.В., д.х.н., профессор, заместитель директора по научной работе, зав. лабораторией, ФГБУН «Институт химии нефти» Сибирского отделения Российской академии наук, г. Томск;
Антипенко В.Р., д.х.н., профессор, ведущий научный сотрудник, ФГБУН «Институт химии нефти» Сибирского отделения Российской академии наук, г. Томск.
Работа поступила в редакцию 04.06.2014.
Библиографическая ссылка
Свириденко Н.Н., Кривцов Е.Б., Головко А.К. КРЕКИНГ БИТУМА АШАЛЬЧИНСКОГО МЕСТОРОЖДЕНИЯ В ПРИСУТСТВИИ МИКРОСФЕР ЗОЛ ТЭЦ // Фундаментальные исследования. 2014. № 8-4. С. 854-858;URL: https://fundamental-research.ru/en/article/view?id=34683 (дата обращения: 19.05.2026).