


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
THE PREPARATION AND PROPERTIES OF THE B4C-TIB2 AND B4C–ZRB2 CERAMIC COMPOSITES

Разработка тугоплавких керамических композитов, сохраняющих работоспособность в условиях высоких температур и абразивного износа, является актуальной задачей инновационного развития современных технологий машиностроения, металлообработки, металлургии, энергетики, аэрокосмической отрасли. Перспективными материалами для решения этих задач являются тугоплавкие дибориды переходных металлов – TiB2, и ZrB2, обладающие уникальным комплексом физико-механических свойств, а также карбид бора B4C, на основе которых можно получить новые керамические материалы с уникальными свойствами.
Композиты на основе диборидов титана и циркония с карбидом бора (B4C–TiB2 и B4C–ZrB2), получаемые методами горячего прессования (НР) [1, 2] при температуре, близкой к температуре плавления карбида бора и электроимпульсного плазменного спекания [3, 4] (SPS), характеризуются высокой тугоплавкостью, термостойкостью, твердостью, прочностью, низкой плотностью [1, 5]. Их используют для изготовления легкой керамической брони, режущего инструмента для обработки закаленных сталей и твердых материалов, изготовления износостойких деталей, работающих в агрессивных средах при высоких температурах.
Перспективным способом получения керамических композитов B4C–TiB2 и B4C–ZrB2 является СВС-компактирование [6, с. 333–353]. Основу метода составляет быстрый нагрев керамического композита за счет тепла, выделяющегося в ходе экзотермического синтеза тугоплавких соединений. Достоинствами метода являются: простота аппаратурного оформления, практическое отсутствие затрат электроэнергии и возможность получения крупногабаритных изделий из керамических композитов.
Цель работы – исследование возможности получения методом СВС-компактирования высокотемпературных керамических композитов на основе ZrB2 и TiB2 с керамической связкой – В4С, а также исследование влияния состава реакционной смеси на формирование фазового состава, микроструктуры и физико-механические характеристики СВС-композитов на основе систем B4C–TiB2 и B4C–ZrB2.
Материалы и методы исследования
Экзотермические реакции синтеза композитов и «химических печек» проводили по следующей схеме:
(1 – x)(Zr + 2B) + x(4B + C) => (1 – x)ZrB2 + xB4C, (1)
(1 – y)(Ti + 2B) + y(4B + C) => (1 – y)TiB2 + yB4C. (2)
Реакционные смеси для синтеза СВС-композитов готовили из порошков циркония (марки ПЦрК-1), титана (марки ПТМ) бора (марки аморфный черный Б-99А) и углерода (марки П804-Т). Для повышения эффективности компактирования и уменьшения остаточной пористости целевого продукта экзотермический синтез осуществляли с применением дополнительного нагрева с помощью «химической печки». Исходные порошки предварительно сушили при температуре 100–120 °С и смешивали в шаровой мельнице типа «пьяная бочка» объемом 2 литра. Составы реакционных смесей для получения СВС композитов B4C–TiB2 и B4C–ZrB2, равновесный состав СВС продуктов, адиабатическая температура горения систем Ti–B–C и Zr–B–C, доля жидкой фазы для композитов приведены в табл. 1.
Экзотермический синтез и консолидацию композитов B4C–TiB2 и B4C–ZrB2 осуществляли в реакционной пресс-форме, описанной в [7]. Шихтовую заготовку и заготовки для «химической печки» прессовали диаметром 60 мм, высотой 16 мм до относительной плотности 0,6.
Спрессованную шихтовую заготовку помещали в реакционную пресс-форму, снабженную системой инициирования реакции экзотермического синтеза. Соотношение масс шихтовой заготовки и «химической печки» – 4:1. Свободное пространство пресс-формы заполняли кварцевым песком, выполняющим функцию теплоизолятора и газопроницаемой среды, передающей давление. Реакцию горения инициировали раскаленной электрическим током вольфрамовой спиралью одновременно в шихтовой заготовке и химической печке. Экзотермический синтез целевого продукта осуществляли при давлении 10 МПа, а компактирование – при давлении 100 МПа. Время прессования – 3–30 секунд.
Микроструктуру полученных композитов изучали с помощью растровой электронной микроскопии с использованием автоэмиссионного сканирующего электронного микроскопа сверхвысокого разрешения Zeiss Ultra plus. Фазовый состав СВС-композитов изучали с помощью дифрактометра «ДРОН-3» с использованием монохроматического Cu-Kα излучения, компьютерной программы «Crystallographica Search Match» и базы дифракционных данных Power Diffraction File (PDF-2, ICDD, USA, Release 2011). Микротвёрдость по Виккерсу (HV) образцов измеряли с помощью прибора ПМТ-3 в соответствии с ГОСТ 3450-76 при нагрузке 100 г и времени выдержки под нагрузкой 10 с. Для каждого образца проводилось 5 измерений. Точность измерения микротвёрдости – 5 %. Плотность керамических образцов определяли методом гидростатического взвешивания по ГОСТ 25281-82 на аналитических весах с точностью 10-4 г.
Таблица 1
Составы реакционных смесей, СВС-продукта, адиабатическая температура горения, доля жидкой фазы (ω) для композитов B4C–TiB2 и B4C–ZrB2
|
Состав смеси, % мас* |
Состав СВС продуктов, % мас. |
Tад, К |
ω, % |
||||||
|
Композит B4C–TiB2 |
|||||||||
|
y |
Ti |
B |
C |
TiB2 |
B4C |
||||
|
0,05 |
66,14 |
33,03 |
0,88 |
95 |
5 |
3100 |
5 |
||
|
0,10 |
63,34 |
34,94 |
1,76 |
90 |
10 |
2625 |
10 |
||
|
0,15 |
60,42 |
36,94 |
2,68 |
85 |
15 |
2625 |
5 |
||
|
0,20 |
57,5 |
38,93 |
3,6 |
80 |
20 |
2625 |
2 |
||
|
0,30 |
51,41 |
43,1 |
5,52 |
70 |
30 |
2420 |
0 |
||
|
0,40 |
45,05 |
47,45 |
7,52 |
60 |
40 |
2180 |
0 |
||
|
0,50 |
38,4 |
52 |
9,62 |
50 |
50 |
1950 |
0 |
||
|
Композит B4C–ZrB2 |
|||||||||
|
x |
Zr |
B |
C |
ZrB2 |
B4C |
||||
|
0,05 |
76,81 |
22,1 |
1,09 |
95 |
5 |
3320 |
5 |
||
|
0,10 |
72,77 |
25,06 |
2,17 |
90 |
10 |
3280 |
10 |
||
|
0,125 |
70,74 |
26,54 |
2,72 |
87,5 |
12,5 |
2700 |
12,5 |
||
|
0,15 |
68,72 |
28,02 |
3,26 |
85 |
15 |
2700 |
5 |
||
|
0,20 |
64,68 |
30,972 |
4,348 |
80 |
20 |
2700 |
0 |
||
Примечание. *В статье содержание компонентов смеси и композита указано в массовых процентах.
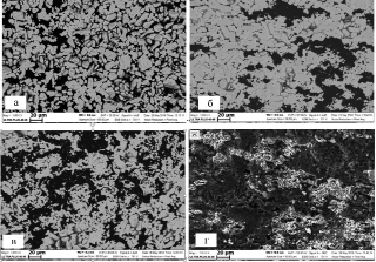
Рис. 1. Микроструктура керамических композитов yB4C–TiB2: y = 20 (a), 30 (б), 40 (в), 50 (г) мас. %
Результаты исследования и их обсуждение
Термодинамический анализ систем Ti–B–C и Zr–B–C
Эффективность компактирования продуктов СВС сразу после синтеза зависит от содержания в них жидкой фазы, образующейся в волне горения. Образование жидкой фазы позволяет значительно увеличить пластичность горячего СВС продукта и консолидировать композит до минимальной остаточной пористости. Получение СВС-композитов оценивали по данным термодинамического анализа систем (1) и (2) и рентгенофазового анализа. Термодинамические расчеты проводили с помощью компьютерной программы THERMO [8, 9], разработанной в ИСМАН.
Термодинамические расчеты показали, что с увеличением содержания в синтезированном продукте связки B4C до 50 % мас. адиабатическая температура горения (Tad) системы Ti–B–C уменьшается от 3500 до 2000 К. При увеличении содержания B4C от 10 до 21 % Tad остается постоянной, равной температуре плавления карбида бора. Максимальная доля расплавленного карбида бора в конечном продукте составляет, согласно расчетам, 10 % мас.
В системе Zr–B–C увеличение содержания B4C от 6 до 22 % мас. приводит к уменьшению адиабатической температуры горения от 3320 К (температура плавления ZrB2) до 2540 К (температура плавления B4C). В указанном интервале температур ZrB2 находится в твердом состоянии, а B4C – в жидком, а максимальное количество расплавленной связки (B4C) составляет 12,5 мас. %.
Морфология продуктов СВС
Рентгенофазовый анализ керамических композитов B4C–TiB2 и B4C–ZrB2 показал, что продуктами экзотермического синтеза для каждого из композитов являются всего два соединения – TiB2, B4C и ZrB2, B4C. Совпадение составов синтезированного композита с расчетными указывает на формирование равновесных СВС-продуктов в обоих случаях.
Установлено, что содержание связки B4C оказывает существенное влияние на формирование микроструктуры СВС-композитов B4C–TiB2 и B4C–ZrB2. На рис. 1 представлены микроструктуры СВС-композитов TiB2-B4C. Видно, что они состоят из дисперсной фазы – TiB2 (светлая фаза) и керамической связки – B4C (темная фаза). При содержании B4C 20 мас. % средний размер частиц диборида титана составляет 10–15 мкм (см. рис. 1, a). Благодаря хорошему смачиванию расплавленный карбид бора равномерно растекся по поверхности твердых частиц TiB2. С увеличением содержания B4C в конечном продукте до 50 % средний размер зерен TiB2 уменьшился до 1–0,5 мкм (рис. 1, г), что обусловлено уменьшением температуры экзотермического синтеза.
При содержании B4C 50 мас. % в конечном продукте формируются области, состоящие из колоний частиц TiB2, в которых практически отсутствует керамическая связка B4C. Формирование СВС-композита с неравномерным распределением связки обусловлено низкой температурой горения и отсутствием расплавленного B4C.
На рис. 2 представлены микроструктуры СВС-композитов ZrB2-B4C. Видно, что они состоят из дисперсной фазы ZrB2 (светлая фаза) и керамической связки B4C (темная фаза). Благодаря хорошему смачиванию расплавленный карбид бора равномерно растекся по поверхности твердых частиц ZrB2. При содержании связки B4C менее 10 мас. % формируется однородный керамический композит B4C–ZrB2 с размером зерен ZrB2 10–20 мкм (рис. 2, a, б). Увеличение содержания B4C до 20 мас. % приводит к уменьшению размера частиц ZrB2 до 2–5 мкм и формированию композита с неоднородной микроструктурой (рис. 2, в, г).
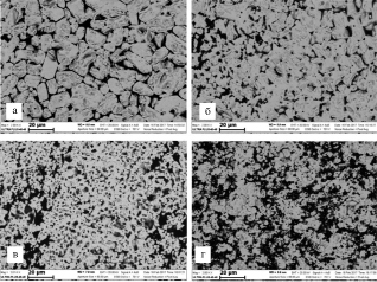
Рис. 2. Микроструктура керамических композитов xB4C–ZrB2: x = 5 (a), 10 (б), 15 (в), 20 (г) мас. %. Светлая фаза – ZrB2, темная – B4C
Таблица 2
Характеристики СВС-композитов B4C–TiB2 и B4C–ZrB2
|
Состав |
Без «химпечки» |
С «химпечкой» |
|||
|
rотн, % |
HV, ГПа |
rотн, % |
HV, ГПа |
σизг.МПа |
|
|
СВС-композит B4C–TiB2 |
|||||
|
5B4C–TiB2 |
76 |
--- |
82 |
--- |
--- |
|
10B4C–TiB2 |
81 |
--- |
88 |
--- |
90 |
|
15B4C–TiB2 |
85 |
--- |
94 |
37,1 |
120 |
|
20B4C–TiB2 |
89 |
--- |
96,2 |
44,8 |
140 |
|
30B4C–TiB2 |
60 |
--- |
97 |
39,1 |
210 |
|
40B4C–TiB2 |
50 |
--- |
96,5 |
--- |
--- |
|
СВС-композит B4C–ZrB2 |
|||||
|
5B4C–ZrB2 |
92,5 |
16,2 |
96,7 |
20,4 |
--- |
|
10B4C–ZrB2 |
90,8 |
13,2 |
98,7 |
22,0 |
--- |
|
12,5B4C–ZrB2 |
91,3 |
15,5 |
98,7 |
24,5 |
--- |
|
15B4C–ZrB2 |
94,2 |
14,3 |
92,6 |
24,6 |
--- |
|
20B4C–ZrB2 |
88,2 |
13,1 |
93,4 |
20,9 |
--- |
Физико-механические характеристики СВС-композитов
В табл. 2 представлены экспериментальные данные по изменению плотности и величины остаточной пористости СВС-композитов B4C–TiB2 и B4C–ZrB2 в зависимости от содержания в них связки B4C при проведении синтеза без «химической печки» и с «химической печкой».
Видно, что при содержании связки 20–40 мас. % B4C относительная плотность композитов B4C–TiB2, полученных с применением «химической печки», составляет 96,2–97,0 %.
Использование «химической печки» при получении композитов B4C–ZrB2 позволило значительно уменьшить остаточную пористость СВС-композитов. Установлено, что при содержании 12,5 % мас. B4C относительная плотность композита составляет 98,7 %. Полученные результаты показали, что для получения композитов с минимальной остаточной пористостью необходимо использовать дополнительный источник тепла в виде химической печки, обладающей высокой мощностью тепловыделения. Ее использование позволяет эффективно управлять тепловым режимом и осуществить синтез керамических композитов заданного фазового состава и их компактирование.
При содержании связки B4C менее 10 мас. % формируется однородный керамический композит B4C–ZrB2 с размером зерен ZrB2 10–20 мкм (рис. 2, a, б). Увеличение содержания B4C до 20 мас. % приводит к уменьшению размера частиц ZrB2 до 2–5 мкм и формированию композита с неоднородной микроструктурой (рис. 2, в, г).
В табл. 2 приведены физико-механические характеристики СВС-композитов B4C–TiB2 и B4C–ZrB2 в зависимости от состава реакционной смеси и использования «химической печки». При содержании керамической связки (B4C) в композите 15 мас. % достигается твердость HV = 24,5 ГПа. При содержании керамической связки (B4C) 12,5–15 мас. % в композите B4C–ZrB2 достигается твердость HV = 24,5–24,6 ГПа. Эти значения превосходят твердость композитов, полученных методом горячего прессования в работах [10, 11]. В работе [10] этот показатель оказался равным 14,7 ГПа. В работе [11] при содержании B4C 5–15 мас. %, твердость композитов по Виккерсу составила HV = 18–21 ГПа.
Выводы
Методом СВС-компактирования получены композиты на основе систем B4C-TiB2 и B4C–ZrB2, содержащие TiB2 и ZrB2 в качестве дисперсной фазы и B4C – в качестве керамической связки. Показано, что для эффективного прессования синтезированных композитов необходимо использовать дополнительный источник тепла в виде химической печки, обладающей высокой мощностью тепловыделения.
Образование жидкой фазы в продуктах СВС позволило получить композиты с высокой плотностью и минимальной остаточной пористостью (1,5–2,0 %). Для СВС-композитов B4C–TiB2 предел прочности при изгибе составляет 140–210 МПа, а микротвердость HV = 37,1–44,8 ГПа. Для СВС-композитов B4C–ZrB2 микротвердость HV = 24,5–24,6 ГПа.
Работа выполнена при поддержке Российского фонда фундаментальных исследований (Грант № 16-08-00705).
Библиографическая ссылка
Щербаков В.А., Грядунов А.Н. ПОЛУЧЕНИЕ И СВОЙСТВА КЕРАМИЧЕСКИХ КОМПОЗИТОВ B4C-TIB2 И B4C–ZRB2 // Фундаментальные исследования. 2017. № 10-1. С. 62-66;URL: https://fundamental-research.ru/en/article/view?id=41790 (дата обращения: 26.07.2026).