


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
FOAM CONCRETE BASED ON MICROBE SYNTHESIS FOAMING AGENT

Основной задачей при производстве пенобетона становится обеспечение необходимой прочности. Прочность пенобетона зависит от качества поровой структуры пенобетона, образующейся при твердении материала. Высокое качество пенообразователя (высокая кратность и стабильность в цементном растворе) позволяет добиться оптимальной поровой структуры пенобетона [5]. Увеличение длительности схватывания, связанное в том числе с использованием пенообразователя, приводит к снижению прочности материала из-за гашения пены. Поэтому актуальной задачей современного материаловедения становится поиск решений для ускорения процесса твердения или увеличения времени жизни пены в растворе. Первый подход к решению этой задачи реализуется за счет использования автоклавного твердения, пропарки при атмосферном давлении, увеличения активности вяжущего, использование тонкодисперсных и армирующих добавок, ускорителей твердения, снижения В/Т и т.д. [5, 6]. Однако подобные технологические решения приводят к удорожанию товарного пенобетона за счет энергетических затрат на помол и температурную обработку, увеличения сырьевой себестоимости материала. Второй подход основан на разработке новых пенообразующих добавок и исследовании их свойств. Целью исследования стала разработка пенобетонов на основе белкового пенообразователя, полученного микробным синтезом из послеспиртовой барды, и изучение свойств полученных материалов.
В качестве наполнителя использовали известняковую муку, пенообразователя – пенообразователь, приготовленный в соответствии с [3]. Изготовление образцов вели в соответствии с ГОСТ 22685–89. Определение сроков схватывания вяжущего и нормальной густоты цементного теста вели с использованием прибора Вика по ГОСТ 310.3–76. Предел прочности на сжатие образцов кубиков с размером ребра 100 мм измеряли в соответствии с ГОСТ 10180–90. Морозостойкость образцов определяли по ГОСТ 10060.1–95. Определение теплопроводности образцов вели по ГОСТ 7076–99. Измерение водопоглощения образцов осуществляли в соответствии с ГОСТ 12730.3–78. Усадка образцов измерялась по ГОСТ 25485–89.
В работах [1, 2] показано, что мягкий мел и известняковая мука, выступая в качестве наполнителя, упрочняют структуру пенобетона. Между частицами наполнителя и цемента образуется контактная зона гидрокарбоалюминатов кальция, формирующая каркас, который упрочняется гидросиликатами и гидросульфоалюминатами кальция. Однако при чрезмерном увеличении содержания наполнителя он снижает прочность межпоровых перегородок и осадка пеномассы в формах увеличивается. Была исследована осадка пеномассы для пенобетонов с плотностью 300, 500 и 700 кг/м3. Анализ данных показал, что она достигала минимальных значений при содержании наполнителя 30 % мас.
Главными факторами, предопределяющими прочность пенобетона, являются количество наполнителя (Wн) и время приготовления пеномассы (t). Для подбора составов пенобетонов плотностью 300, 500 и 700 кг/м3 и условий приготовления пеномассы были проведены исследования с применением метода математического планирования. Параметрами оптимизации стали средняя плотность, прочность материала на сжатие, осадка. Матрица планирования и рабочая матрица эксперимента представлены в табл. 1.
Анализ результатов эксперимента позволил определить условия получения пенобетона, обеспечивающие максимальную прочность (табл. 2).
Таблица 1
Матрица планирования и рабочая матрица эксперимента
|
ρпенобетона, кг/м3 |
Матрица планирования |
Рабочая матрица |
Свойства пенобетона |
|||||
|
Х1 |
Х2 |
Wн, % |
t, мин |
ρ, кг/м3 |
Осадка, % |
Rсж, МПа |
ККК |
|
|
700 |
– |
– |
20 |
1,5 |
734 |
1,4 |
1,98 |
3,7 |
|
– |
0 |
20 |
3,0 |
735 |
1,1 |
2,15 |
4,0 |
|
|
– |
+ |
20 |
4,5 |
768 |
0,4 |
2,27 |
3,8 |
|
|
0 |
– |
30 |
1,5 |
714 |
0,6 |
1,65 |
3,2 |
|
|
0 |
0 |
30 |
3,0 |
711 |
0,5 |
1,88 |
3,7 |
|
|
0 |
+ |
30 |
4,5 |
727 |
0,1 |
2,03 |
3,8 |
|
|
+ |
– |
40 |
1,5 |
752 |
0,6 |
1,49 |
2,6 |
|
|
+ |
0 |
40 |
3,0 |
773 |
0,3 |
1,79 |
3,0 |
|
|
+ |
+ |
40 |
4,5 |
795 |
0,1 |
2,41 |
3,8 |
|
|
500 |
– |
– |
20 |
1,5 |
530 |
2,7 |
0,74 |
2,7 |
|
– |
0 |
20 |
3,0 |
519 |
1,5 |
0,72 |
2,7 |
|
|
– |
+ |
20 |
4,5 |
566 |
1,5 |
1,39 |
4,3 |
|
|
0 |
– |
30 |
1,5 |
515 |
1,7 |
0,69 |
2,6 |
|
|
0 |
0 |
30 |
3,0 |
521 |
1,7 |
0,92 |
3,4 |
|
|
0 |
+ |
30 |
4,5 |
534 |
1,5 |
0,87 |
3,0 |
|
|
+ |
– |
40 |
1,5 |
480 |
1,7 |
0,39 |
1,7 |
|
|
+ |
0 |
40 |
3,0 |
480 |
1,5 |
0,50 |
2,2 |
|
|
+ |
+ |
40 |
4,5 |
493 |
1,2 |
0,61 |
2,5 |
|
|
300 |
– |
– |
20 |
1,5 |
313 |
2,5 |
0,36 |
3,7 |
|
– |
0 |
20 |
3,0 |
315 |
2,0 |
0,30 |
3,1 |
|
|
– |
+ |
20 |
4,5 |
329 |
1,6 |
0,45 |
4,1 |
|
|
0 |
– |
30 |
1,5 |
322 |
2,3 |
0,24 |
2,3 |
|
|
0 |
0 |
30 |
3,0 |
337 |
2,2 |
0,25 |
2,2 |
|
|
0 |
+ |
30 |
4,5 |
350 |
1,7 |
0,32 |
2,6 |
|
|
+ |
– |
40 |
1,5 |
309 |
2,8 |
0,19 |
2,0 |
|
|
+ |
0 |
40 |
3,0 |
324 |
2,7 |
0,20 |
1,9 |
|
|
+ |
+ |
40 |
4,5 |
355 |
2,4 |
0,25 |
2,0 |
|
Таблица 2
Условия получения пенобетона
|
Плотность пенобетона, кг/м3 |
Количество наполнителя, % |
Время перемешивания, мин |
Прочность на сжатие, МПа |
|
300 |
20 |
4,5 |
0,5 |
|
500 |
20 |
4,5 |
1,4 |
|
700 |
20 |
3,0 |
2,3 |
Таблица 3
Состав для приготовления 1 м3 пенобетона
|
Материалы |
Плотность пенобетона, кг/м3 |
||
|
300 |
500 |
700 |
|
|
Цемент, кг |
209 |
348 |
487 |
|
Известняковая мука, кг |
52 |
87 |
122 |
|
Вода, кг |
167 |
239 |
304 |
|
Гидролизат, л |
12,0 |
10,1 |
8,3 |
|
Стабилизатор (раствор сульфата железа III 20 %), л |
0,9 |
0,8 |
0,6 |
|
Вода для приготовления пенообразователя, л |
47,0 |
39,4 |
32,5 |
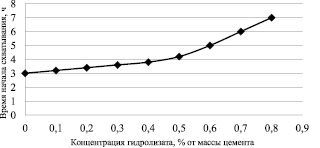
Рис. 1. Зависимость времени схватывания цемента от концентрации добавки
Составы пенобетонов с плотностью отражены в табл. 3.
Адсорбция пенообразователя на частицах цемента приводит к изменению сроков начала и конца схватывания. Как видно из рис. 1, при концентрации пенообразователя в растворе меньшей, чем 0,45 %, влияние его на сроки схватывания незначительно.
Белковый пенообразователь обладает пластифицирующими свойствами, поэтому при его внесении в цементно-водную эмульсию в количестве 0,3 % от массы цемента нормальная густота цементного теста снижается с 27 до 25 %, т.к. происходит снижение водопотребности цемента.
Исследование прочности образцов цементного камня, полученных при одинаковом В/Т отношении, показало, что прочность образцов на 3-и сутки твердения снижается, однако при концентрации пенообразователя меньшей, чем 0,3 % к 28 суткам прочность достигает таковой в контрольном испытании без использования добавки. Таким образом, белковый пенообразователь замедляет процессы гидратации и структурообразования.
Рентгеноструктурные исследования на рентгеновском дифрактометре «Дрон-6» с ионизационной регистрацией интенсивности рентгеновских лучей позволили установить структурные изменения, происходящие в цементных композитах с добавкой пенообразователя. Исследование производилось на 28 сутки твердения. Результаты показали, что интенсивность формирования новообразований в присутствии пенообразователя снижается, так как алит и белит меньше взаимодействуют с водой. Содержание силикатных фаз, обеспечивающих прочность, уменьшается с 43 до 31 %. Количество карбоната кальция увеличивается с 25 до 34 %. Поэтому следует строго соблюдать режим дозирования пенообразователя.
Результаты исследования кинетики набора прочности приведены в табл. 4. К 3-м суткам достигает 40–69 % итоговой прочности, а к 7-м суткам твердения – 67–83 %. Пенобетон наиболее интенсивно набирает прочность в течение первых семи суток.
Были исследованы усадка, морозостойкость и теплопроводность образцов пенобетонов. Результаты отражены в табл. 5.
Анализ характеристик пенобетонов показал, что для пенобетона плотностью 700 кг/м3 установлена марка морозостойкости F35, что соответствует требованиям ГОСТ 10060.1–95. Усадка разработанных пенобетонов отвечает нормам ГОСТ 25485–89. Максимальный рост усадочных деформаций произошел в первые 49 суток, после этого скорость высыхания значительно снизилась.
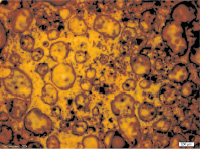
Рис. 2. Фотография образца пенобетона плотностью 518 кг/м3
Определение водопоглощения проводили для образцов пенобетона плотностью 518 кг/м3. Максимального значения водопоглощение достигало в первые часы проведения опыта, затем его темпы снижались. Итоговое значение водопоглощения по массе составило 38 %. Анализ пористости показал, что в пенобетоне преимущественно присутствуют замкнутые поры, и объем их составляет 55 %. Это подтверждается микроснимками структуры пенобетона (рис. 2). Показатель однородности пор высокий.
Таблица 4
Кинетика набора прочности пенобетонов
|
Плотность пенобетона, кг/м3 |
Прочность при сжатии в возрасте, МПа |
||
|
3 сут |
7 сут |
28 сут |
|
|
300 |
0,2 |
0,4 |
0,5 |
|
500 |
0,7 |
1,0 |
1,5 |
|
700 |
1,6 |
1,9 |
2,3 |
Таблица 5
Эксплуатационные характеристики пенобетонов плотностью 300, 500 и 700 кг/м3
|
Плотность пенобетона, кг/м3 |
|||
|
300 |
500 |
700 |
|
|
Усадка, мм/м |
2,9 |
2,2 |
1,1 |
|
Марка морозостойкости |
F 15 |
F 25 |
F 35 |
|
Коэффициент теплопроводности, Вт/м•°С |
0,083 |
0,103 |
0,155 |
Было осуществлено опытно-промышленное внедрение технологии производства пенобетона с использованием пенообразователя на предприятии ООО «Промстрой» г. Саранска. Была получена партия пенобетона с плотностью 710 кг/м3 и прочностью на сжатие 2,75 МПа.
Выводы
1. Для пенобетонов с плотностью 300, 500, 700 кг/м3 количество известняковой муки должно составлять 20 % по массе. Максимальная прочность достигается при перемешивании пеномассы в течение 3–4,5 мин. Разработаны составы пенобетонов.
2. При концентрации гидролизата до 0,45 % от массы цемента сроки схватывания практически не изменяются. Показано, что к 3-м суткам твердения пенобетон набирает 40–69 % прочности, а к 7-м суткам – 67–83 %.
3. С помощью рентгенофазного анализа установлено, что при гидратации силикатных составляющих цементного клинкера в присутствии протеинового пенообразователя алит и белит меньше взаимодействуют с водой, а это приводит к более низкой интенсивности формирования новообразований.
4. Разработанные пенобетоны отвечают требованиям ГОСТ 10060.1–95 и ГОСТ 25485-89. Коэффициенты теплопроводности пенобетона плотностью 300, 500 и 700 кг/м3 соответственно равны 0,083, 0,103 и 0,155 Вт/м•°С. В пенобетонах преимущественно присутствуют замкнутые поры с однородными размерами.
Библиографическая ссылка
Черкасов В.Д., Ерастов В.В., Ушкина В.В. ПЕНОБЕТОНЫ НА ОСНОВЕ ПЕНООБРАЗОВАТЕЛЯ МИКРОБНОГО СИНТЕЗА // Фундаментальные исследования. 2016. № 9-3. С. 523-527;URL: https://fundamental-research.ru/en/article/view?id=40777 (дата обращения: 20.06.2026).