


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
COMPRESSION STRENGTH OF THE BILLETS FROM VANADIUM-BEARING IRON POWDER WITH THE SMALL ALLOYING ADDITIVES

Современные тенденции в области порошковой металлургии связаны с получением материалов с повышенными свойствами, малой неоднородностью свойств, высокой пластичностью. В значительной мере это относится к изделиям из порошков на основе железа. Так, в последние годы около 80 % рынка порошковых деталей в Европе приходилось на машиностроительные изделия на основе железа [9]. Поэтому фирмой H?gan?s AB (Швеция), крупнейшим европейским производителем порошков на основе железа и изделий из них, проводились исследования, в результате которых только за счет изменения состава и количества легирующих компонентов, способа их введения, применения эффективных смазок и т.п., удалось за 25 лет существенно повысить плотность и прочность деталей из таких смесей, не изменяя радикально технологию их изготовления [13]. Аналогичные работы ведутся и в России, в частности в ЦНИИЧерМет им. И.П. Бардина и других организациях [2].
Так, для повышения прочности и твердости спеченного железа в железный порошок при приготовлении порошковой смеси вводят различные легирующие добавки (фосфор, медь, хром, никель, молибден). Порошки на основе железа часто легируют углеродом, что существенно повышает их прочность после спекания [6] и т.д. Особое место занимают природно-легированные железные порошки, в которые легирующие элементы дополнительно не вводятся, а присутствуют уже в исходном сырье. Источником сырья для их получения могут, например, служить, отходы цветной металлургии – отвальные железные кеки [1]. При этом решается важная народнохозяйственная задача утилизации отходов промышленности [12].
В статье исследована прочность порошковых композиций, полученных механической активацией природно-легированных ванадийсодержащих порошков железа (состав, мас. %: 0,027 C; 0,160 Si; 0,144 Mn; 0,266 V; 0,530 O2; Fe – основа) в смеси с Zn, Cu, P, C в количестве 1,5 мас. % на измельчителе вибрационном ИВ-микро в Институте металлургии УрО РАН и имеющих следующий химический состав. Для исследований были выбраны две партии порошка железа: фракция с размером частиц < 315 мкм и фракция с размером частиц < 160 мкм. Данные о гранулометрическом составе и морфологических свойствах исходных порошков получены на анализаторе частиц по размерам и форме CAMSIZER-XT и приведены в табл. 1.
Таблица 1
Гранулометрический состав и морфологические свойства исходных порошков
|
Порошок |
dср, мкм |
SPHTср |
Symmср |
b/lср |
|
Железо, фракция < 315 мкм |
142 |
0,616 |
0,843 |
0,700 |
|
Железо, фракция < 160 мкм |
108 |
0,571 |
0,859 |
0,712 |
|
Медь электролитическая |
39,6 |
0,600 |
0,867 |
0,664 |
|
Цинк распыленный |
9,5 |
0,847 |
0,887 |
0,747 |
|
Железо-фосфор распыленный |
24,1 |
0,747 |
0,893 |
0,733 |
|
Графит карандашный |
44,9 |
– |
– |
– |
Здесь dср, мкм – медианный диаметр; SPHTср, Symmср – коэффициенты сферичности и симметричности частиц; b/lср – среднее соотношение ширины и длины частиц.
Образцы для экспериментальных исследований изготовлены на оборудовании ЦКП «Пластометрия» ИМАШ УрО РАН, на универсальной гидравлической машине Tinius Olsen Super L60. Навески порошка 9 и 1,7 г брикетировали односторонним прессованием в пресс-форме диаметром 9,6 мм при комнатной температуре и давлении 700 МПа. В результате получены цилиндрические заготовки высотой 17–18 мм (партия 1) и высотой 3,3 мм (партия 2) с относительной плотностью ?отн = 0,88–0,90. Выбор навески для 1-й партии обусловлен тем, что прессовки данных размеров предполагается использовать для экспериментальных исследований процесса выдавливания, и определяется параметрами пресс-оснастки для его реализации. Для исследований взяты по два образца каждой порошковой композиции. Поскольку плотности прессовок, полученных из композиций на основе порошка фракции < 315 мкм и фракции < 160 мкм, отличаются в пределах 1,0–1,5 %, рассмотрены усредненные значения по обеим партиям. Приняты обозначения: П1 – исходный порошок (Fe); П2 – Fe + 1,5 % Zn; П3 – Fe + 1,5 % Cu; П4 – Fe + 1,5 % P; П5 – Fe + 1,5 % C.
Выполнены исследования прочностных свойств заготовок с использованием «бразильского» теста (Brazilian test), позволяющего определить предельную поверхность условия текучести Друкера – Прагера в результате экспериментов по радиальному и осевому сжатию цилиндрических образцов. Этот способ наиболее часто используют для определения прочности хрупких материалов, в частности неспеченных порошковых заготовок [5, 11]. Также полученные результаты позволят оценить необходимость затратного по времени и энергоемкости этапа спекания в следующей схеме получения машиностроительных изделий: «порошок – прессовка – спекание – выдавливание – термообработка – деталь».
Испытания на осевое сжатие выполнены для образцов 1-й партии, на радиальное сжатие – для образцов 2-й партии. Схема проведения экспериментов показана на рис. 1.
Эксперименты выполнены на оборудовании ЦКП Урал-М в Институте металлургии УрО РАН на универсальной испытательной машине ZWICK ВТ1-АК050THW. A1K. Образцы 1-й партии испытывали с предварительной нагрузкой 5 кг до максимального усилия разрушения, скорость движения траверсы испытательной машины 2 мм/мин. Образцы 2-й партии испытывали с предварительной нагрузкой 1 кг, скорость движения траверсы 2 мм/мин.
В момент пластического разрушения заготовки – возникновения и начала роста центральной трещины фиксировали соответствующее усилие пресса и степень деформации заготовки. Для расчетов использовали формулы [8]:


где P – усилие к моменту начала разрушения образца; D, t – диаметр и толщина образца, индексы «сж» и «рад» относятся к осевому и радиальному сжатию соответственно.
По результатам испытаний выполнена оценка соответствующих пределов прочности компактного материала  по формуле М.Ю. Бальшина [3]:
по формуле М.Ю. Бальшина [3]:

где i = сж либо i = рад в зависимости от вида испытаний, m ? 3 при ?отн = 0,5–0,9.
Для качественной оценки прочности полученных брикетов приняли m = 3. Результаты испытаний образцов на осевое и радиальное сжатие представлены в табл. 2.
По результатам испытаний на осевое сжатие видим, что наибольшей прочностью обладают исходный порошок и порошок с добавкой фосфора, а наименьшей ? порошок с добавкой графита. При испытаниях на радиальное сжатие наименьшая прочность у порошков П4 и П5 (табл. 2). Рассмотрим уравнение предельной поверхности Друкера – Прагера [8]:

где ? – угол внутреннего трения; d – сопротивление срезу (сцепление); ?, ? – интенсивность касательных напряжений и среднее нормальное напряжение соответственно.
Поскольку ? = ?сж, ? = ?сж/3 при осевом сжатии и 
 при радиальном сжатии [8], легко убедиться, что угол внутреннего трения для исследованных порошков примерно одинаков, величина d зависит от ?рад практически линейно и характер изменения параметра d для исследованных порошковых композиций качественно повторяет результаты, полученные при испытаниях на радиальное сжатие.
при радиальном сжатии [8], легко убедиться, что угол внутреннего трения для исследованных порошков примерно одинаков, величина d зависит от ?рад практически линейно и характер изменения параметра d для исследованных порошковых композиций качественно повторяет результаты, полученные при испытаниях на радиальное сжатие.
Результаты экспериментов, приведенные в табл. 2, хорошо коррелируют с известными из литературы данными. Так, авторы работы [5] прессовали неспеченные образцы диаметром 25 мм и толщиной 5–10 мм из распыленного водой порошка Distaloy AЕ фирмы H?gan?s c добавками 0,6 % С и 0,6 % DN120 (пластификатор). Напряжение ?рад равно 0,35 МПа при ?отн = 0,65 и 17,5 МПа при ?отн = 0,93 (см. также [10]). Близкие к приведенным в статье результаты по прочности заготовок при осевом и радиальном сжатии получены и в работе [4] на железных порошках марки ПЖМ.
На рис. 2 показаны разрушенные образцы после испытаний на сжатие.

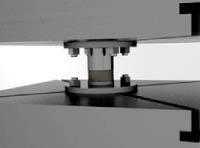
а б
Рис. 1. Схема экспериментов по «бразильскому» тесту: а – радиальное сжатие; б – осевое сжатие
Таблица 2
Результаты испытаний на осевое и радиальное сжатие
|
Порошок |
Осевое сжатие |
Радиальное сжатие |
||||
|
?отн |
?сж, МПа |
|
?отн |
?рад, МПа |
|
|
|
П1 |
0,901 |
347 |
474 |
0,897 |
25,11 |
34,79 |
|
П2 |
0,897 |
299 |
414 |
0,896 |
24,94 |
34,67 |
|
П3 |
0,891 |
314 |
443 |
0,898 |
25,97 |
35,86 |
|
П4 |
0,880 |
326 |
478 |
0,880 |
20,61 |
30,24 |
|
П5 |
0,895 |
294 |
410 |
0,895 |
20,10 |
28,03 |
 МПа
МПа МПа
МПа
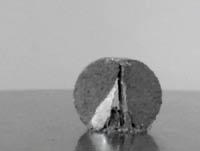
а б
Рис. 2. Разрушенные образцы: а – осевое сжатие; б – радиальное сжатие
Видим, что при осевом сжатии разрушение образца происходит от верхнего торца к нижнему по поверхности, расположенной под углом к оси приложения усилия, а при радиальном сжатии – вдоль диаметра образца по центру. Данная картина хорошо соответствует результатам, представленным в работах [8, 10].
Данные, приведенные в табл. 2, позволили также объяснить результаты эксперимента по выдавливанию неспеченных порошков П1–П5 в холодном состоянии. Выдавливали заготовки с размерами, соответствующими 1-й партии, спрессованные при давлениях 600–800 МПа при малой вытяжке (с диаметра 9,6 мм на диаметр 7,5 мм). На прутках из порошков П1-П3 наблюдаются поверхностные дефекты в виде кольцевых трещин, что соответствует известным из литературы данным [7]. На прутках из порошка железо-фосфор кольцевые трещины большего размера, на одном образце по такой трещине произошел откол. Заготовки из порошка с графитом при выдавливании полностью разрушились. Очевидно, в этом случае образовавшиеся после брикетирования межчастичные связи (сцепление) оказались недостаточно прочными и под воздействием сдвиговых деформаций при выдавливании заготовки разрушились. Таким образом, для заготовок с фосфором и особенно с графитом этап спекания перед выдавливанием является необходимым элементом технологической цепочки.
Заключение
Для неспеченных заготовок из ванадийсодержащих порошков железа с добавками Zn, Cu, P, C в количестве 1,5 мас. % выполнена оценка прочностных свойств по результатам испытаний на осевое и радиальное сжатие. Испытания на осевое сжатие показали, что наиболее прочными являются заготовки из исходного порошка и порошка железо-фосфор, наименьшей – из порошка, легированного графитом. При радиальном сжатии образцы с добавками фосфора и графита характеризуются существенно меньшими значениями разрушающей нагрузки по сравнению с остальными. Это обусловлено различием в величине предельного сопротивления срезу исследованных образцов. Эксперименты по выдавливанию заготовок при малой вытяжке показали, что прочностные характеристики порошка с графитом и частично порошка железо-фосфор не позволяют получить цельный пруток.
Библиографическая ссылка
Поляков П.А., Долматов А.В., Поляков А.П. ПРОЧНОСТЬ НА СЖАТИЕ ПРЕССОВОК ИЗ ВАНАДИЙСОДЕРЖАЩЕГО ПОРОШКА ЖЕЛЕЗА С МАЛЫМИ ЛЕГИРУЮЩИМИ ДОБАВКАМИ // Фундаментальные исследования. 2015. № 12-4. С. 713-717;URL: https://fundamental-research.ru/en/article/view?id=39610 (дата обращения: 29.07.2026).