ПРОЧНОСТЬ НА СЖАТИЕ ПРЕССОВОК ИЗ ВАНАДИЙСОДЕРЖАЩЕГО ПОРОШКА ЖЕЛЕЗА С МАЛЫМИ ЛЕГИРУЮЩИМИ ДОБАВКАМИ
1
Поляков П.А. 1, Долматов А.В. 2, Поляков А.П. 1
1 Институт машиноведения УрО РАН
2 Институт металлургии УрО РАН
Выполнена оценка прочностных свойств неспеченных заготовок из ванадийсодержащих порошков железа с добавками Zn, Cu, P, C в количестве 1,5 мас. % путем испытаний на осевое и радиальное сжатие цилиндрических образцов. При осевом сжатии наибольшей прочностью обладают заготовки из исходного порошка и порошка с добавкой фосфора, а заготовка из порошка, легированного графитом, является наименее прочной. Испытания на радиальное сжатие показали, что наименее прочными являются образцы с добавками фосфора и графита, что обусловлено малым сопротивлением срезу заготовок данного состава. Картина разрушения образцов при осевом и радиальном сжатии соответствует результатам, полученным другими авторами. Количественное сравнение величины разрушающего напряжения хорошо коррелирует с известными из литературы данными, полученными на порошках, близких по составу к порошковым композициям, исследованным в статье. Эксперименты по выдавливанию заготовок при малой вытяжке показали, что прочностные характеристики заготовок из порошка с графитом и частично из порошка железо-фосфор не позволяют получить цельный пруток.
порошковый композит
неспеченная заготовка
прочность
бразильский тест
выдавливание
1. Акименко В.Б., Буланов В.Я., Гуляев И.А., Залазинский Г.Г., Калашникова О.Ю., Щенникова Т.Л., Анциферов В.Н. Состав, структура и свойства железных и легированных порошков. – Екатеринбург, 1996. – 351 с.
2. Акименко В. Б., Гуляев И. А., Секачев М. А., Калашникова О. Ю. Отечественные восстановленные железные порошки: проблемы и перспективы производства // Сталь. – 2011. – № 7. – С. 96–100.
3. Бальшин М.Ю. Научные основы порошковой металлургии и металлургии волокна. – М.: Металлургия, 1972. – 336 с.
4. Вяль Е.Ю., Лаптев А.М. Исследование прочности неспеченных порошковых прессовок при осевом и радиальном нагружении // Порошковая металлургия. – 2002. – № 5/6. – С. 28–32.
5. Горохов В.М., Прохоров В.А., Тарусов И.Н. Влияние температуры прессования и относительной плотности прессовок из порошков диффузионно-легированных сталей на разрушающее напряжение при различных видах испытаний // Инженерия поверхности. Новые порошковые композиционные материалы. Сварка. 2011 г. Часть 1: / ред. кол.: П.А. Витязь [и др.]. – Мн.: ГНУ «Институт порошковой металлургии», 2011. – С. 92–96.
6. Металлы и сплавы. Справочник / В.К. Афонин, Б.С. Ермаков, Е.Л. Лебедев и др.: Под ред. Ю.П. Солнцева. – СПб.: Профессионал, 2003. – 1062 с.
7. Шестаков Н.А., Субич В.Н., Демин В.А. Уплотнение, консолидация и разрушение пористых материалов. М.: Физматлит, 2009. 269 с.
8. Doremus P. Chapter 7: Model Input Data – Failure, Series: Engineering Materials and Processes / eds. P. R. Brewin, O. Coube, P. Doremus and J. H. Tweed. Springer, 2008. – P. 95–103.
9. Gundermann Philippe. Overview of the status and trends in the European PM Industry. EURO PM 2015 REIMS. Режим доступа: http://www.europm2015.com/post-event/plenary-presentations/103-the-european-pm-industry-current-status-and-roadmapping-the-future/file (дата обращения 11.11.2015).
10. Jons n P r. Fracture and Stress in Powder Compacts. Doctoral Thesis. Lule University of Technology, Lule , Sweden, 2006. – 163 p.
11. Proveti J.R.C., Michot G. The Brazilian test: a tool for measuring the toughness of a material and its brittle to ductile transition // International J. of Fracture, 2006. – Vol. 139. – № 3–4. – P. 455–460.
12. Ryabicheva L.A., Nikitin Yu.N., Beloshitskij N.V., Baranov A.G. Wastes of industry – source of raw materials for powder metallurgy // MTM’07 Conference proceedings, Bulgaria, Sofia, 2007. – P. 434–438.
13. Wittaker D. Production of Structural PM Parts // International Powder Metallurgy Directory & Yearbook. 11th Edition. 2004/2005. – P. 31–47.
Современные тенденции в области порошковой металлургии связаны с получением материалов с повышенными свойствами, малой неоднородностью свойств, высокой пластичностью. В значительной мере это относится к изделиям из порошков на основе железа. Так, в последние годы около 80 % рынка порошковых деталей в Европе приходилось на машиностроительные изделия на основе железа [9]. Поэтому фирмой H?gan?s AB (Швеция), крупнейшим европейским производителем порошков на основе железа и изделий из них, проводились исследования, в результате которых только за счет изменения состава и количества легирующих компонентов, способа их введения, применения эффективных смазок и т.п., удалось за 25 лет существенно повысить плотность и прочность деталей из таких смесей, не изменяя радикально технологию их изготовления [13]. Аналогичные работы ведутся и в России, в частности в ЦНИИЧерМет им. И.П. Бардина и других организациях [2].
Так, для повышения прочности и твердости спеченного железа в железный порошок при приготовлении порошковой смеси вводят различные легирующие добавки (фосфор, медь, хром, никель, молибден). Порошки на основе железа часто легируют углеродом, что существенно повышает их прочность после спекания [6] и т.д. Особое место занимают природно-легированные железные порошки, в которые легирующие элементы дополнительно не вводятся, а присутствуют уже в исходном сырье. Источником сырья для их получения могут, например, служить, отходы цветной металлургии – отвальные железные кеки [1]. При этом решается важная народнохозяйственная задача утилизации отходов промышленности [12].
В статье исследована прочность порошковых композиций, полученных механической активацией природно-легированных ванадийсодержащих порошков железа (состав, мас. %: 0,027 C; 0,160 Si; 0,144 Mn; 0,266 V; 0,530 O2; Fe – основа) в смеси с Zn, Cu, P, C в количестве 1,5 мас. % на измельчителе вибрационном ИВ-микро в Институте металлургии УрО РАН и имеющих следующий химический состав. Для исследований были выбраны две партии порошка железа: фракция с размером частиц < 315 мкм и фракция с размером частиц < 160 мкм. Данные о гранулометрическом составе и морфологических свойствах исходных порошков получены на анализаторе частиц по размерам и форме CAMSIZER-XT и приведены в табл. 1.
Таблица 1
Гранулометрический состав и морфологические свойства исходных порошков
|
Порошок
|
dср, мкм
|
SPHTср
|
Symmср
|
b/lср
|
|
Железо, фракция < 315 мкм
|
142
|
0,616
|
0,843
|
0,700
|
|
Железо, фракция < 160 мкм
|
108
|
0,571
|
0,859
|
0,712
|
|
Медь электролитическая
|
39,6
|
0,600
|
0,867
|
0,664
|
|
Цинк распыленный
|
9,5
|
0,847
|
0,887
|
0,747
|
|
Железо-фосфор распыленный
|
24,1
|
0,747
|
0,893
|
0,733
|
|
Графит карандашный
|
44,9
|
–
|
–
|
–
|
Здесь dср, мкм – медианный диаметр; SPHTср, Symmср – коэффициенты сферичности и симметричности частиц; b/lср – среднее соотношение ширины и длины частиц.
Образцы для экспериментальных исследований изготовлены на оборудовании ЦКП «Пластометрия» ИМАШ УрО РАН, на универсальной гидравлической машине Tinius Olsen Super L60. Навески порошка 9 и 1,7 г брикетировали односторонним прессованием в пресс-форме диаметром 9,6 мм при комнатной температуре и давлении 700 МПа. В результате получены цилиндрические заготовки высотой 17–18 мм (партия 1) и высотой 3,3 мм (партия 2) с относительной плотностью ?отн = 0,88–0,90. Выбор навески для 1-й партии обусловлен тем, что прессовки данных размеров предполагается использовать для экспериментальных исследований процесса выдавливания, и определяется параметрами пресс-оснастки для его реализации. Для исследований взяты по два образца каждой порошковой композиции. Поскольку плотности прессовок, полученных из композиций на основе порошка фракции < 315 мкм и фракции < 160 мкм, отличаются в пределах 1,0–1,5 %, рассмотрены усредненные значения по обеим партиям. Приняты обозначения: П1 – исходный порошок (Fe); П2 – Fe + 1,5 % Zn; П3 – Fe + 1,5 % Cu; П4 – Fe + 1,5 % P; П5 – Fe + 1,5 % C.
Выполнены исследования прочностных свойств заготовок с использованием «бразильского» теста (Brazilian test), позволяющего определить предельную поверхность условия текучести Друкера – Прагера в результате экспериментов по радиальному и осевому сжатию цилиндрических образцов. Этот способ наиболее часто используют для определения прочности хрупких материалов, в частности неспеченных порошковых заготовок [5, 11]. Также полученные результаты позволят оценить необходимость затратного по времени и энергоемкости этапа спекания в следующей схеме получения машиностроительных изделий: «порошок – прессовка – спекание – выдавливание – термообработка – деталь».
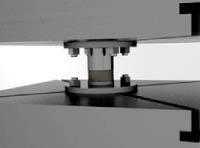
Испытания на осевое сжатие выполнены для образцов 1-й партии, на радиальное сжатие – для образцов 2-й партии. Схема проведения экспериментов показана на рис. 1.
Эксперименты выполнены на оборудовании ЦКП Урал-М в Институте металлургии УрО РАН на универсальной испытательной машине ZWICK ВТ1-АК050THW. A1K. Образцы 1-й партии испытывали с предварительной нагрузкой 5 кг до максимального усилия разрушения, скорость движения траверсы испытательной машины 2 мм/мин. Образцы 2-й партии испытывали с предварительной нагрузкой 1 кг, скорость движения траверсы 2 мм/мин.
В момент пластического разрушения заготовки – возникновения и начала роста центральной трещины фиксировали соответствующее усилие пресса и степень деформации заготовки. Для расчетов использовали формулы [8]:


где P – усилие к моменту начала разрушения образца; D, t – диаметр и толщина образца, индексы «сж» и «рад» относятся к осевому и радиальному сжатию соответственно.
По результатам испытаний выполнена оценка соответствующих пределов прочности компактного материала  по формуле М.Ю. Бальшина [3]:
по формуле М.Ю. Бальшина [3]:

где i = сж либо i = рад в зависимости от вида испытаний, m ? 3 при ?отн = 0,5–0,9.
Для качественной оценки прочности полученных брикетов приняли m = 3. Результаты испытаний образцов на осевое и радиальное сжатие представлены в табл. 2.
По результатам испытаний на осевое сжатие видим, что наибольшей прочностью обладают исходный порошок и порошок с добавкой фосфора, а наименьшей ? порошок с добавкой графита. При испытаниях на радиальное сжатие наименьшая прочность у порошков П4 и П5 (табл. 2). Рассмотрим уравнение предельной поверхности Друкера – Прагера [8]:

где ? – угол внутреннего трения; d – сопротивление срезу (сцепление); ?, ? – интенсивность касательных напряжений и среднее нормальное напряжение соответственно.
Поскольку ? = ?сж, ? = ?сж/3 при осевом сжатии и 
 при радиальном сжатии [8], легко убедиться, что угол внутреннего трения для исследованных порошков примерно одинаков, величина d зависит от ?рад практически линейно и характер изменения параметра d для исследованных порошковых композиций качественно повторяет результаты, полученные при испытаниях на радиальное сжатие.
при радиальном сжатии [8], легко убедиться, что угол внутреннего трения для исследованных порошков примерно одинаков, величина d зависит от ?рад практически линейно и характер изменения параметра d для исследованных порошковых композиций качественно повторяет результаты, полученные при испытаниях на радиальное сжатие.
Результаты экспериментов, приведенные в табл. 2, хорошо коррелируют с известными из литературы данными. Так, авторы работы [5] прессовали неспеченные образцы диаметром 25 мм и толщиной 5–10 мм из распыленного водой порошка Distaloy AЕ фирмы H?gan?s c добавками 0,6 % С и 0,6 % DN120 (пластификатор). Напряжение ?рад равно 0,35 МПа при ?отн = 0,65 и 17,5 МПа при ?отн = 0,93 (см. также [10]). Близкие к приведенным в статье результаты по прочности заготовок при осевом и радиальном сжатии получены и в работе [4] на железных порошках марки ПЖМ.
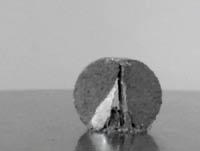
На рис. 2 показаны разрушенные образцы после испытаний на сжатие.

а б
Рис. 1. Схема экспериментов по «бразильскому» тесту: а – радиальное сжатие; б – осевое сжатие
Таблица 2
Результаты испытаний на осевое и радиальное сжатие
|
Порошок
|
Осевое сжатие
|
Радиальное сжатие
|
|
?отн
|
?сж, МПа
|
 МПа МПа
|
?отн
|
?рад, МПа
|
 МПа МПа
|
|
П1
|
0,901
|
347
|
474
|
0,897
|
25,11
|
34,79
|
|
П2
|
0,897
|
299
|
414
|
0,896
|
24,94
|
34,67
|
|
П3
|
0,891
|
314
|
443
|
0,898
|
25,97
|
35,86
|
|
П4
|
0,880
|
326
|
478
|
0,880
|
20,61
|
30,24
|
|
П5
|
0,895
|
294
|
410
|
0,895
|
20,10
|
28,03
|

а б
Рис. 2. Разрушенные образцы: а – осевое сжатие; б – радиальное сжатие
Видим, что при осевом сжатии разрушение образца происходит от верхнего торца к нижнему по поверхности, расположенной под углом к оси приложения усилия, а при радиальном сжатии – вдоль диаметра образца по центру. Данная картина хорошо соответствует результатам, представленным в работах [8, 10].
Данные, приведенные в табл. 2, позволили также объяснить результаты эксперимента по выдавливанию неспеченных порошков П1–П5 в холодном состоянии. Выдавливали заготовки с размерами, соответствующими 1-й партии, спрессованные при давлениях 600–800 МПа при малой вытяжке (с диаметра 9,6 мм на диаметр 7,5 мм). На прутках из порошков П1-П3 наблюдаются поверхностные дефекты в виде кольцевых трещин, что соответствует известным из литературы данным [7]. На прутках из порошка железо-фосфор кольцевые трещины большего размера, на одном образце по такой трещине произошел откол. Заготовки из порошка с графитом при выдавливании полностью разрушились. Очевидно, в этом случае образовавшиеся после брикетирования межчастичные связи (сцепление) оказались недостаточно прочными и под воздействием сдвиговых деформаций при выдавливании заготовки разрушились. Таким образом, для заготовок с фосфором и особенно с графитом этап спекания перед выдавливанием является необходимым элементом технологической цепочки.
Заключение
Для неспеченных заготовок из ванадийсодержащих порошков железа с добавками Zn, Cu, P, C в количестве 1,5 мас. % выполнена оценка прочностных свойств по результатам испытаний на осевое и радиальное сжатие. Испытания на осевое сжатие показали, что наиболее прочными являются заготовки из исходного порошка и порошка железо-фосфор, наименьшей – из порошка, легированного графитом. При радиальном сжатии образцы с добавками фосфора и графита характеризуются существенно меньшими значениями разрушающей нагрузки по сравнению с остальными. Это обусловлено различием в величине предельного сопротивления срезу исследованных образцов. Эксперименты по выдавливанию заготовок при малой вытяжке показали, что прочностные характеристики порошка с графитом и частично порошка железо-фосфор не позволяют получить цельный пруток.
Библиографическая ссылка
Поляков П.А., Долматов А.В., Поляков А.П. ПРОЧНОСТЬ НА СЖАТИЕ ПРЕССОВОК ИЗ ВАНАДИЙСОДЕРЖАЩЕГО ПОРОШКА ЖЕЛЕЗА С МАЛЫМИ ЛЕГИРУЮЩИМИ ДОБАВКАМИ // Фундаментальные исследования. 2015. № 12-4.
С. 713-717;
URL:
https://fundamental-research.ru/ru/article/view?id=39610 (дата обращения: 29.07.2026).



