


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
SOFTWARE FOR CONTROL OF THE CEMENT ROTATING FURNACE OF THE WETMUD PROCESS OF MANUFACTURE

Самой значительной статьей в себестоимости цемента являются затраты на топливо при обжиге клинкера. Эти затраты резко возрастают в условиях нестабильного режима работы вращающихся печей. Кроме того, нестабильность режима ведет к снижению активности клинкера и выпуску бракованной продукции. Таким образом, для интенсификации процесса обжига, снижения себестоимости и повышения качества цемента необходимо обеспечить наиболее стабильную работу печи в заданном режиме, определенном для данных технологических условий обжига с учетом опыта эксплуатации печей и результатов промышленных испытаний.
Вращающиеся печи мокрого способа производства являются сложными объектами с большим количеством взаимосвязанных параметров, характеризующих сложные тепломассообменные, физико-химические и химические процессы обжига цементного клинкера [1]. Кроме этого, сложность в управлении таким агрегатом состоит в том, что все эти процессы протекают в одном аппарате и нет возможности обособлено влиять на протекание отдельного процесса. Так, добавление топлива на горение приводит к увеличению тепла поступающего во все зоны печи, и может быть причиной возникновения «слоения» материала вследствие зависимости скорости его движения от температуры [2].
Все эти условия делают детерминированные модели для такого объекта не эффективными [4, 6], поэтому алгоритм управления был разработан на основе теории нечетких множеств [3, 7, 10]. Кроме этого, данная теория позволяет включать в состав контролируемых параметров параметры, значения которых не могут быть определены численно или с точностью, достаточной для детерминированных расчетов.
Описание работы
Алгоритм работы (рис. 1) системы (рис. 2) построен на следующих положениях.
1. Степень и характер возмущения определяются по тепловому состоянию печи, то есть необходимое стабилизирующее воздействие не зависит от первопричины возмущения (если ситуация не является аварийной).
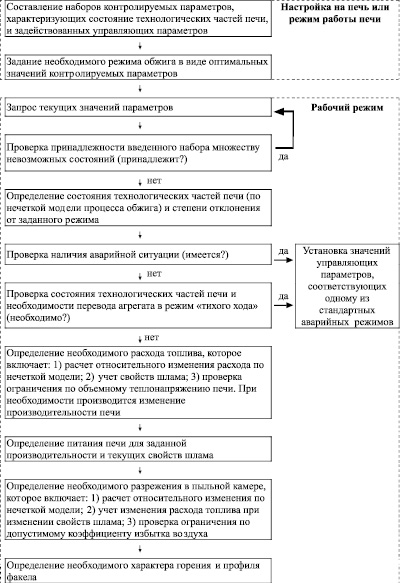
Рис. 1. Алгоритм принятия решения
2. Печь разбивается на несколько технологических частей (зон), и управляющие воздействия определяются по вектору состояний этих частей. Исходя из этого принципа, поддержание необходимого режима обжига заключается в перераспределении тепла между технологическими частями печи.
3. Количество теплоты, подаваемой в технологическую зону печи, складывается из теплоты, необходимой для возмещения потери теплоты в зоне и теплоты для компенсации текущего изменения параметра. Это положение позволяет в информационной системе произвести объединение нечеткой модели и детерминированных зависимостей [5].
4. Выделен допустимый интервал изменения объемной удельной тепловой мощности печи, при которой следует поддерживать постоянную производительность печи. Вне этого интервала поддерживается постоянный тепловой режим с изменением производительности.
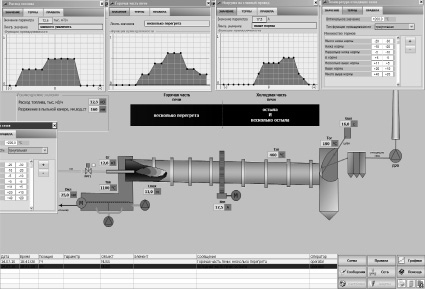
Рис. 2. Советующая система по управлению цементной вращающейся печью
Состояние технологических частей печи представляется в системе как лингвистические переменные и оценивается в словесном виде. Количество технологических частей печи устанавливается оператором. Это количество определяется количеством измерительной аппаратуры и может быть от 2 до 4. В системе предусмотрены следующие технологические части: холодная часть печи; зона декарбонизации; горячая часть печи; холодильник.
Каждая из частей печи характеризуется минимальным набором контролируемых параметров, если система определяет что наличие параметров недостаточное, то выделение этой технологической части в виде лингвистической переменной блокируется. Пользователь может убирать или добавлять имеющиеся контролируемые параметры. Когда количество параметров становится недостаточным для оценки состояния технологической части печи, она автоматически объединяется с соседней.
Множество состояний технологических частей печи определяет температурную карту печного агрегата и определяет необходимые управляющие воздействия для более рационального перераспределения тепла.
В системе оценка состояния технологических частей печи показана как словесно, так и цветовой схемой, что позволяет оператору более наглядно оценивать текущую технологическую ситуацию. С помощью лингвистических переменных, характеризующих тепловое состояние частей печи определяются необходимые значения управляющих параметров для вывода печного агрегата в наилучшее технологическое состояние и обеспечивающие стабильную работу с наилучшими показателями.
Функция принадлежности выходного параметра m′В(y) j-го правила для N входных параметров определяется как:
m′В(y) = ∩k(Rkj(x, y)°mAk(x)); k = 1...N,
где Rkj(x, y) – матрица отношения j-го правила k-го параметра; ° – операция минимаксной композиции.
Алгоритм на основе нечеткой логики дополняется детерминированными зависимостями, которые учитывают изменение химических и физических свойств шлама. Применение этих зависимостей позволяет корректировать результат и работать не только на основании текущего технологического состояния, но и предсказывать его дальнейшее изменение. Кроме этого, в системе используются алгоритмы, ограничивающие и контролирующие работу нечеткого алгоритма. Управляющие параметры ограничиваются следующим образом:
а) расход топлива – по тепловой мощности печи;
б) разрежение в пыльной камере – по коэффициенту избытка воздуха;
в) положение горелки, дросселя и завихрителя – по положению зоны горения факела.
Рассчитанные системой необходимые значения управляющих параметров могут быть использованы в качестве заданий для ПИД регуляторов нижнего уровня, осуществляющих управление исполнительными механизмами шиберов и задвижек.
В системе имеется возможность для добавления новых технологических параметров, редактирования свойств и определения новых правил. Множество значений параметра задается как отклонения от наилучшего значения, которое определяется технологом.
Система позволяет выполнять действия:
1. По введенным значениям контролируемых на печи параметров проводится анализ технологического состояния печного агрегата.
2. Исходя из анализа состояния печи, предлагаются действия по нормализации режима обжига, в том числе перевод печи на «тихий ход».
3. Имеется возможность предварительной оценки величины расхода топлива на основе теплового баланса печного агрегата и сравнение с реальным расходом топлива.
Система позволяет связываться со SCADA-системой с помощью OPC-сервера. Таким образом, в систему поступают оперативные показания датчиков через теги SCADA-системы и в то же время обеспечивается надежность работы информационной системы в целом (система может выполняться на другом компьютере и быть аппаратно независимой).
В дальнейшем планируется использовать результаты работы алгоритма системы не только для получения рекомендаций, но и для непосредственного управление цементной вращающейся печью мокрого способа производства в реальном режиме времени.
Основные преимущества предложенной системы следующие:
1. Предложена советующая система для машинистов вращающихся печей мокрого способа производства. Она является инструментом технолога цеха «Обжиг» и облегчает разработку и осуществление единообразной схемы управления режимом обжига цементного клинкера.
2. По сравнению с субъективным управлением машиниста разработанная система имеет ряд преимуществ: она охватывает весь спектр имеющейся информации; при определении управляющего воздействия производятся теплотехнические расчеты, дополняющие показания контролируемых параметров; производится постоянный контроль технологического состояния печного агрегата.
3. Применение теории нечетких множеств позволило создать более эффективный алгоритм по сравнению с детерминированными и статистическими моделями [8, 9], а также включить в набор контролируемых параметры, которые могут быть выражены только в словесном виде или точное определение затруднительно для данных условий.
4. Применение системы позволит облегчить работу оператору печи, предупредить сложные технологические ситуации, заблаговременно оповестить машиниста об опасной ситуации (это позволит принять своевременные меры, обеспечит экономию энергоресурсов и предотвратит выпуск бракованной продукции).
5. Представленная информационная система предоставляет возможность технологу разрабатывать необходимую схему поддержания наилучшего режима обжига, менять ее в зависимости от изменения технологических факторов и реализовывать непосредственно на объекте.
6. Наборы контролируемых параметров в системе жестко не заданы, что делает возможным менять параметры из анализируемого набора в зависимости от наличия измеряемых датчиков.
Краткие выводы
Предложен алгоритм управления теплотехнологическим агрегатом, в котором оценивается его тепловое состоянию печи и управление заключается в перераспределении теплоты между технологическими частями агрегата. Алгоритм реализован в виде советующей системы по управлению цементной вращающейся печью мокрого способа производства, которая в отличие от существующих включает управление на основе синтеза нечеткого вывода и детерминированных зависимостей.
Рецензенты:Беседин П.В., д.т.н., профессор кафедры технологии стекла и керамики, ФГБОУ ВПО «Белгородский государственный технологический университет им. В.Г. Шухова», г. Белгород;
Носов О.А., д.т.н., профессор, проректор по научной работе, НОУ ВПО «Белгородский инженерно-экономический институт», г. Белгород.
Работа поступила в редакцию 14.10.2013.
Библиографическая ссылка
Нусс М.В., Трубаев П.А., Классен В.К. СОВЕТУЮЩАЯ СИСТЕМА ПО УПРАВЛЕНИЮ ЦЕМЕНТНОЙ ВРАЩАЮЩЕЙСЯ ПЕЧЬЮ МОКРОГО СПОСОБА ПРОИЗВОДСТВА // Фундаментальные исследования. 2013. № 10-8. С. 1699-1703;URL: https://fundamental-research.ru/en/article/view?id=32646 (дата обращения: 30.06.2026).