



Разрабатываемая математическая модель предназначена для изучения теплового состояния кристаллизующейся заготовки прямоугольного сечения в горизонтальной машине полунепрерывного литья заготовок (ГМПЛЗ), в качестве которого используется сплав 960 пробы серебра [1, 7].
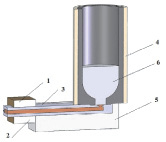
Рассмотрим кристаллизатор ГМПЛЗ для отливки прямоугольного сечения [2, 8]. Особенностью его конструкции является наличие нижней и верхней частей для графитового кристаллизатора и медного охлаждающего устройства (рис. 1). Основные геометрические размеры графитового кристаллизатора показаны на рис. 2, а медного охладителя – на рис. 3 [3]. Для получения отливки прямоугольного сечения 200×20 мм используется графитовый кристаллизатор и медный охладитель.
 а
а 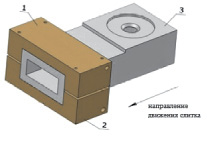 б
б
Рис. 1. Общий вид ГМПЛЗ для получения заготовок прямоугольного сечения (а) и графитовый кристаллизатор с медным охладителем (б): 1 – верхняя часть охлаждающего устройства; 2 – нижняя часть охлаждающего устройства; 3 – верхняя часть графитового кристаллизатора; 4 – тигель; 5 – теплоизолятор; 6 – расплав
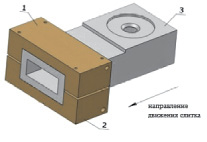
Рис. 2. Основные размеры ГМПЛЗ
Известно, что в жидкой фазе (жидком ядре слитка) тепло переносится не только теплопроводностью, но и конвекцией, например по данным работ по изучению теплового состояния слитка в кристаллизаторах МНЛЗ [4–6]. Причинами этого являются естественная конвекция перегретого расплава, перемешивание расплава струей подаваемого жидкого металла, электромагнитные и другие воздействия на жидкое ядро слитка. Движение расплава в незатвердевшей части слитка существенно усложняет расчет затвердевания слитка, поскольку для корректного учета явлений тепло- и массопереноса в жидкой фазе необходимо, наряду с уравнением теплопроводности, принимать во внимание систему уравнений движения жидкости и неразрывности [4].
Упрощение задачи достигается при введении эффективного коэффициента теплопроводности жидкой фазы λэф, значение которого увеличено по сравнению с коэффициентом молекулярной теплопроводности λж в определенное число раз:
λэф = εкλж,
где εк – коэффициент конвекции, зависящий от интенсивности движения расплава. Ввиду низкой начальной скорости струи металла в ГМПЛЗ принимаем εк = 1–2 [4]. Таким образом, эффективная теплопроводность жидкой фазы может превышать теплопроводность неподвижной фазы. Возрастание эффективной теплопроводности в жидком металле при его перемешивании приводит к увеличению теплоотдачи на фронте фазового перехода, разогреву твердой фазы и соответственному увеличению теплоотдачи на поверхности слитка.
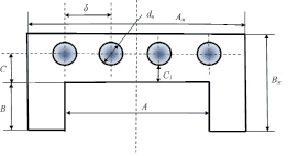
Рис. 3. Основные размеры медного охлаждающего устройства
При работе в установившемся режиме рассматриваемый графитовый кристаллизатор ГМПЛЗ в разных точках имеет температуру от 100 до 600 °С. Для этого диапазона температур для теплопроводности λ^ получено уравнение линейной регрессии:
λ(t) = 127,28 – 0,11657t, Вт/(м К),
где λ^ – коэффициент теплопроводности для графита в направлении перпендикулярном прессованию.
С его использованием среднеинтегральное значение теплопроводности в этом диапазоне температур составляет

Известно, что серебро и его сплавы можно отливать при температуре всего лишь на 50 градусов выше температуры ликвидуса. Скорость разливки или скорость вытяжки в общем случае зависит от ширины заготовки, температуры расплава на входе в кристаллизатор и свойств металла. Основным фактором, определяющим скорость разливки, является толщина твердой корки на выходе из кристаллизатора. Скорость воды в каналах в общем случае зависит от ширины a, толщины b заготовки и скорости разливки v (таблица).
Основные допущения и ограничения математической модели
Задачу затвердевания заготовки решаем в декартовой системе координат. За начало отсчета принимаем середину нижней стороны прямоугольника вертикального сечения внутреннего канала кристаллизатора, проходящего через ось тигля. Расположение осей координат и направление движения слитка  показано на рис. 4. Видно, что в общем случае областью моделирования тепловых процессов является параллелепипед ABCDA′B′C′D′.
показано на рис. 4. Видно, что в общем случае областью моделирования тепловых процессов является параллелепипед ABCDA′B′C′D′.
При разработке математической модели теплового состояния слитка были приняты следующие допущения и ограничения:
1. Принимаем, что температура в данной точке слитка в стационарном режиме разливки не зависит от времени (в системе отсчета, связанной с Землей), то есть рассматриваем квазистационарный тепловой режим.
2. Считаем, что температура существенно меняется вдоль осей x и z. Дело в том, что толщина слитка b существенно меньше его ширины a, конструкция кристаллизатора и охладителя такова, что охлаждение более интенсивное со стороны граней BB′C′C и AA′D′D (рис. 3 и 4). Граничные условия на боковой грани ABCD такие же, как на A′B′C′D′, то есть наблюдается симметрия температурных полей относительно плоскости EFGH, в которой dT/dy = 0. Для достижения поставленных задач моделирования с целью упрощения принимается dT/dy << dT/dx. Рабочей областью моделирования теплового состояния слитка является прямоугольник EFGH.
3. Для затвердевания жидкого металла используется квазиравновесная модель, при этом считается, что в двухфазной зоне отсутствует диффузионное переохлаждение.
4. В зоне охлаждения медным охладителем на его границе с графитовым кристаллизатором принимаем среднее значение коэффициента теплоотдачи, зависящего от конструкции охладителя и параметров охлаждающей воды.
Основные технологические параметры процесса вытяжки слитка из ГМПЛЗ
|
№ п/п |
Наименование величины |
Обозначение |
Единица измерения |
Величина |
|
1 |
Перегрев расплава на выходе из плавильного тигля над точкой ликвидус |
ΔT0 |
°С |
50100 |
|
2 |
Температура расплава на выходе из плавильного тигля |
T0 = Tl +ΔT0 |
°С |
9201020 |
|
3 |
Скорость разливки |
v |
см/мин |
1020 |
|
4 |
Температура охлаждающей воды |
tв |
°С |
25 |
|
5 |
Скорость воды в каналах |
Wв |
м/c |
14 |
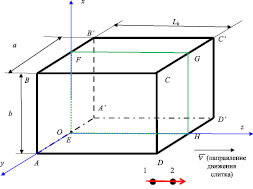
Рис. 4. Область моделирования теплового состояния слитка и выбранная декартовая система координат
5. Считаем, что в направлении оси Oz тепло передается только конвекцией. Покажем это. Определяющим для соотношения роли конвекции и теплопроводности является число Пекле:

где Δz – характерный размер вдоль движения, где наблюдается градиент температур dT/dz, это расстояние можно оценить как Lk ≈330 мм = 0,33 м; Wz = v – скорость разливки.
Минимальная скорость разливки Wz = v = 10 см/мин = 16,6•10–4 м/с, коэффициент температуропроводности для твердой фазы вблизи Ts равен a = 1,22•10–4 м2/c. При этих условиях Pe ≈ 5. Известно, что при Pe > 1 можно пренебречь распространением тепла за счет теплопроводности. Это означает, что если выбрать любые две точки 1 и 2, имеющие одинаковые координаты x, y и разные координаты z (z2 > z1), то температура второй точки зависит от температуры первой, а температура первой не зависит от второй при выбранном направлении движения слитка (рис. 4).
Математическая модель теплового состояния слитка
В основе математической модели теплового состояния слитка лежит нелинейное уравнение теплопроводности, которое дополняется начальными и граничными условиями; при этом учет теплоты затвердевания производится с помощью квазиравновесной теории двухфазной зоны.
Согласно первому и второму допущениям распределение температуры в затвердевающем слитке в системе отсчета, связанной с Землей, описывается стационарным уравнением энергии с учетом внутреннего источника тепла:
 (1)
(1)
Выделим в двухфазной зоне слитка контрольный объем V0 и введем в рассмотрение относительное количество твердой фазы  – отношение объема, занимаемого твердой фазой, к полному объему выделенного элемента двухфазной зоны (доля твердой фазы). Параметр Ψ для жидкой фазы равен нулю
– отношение объема, занимаемого твердой фазой, к полному объему выделенного элемента двухфазной зоны (доля твердой фазы). Параметр Ψ для жидкой фазы равен нулю  для полностью затвердевшей части слитка равен единице
для полностью затвердевшей части слитка равен единице и для двухфазной зоны изменяется от нуля до единицы, Ts, Tl – температура солидуса и ликвидуса материала заготовки соответственно [4].
и для двухфазной зоны изменяется от нуля до единицы, Ts, Tl – температура солидуса и ликвидуса материала заготовки соответственно [4].
Будем полагать, что функция источника тепла qv(x, y, z, τ) прямо пропорциональна локальной скорости затвердевания расплава  , причем удельная теплота плавления L играет роль коэффициента пропорциональности.
, причем удельная теплота плавления L играет роль коэффициента пропорциональности.
Рассмотрим тепловое состояние тела в системе координат, связанной с произвольным сечением заготовки, движущимся вместе со слитком. Учитывая соотношение  , получим
, получим
 (2)
(2)
Скорость затвердевания расплава  в уравнении (2) в общем случае определяется закономерностями роста кристаллов в переохлажденном расплаве. Однако в настоящее время закономерности зарождения и роста кристаллов для большинства металлов и сплавов изучены недостаточно полно. В связи с этим скорость затвердевания расплава определяется на основе гипотезы о квазиравновесном протекании процесса затвердевания [4]. Согласно этой гипотезе, если кристаллизация сплава идет довольно медленно, то есть полностью протекают процессы диффузионного обмена примесью между жидкой и твердой фазами, а также внутри самих фаз, то соблюдается равновесный процесс кристаллизации сплава и относительное количество твердой фазы, находящейся в равновесии с жидкостью при температуре T, может быть определено из диаграммы состояния сплава по правилу рычага.
в уравнении (2) в общем случае определяется закономерностями роста кристаллов в переохлажденном расплаве. Однако в настоящее время закономерности зарождения и роста кристаллов для большинства металлов и сплавов изучены недостаточно полно. В связи с этим скорость затвердевания расплава определяется на основе гипотезы о квазиравновесном протекании процесса затвердевания [4]. Согласно этой гипотезе, если кристаллизация сплава идет довольно медленно, то есть полностью протекают процессы диффузионного обмена примесью между жидкой и твердой фазами, а также внутри самих фаз, то соблюдается равновесный процесс кристаллизации сплава и относительное количество твердой фазы, находящейся в равновесии с жидкостью при температуре T, может быть определено из диаграммы состояния сплава по правилу рычага.
В наиболее простом случае сечение твердой фазы Ψ определяется кусочно-непрерывной функцией, график которой представлен на рис. 5.
 (3)
(3)
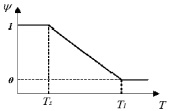
Рис. 5. Вид функции относительного содержания твердой фазы Ψ(T)
В этом случае темп кристаллизации сплава внутри интервала от Tl до Ts является постоянной величиной, равной
 (4)
(4)
С учетом допущения о возможности пренебречь распространением тепла за счет теплопроводности в направлении Oz и используя подстановку

уравнение (2) можно записать как

или более подробно
 (5)
(5)
где  Cэ, λ, ρ – эффективная теплоемкость, теплопроводность и плотность материала затвердевающего слитка.
Cэ, λ, ρ – эффективная теплоемкость, теплопроводность и плотность материала затвердевающего слитка.
Эффективная теплоемкость, теплопроводность и плотность материала затвердевающего слитка представляются кусочно-непрерывными функциями [5]:
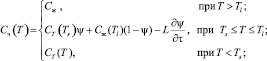 (6)
(6)
 (7)
(7)
 (8)
(8)
Для решения краевой задачи уравнение (5) необходимо дополнить начальным и граничными условиями.
Начальное условие определяет температурное поле расплава в начальный момент времени на выходе из плавильного тигля (при τ = 0, 0 < x < b)
T(x, 0) = T0 = TL + ΔT0. (9)
На сторонах FG и EH слитка (рис. 4), находящихся в контакте с рабочей стенкой кристаллизатора, задаются следующие граничные условия.
Для определения граничного условия при теплоотдаче от затвердевающей жидкости использовался метод конечных объемов. Для элемента объема, имеющего форму параллелепипеда f Δx, лежащего вблизи поверхности охлаждающей стенки площадью f, должно выполняться условие теплового баланса. Количество отводимого тепла кристаллизатором q при температуре металла выше Ts равно количеству тепла фазового перехода, описываемого эффективной теплоемкостью элемента объема  , и количеству тепла, переданного из объема расплава
, и количеству тепла, переданного из объема расплава  .
.
Исходя из этого граничные условия:
для x = b, z = τ•v
при T > Ts,

при T ≤ Ts,
 (10)
(10)
для x = 0, z = τ•v
при T > Ts,

при T ≤ Ts,
 (11)
(11)
где qup(z), qdn(z) – тепловые потоки в кристаллизатор с верхней и нижней поверхностей слитка.
Таким образом, полученные уравнения (5)–(11) составляют математическую модель теплового состояния слитка в ГМПЛЗ.
В результате проведенной работы развита математическая модель, описывающая тепловое состояние и процесс кристаллизации заготовки из драгоценного сплава, отливаемого на ГМПЛЗ небольшой производительности и позволяющая определить для затвердевающей заготовки, как изменяется по времени температурное поле слитка при различных технологических режимах работы ГМПЛЗ.
Библиографическая ссылка
Крюков И.Ю., Наумова М.Г., Вдовин К.Н., Ларина Т.П. РАЗРАБОТКА МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕПЛОВОГО СОСТОЯНИЯ КРИСТАЛЛИЗУЮЩЕЙСЯ ЗАГОТОВКИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ В ГОРИЗОНТАЛЬНОЙ МАШИНЕ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ // Фундаментальные исследования. 2016. № 10-2. С. 306-311;URL: https://fundamental-research.ru/ru/article/view?id=40850 (дата обращения: 30.06.2026).