



Проведен литературный обзор научных работ по лазерному упрочнению поверхностного слоя сталей и чугунов и выявлены основные факторы, которые в конечном итоге влияют в большей мере на требуемые свойства поверхностной закалки.
Виртуальный полнофакторный эксперимент охватывает стали [3] 20ХНЗА, 45ХН2МФА, 12X13, 30X13, 12X17, 15Х25Т, 12Х18Н10Т. Данные для моделирования получены в результате анализа результатов исследований [1, 2, 7 и др.], опубликованных в научных периодических и монографических изданиях. Достоверность средних значений, определенная по критерию Стьюдента, составила не менее 98 % с учетом объемов статистических выборок не менее 140 наблюдений.
Общий массив (табл. 1) исходных данных включает усредненные результаты 140 экспериментов, что образует выборку, репрезентативность которой достаточна для построения аддитивной [4, 5] четырехфакторной (140 > 24 = 16) и мультипликативных (140 > 34 = 81) регрессионных моделей.
Для уточнения списка объясняющих переменных определим (1, 2) коэффициенты корреляции (табл. 2):
коэффициент корреляции «фактор-функция»
 (1)
(1)
коэффициент интеркорреляции факторов
 (2)
(2)
Таблица 1
Усредненные результаты экспериментов
|
Размер пятна лазера (r, мм) |
Время закалки, (t, с) |
Коэффициент температурного расширения (α∙10–6, °С–1) |
Скорость (Vобр, м/с) |
Глубина закалки (Zзак, мм) |
|
Ф1 |
Ф2 |
Ф3 |
Ф4 |
R |
|
1 |
0,28 |
13 |
7 |
0,031 |
|
1 |
0,14 |
13 |
14 |
0,020 |
|
1 |
0,09 |
13 |
21 |
0,017 |
|
1 |
0,07 |
13 |
28 |
0,015 |
|
… |
||||
|
2,5 |
0,35 |
13 |
14 |
0,034 |
|
2,5 |
0,23 |
13 |
21 |
0,028 |
|
2,5 |
0,17 |
13 |
28 |
0,024 |
|
2,5 |
0,71 |
13 |
7 |
0,045 |
|
… |
||||
|
3 |
0,42 |
11,5 |
14 |
0,026 |
|
3 |
0,28 |
11,5 |
21 |
0,021 |
|
3 |
0,21 |
11,5 |
28 |
0,018 |
|
3 |
0,85 |
11,5 |
7 |
0,037 |
Таблица 2
Корреляция и интеркорреляция
|
Ф2 |
ФЗ |
Ф4 |
||
|
0,0593 |
0,000 |
0,0000 |
R |
|
|
0,000 |
–0,7523 |
0,4659 |
Ф1 |
|
|
0,0000 |
0,8416 |
Ф2 |
||
|
–0,0316 |
ФЗ |
|||
|
–0,6521 |
Ф4 |
Поскольку коэффициенты интеркорреляции (2) факторов достаточно малы, можно говорить о слабом взаимном влиянии, за исключением коэффициента интеркорреляции фактора  . Однако, несмотря на вероятную интеркорреляцию факторов Ф3 и Ф4, многие авторы [1, 2, 7] включают эти факторы в исследования. Аналогично, несмотря на малые значения (табл. 3) коэффициентов корреляции «фактор-функция» (1) для факторов Ф1 и Ф3, что практически означает отсутствие линейной зависимости функции отклика от этих факторов, мы также рассматриваем их при моделировании.
. Однако, несмотря на вероятную интеркорреляцию факторов Ф3 и Ф4, многие авторы [1, 2, 7] включают эти факторы в исследования. Аналогично, несмотря на малые значения (табл. 3) коэффициентов корреляции «фактор-функция» (1) для факторов Ф1 и Ф3, что практически означает отсутствие линейной зависимости функции отклика от этих факторов, мы также рассматриваем их при моделировании.
Ранее [4, 6] мы обсуждали вопросы, связанные с корректностью построения и возможностью математического анализа регрессионных моделей, в частности с так называемыми условиями Гаусса – Маркова. Для обеспечения выполнения комплекса условий в отношении ортогональности и ротатабельности исходных данных, выполним их нормирование [5] в соответствии с соотношениями (3...5, табл. 3).
В работе рассматриваются три спецификации исходных моделей: линейная, степенная и показательная (экспоненциальная), – наиболее часто применяемые для описания процессов механической и физико-технической обработки. Процедура нормирования (3..5) позволяет привести все модели к одинаковому – линейному – виду в безразмерном координатном пространстве. Использование нормированного координатного пространства позволяет выполнять количественное сравнение коэффициентов регрессии с целью ранжирования технологических факторов по степени воздействия на результат исследуемого процесса.
Фрагмент массива нормированных исходных данных для построения степенной модели и результаты моделирования приведены в табл. 4.
Из представленных (рисунок) графиков видно, что поведение прогнозных линий идентично экспериментальным данным, следовательно, все модели соответствуют реальному процессу. Наиболее близко к экспериментальной кривой лежит график степенной модели, наибольшая погрешность у модели линейной.
В соответствии с неравенством (6) определены значения доверительной вероятности α из условия статистической значимости всех рассматриваемых технологических факторов.
Таблица 3
Преобразования исходной модели
|
Спецификация модели |
Исходная модель |
Правила нормирования |
Нормированная модель |
|
|
Линейная модель |
|
|
|
(3) |
|
Степенная модель |
|
|
|
(4) |
|
Показательная модель |
|
|
|
(5) |










Таблица 4
Параметры степенной модели (нормированные величины)
|
№ п/п |
Y (норма R) |
X1 (норма Ф1) |
X2 (норма Ф2) |
X3 (норма Ф3) |
X4 (норма Ф4) |
|
1 |
0,0567 |
–0,8378 |
0,1060 |
–0,2439 |
–0,8672 |
|
… |
|||||
|
140 |
–0,3616 |
0,8533 |
–0,1073 |
0,7355 |
0,8799 |
|
Коэфф. регрессии |
aj |
0,21 |
0,62 |
0,21 |
–0,41 |
|
Критерий Стьюдента |
tj |
0,64 |
1,86 |
0,63 |
1,23 |
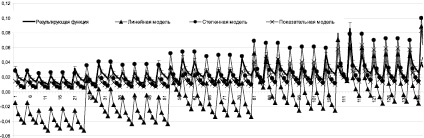
Сравнение экспериментальных данных и результатов моделирования
Статистическая значимость факторов Xj оценивается [5] по критерию Стьюдента (6)
 (6)
(6)
Проверка адекватности моделей выполнена [5] по критерию Фишера (7) при уровне доверительной вероятности, соответствующем статистической значимости факторов.
 (7)
(7)
Результаты моделирования приведены в табл. 5, 6.
Сравнение коэффициентов регрессии нормированных моделей позволяет сделать следующее заключение: линейная модель не в полной мере учитывает влияние рассматриваемых технологических факторов, поскольку коэффициент A0 (степень риска) достаточно велик, по сравнению с коэффициентами регрессии технологических факторов.
Ранжированные по степени значимости списки технологических факторов выглядят следующим образом.
Для степенной модели:
– длительность воздействия лазерного луча (время обработки);
– скорость вращения обрабатываемой детали;
– радиус лазерного луча (радиус светового пятна на обрабатываемой поверхности);
– теплофизические характеристики обрабатываемого материала.
Для показательной модели:
– длительность воздействия лазерного луча (время обработки);
– радиус лазерного луча (радиус светового пятна на обрабатываемой поверхности);
– скорость вращения обрабатываемой детали;
– теплофизические характеристики обрабатываемого материала.
Сравнительная оценка погрешности и достоверности (табл. 6) моделей позволяет сформулировать следующие выводы:
1) степенная полнофакторная модель наиболее адекватно описывает процесс лазерного упрочнения поверхностного слоя исследованных сталей;
2) проведенный авторами предварительный анализ литературы о наиболее значимых факторах, влияющих на процесс закалки, вполне согласуется с результатами моделирования.
Таблица 5
Коэффициенты регрессии нормированных моделей
|
Модель |
Значимость факторов |
|||||
|
A0 |
A1 |
A2 |
A3 |
A4 |
||
|
1 |
Линейная, все факторы |
–0,637 |
0,344 |
0,899 |
0,666 |
–0,119 |
|
2 |
Линейная, значимые факторы |
–0,637 |
0,344 |
0,899 |
0,666 |
–0,119 |
|
3 |
Степенная, все факторы |
–0,217 |
0,213 |
0,624 |
0,212 |
–0,411 |
|
4 |
Степенная, значимые факторы |
–0,217 |
0,213 |
0,624 |
0,212 |
–0,411 |
|
5 |
Показательная, все факторы |
–0,217 |
0,342 |
0,525 |
0,221 |
–0,311 |
|
6 |
Показательная, значимые факторы |
–0,217 |
0,342 |
0,525 |
0,221 |
–0,311 |
Таблица 6
Параметры моделей в реальном координатном пространстве
|
Модель |
Коэффициенты Bj |
Достоверность |
Относительная погрешность |
Адекватность |
||||
|
B0 |
B1 |
B2 |
B3 |
B4 |
||||
|
Линейная |
–0,12 |
0,01 |
0,1 |
0,01 |
0,00 |
99,40 % |
179,77 % |
адекватна |
|
Степенная |
0,03 |
0,38 |
0,54 |
0,69 |
–0,61 |
87,10 % |
34,65 % |
адекватна |
|
Показательная |
0,00 |
1,40 |
4,1 |
1,05 |
0,97 |
52,00 % |
36,57 % |
не адекватна |
Рецензенты:
Мартынов В.В., д.т.н., профессор кафедры «Проектирование технических и технологических комплексов», ФГБОУ ВПО «Саратовский государственный технический университет им. Гагарина Ю.А.», г. Саратов;
Каунов А.М., д.т.н., профессор кафедры «Теория и методика трудового обучения и воспитания», ФГБОУ ВПО «Волгоградский государственный социально-педагогический университет», г. Волгоград.
Библиографическая ссылка
Чигиринский Ю.Л., Щепетнов И.А., Чигиринская Н.В. РЕГРЕССИОННАЯ МОДЕЛЬ ПРОЦЕССА ЛАЗЕРНОГО УПРОЧНЕНИЯ // Фундаментальные исследования. 2015. № 6-2. С. 306-310;URL: https://fundamental-research.ru/ru/article/view?id=38561 (дата обращения: 31.05.2026).