



Представленная работа выполнена на кафедре «Технология производства летательных аппаратов» ФГБОУ ВПО «МАТИ» – Российского государственного технологического университета им. К.Э. Циолковского, где проведены все теоретические и экспериментальные исследования.
Трубопроводы работают в условиях сложного нагружения. Они испытывают действия высоких давлений, пульсирующей нагрузки и гидравлических ударов, поэтому к ним предъявляются высокие требования по механическим свойствам материала, качеству внешней и внутренней поверхностей, сохранению формы сечения, а также максимальному утонению стенок трубы.
Большая трудоемкость работ на этапе технологической подготовки в производстве летательных аппаратов связана в известной мере с тем, что при изготовлении деталей возможности пластического деформирования исходной заготовки всегда ограничены, поэтому и в теоретическом, и в практическом плане важное значение имеют методы обработки, которые увеличивают предельные деформации заготовки. Это ведет к уменьшению технологических операций и переходов, что, в конечном итоге снижает трудоемкость изготовления деталей.
Процессы деформирования должны обеспечивать высокие и стабильные механические свойства материала труб, высокое качество внутренней и внешней поверхностей, минимальные утонения стенок и искажения формы сечения трубопроводов. Поэтому исследования в области ротационного обжима являются актуальными.
При ротационном обжиме труб процесс осуществляется иначе (рис. 1). Заготовка 1 помещается в зазор между оправкой 2 и давильным роликом 3. Под действием усилия Р происходит упругое сжатие стенки заготовки. Обжим заготовки 1 осуществляется путем ее вращения и осевой подачи в профилированный зазор между оправкой 2 и роликом 3, причем вращение и осевое перемещение заготовки осуществляет вращающаяся оправка 2 при отклонении оси вращения заготовки на угол g от оси вращения оправки (рис. 2).
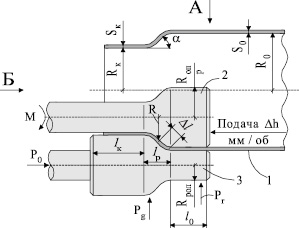
Рис. 1. Схема ротационного обжима труб: 1 – заготовка; 2 – оправка; 3 – ролик
Таким образом, происходит локальное деформирование концевого участка заготовки сначала в нестационарном, а затем в стационарном очаге деформации [3]. Работа, развиваемая внешним моментом М, за исключением потерь на упругое деформирование зоны передачи усилия, полностью идет на формообразование концевого участка трубы.
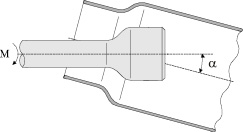
Рис. 2. Схема ротационного обжима труб. Вид А на рис. 1
Исследования процесса ротационного обжима концевых участков труб проводились на указанной установке по схеме, изображенной на рис. 3. Технологическая оснастка для обжима (оправка и ролик) была выполнена таким образом, что обеспечивала обжим труб со следующими коэффициентами обжима (Коб):
для труб ∅60 мм – Коб = 0,87;
для труб ∅50 мм – Коб = 0,84;
для труб ∅42,5 мм – Коб = 0,81.
Результаты экспериментов приведены в табл. 1.
Проведенные исследования показали эффективность новых схем деформирования концевых участков труб с целью получения переходников. Предельные возможности здесь на 30–40 % выше, чем в традиционных процессах.

Рис. 3. Расчет площади контакта заготовки и инструмента. Вид Б на рис. 1
Таблица 1
Результаты экспериментов по ротационному обжиму труб (a = 30°, lo = 30 мм, lк = 10 мм)
|
№ п/п |
Материал заготовки |
Размеры, мм |
Максимальное усилие, кН |
Время обработки, с |
Подача, мм/об |
Получаемый диаметр трубы, мм |
|
1. |
Сталь Ст.3 |
60×3,5 |
9,0/8,0 |
70 |
0,4 |
54,0 |
|
2. |
Сталь Ст.3 |
42,5×3,5 |
13,0/12,2 |
30 |
0,6 |
34,5 |
|
3. |
АМг6М |
50×2,25 |
5,0/4,3 |
38 |
0,6 |
42,0 |
Таблица 2
Результаты предварительных экспериментов
|
Материал заготовки |
Размеры, мм |
Погонное усилие деформирования, кг/мм |
Время обработки, с |
Диаметр получаемого раструба, мм |
|
Сталь Ст.3 Сталь Ст.3 Сталь Ст.3 Сталь Ст.3 Сталь Ст.3 АМг6М АМг6М АМг6М АМг6М |
60×3,5 60×3,5 60×3,5 42,5×3,5 42,5×3,5 50×2,25 50×2,25 50×2,25 50×2,25 |
118,0 128,0 96,0 102,6 60 90 70 50 50 |
22 15 32 15 60 8 10 15 11 |
38 40 35 30 30 35 40 45 46 |
Таблица 3
Размеры длин «a» и «b» контактной поверхности для полосы
|
№ п/п |
Марка материала, размер заготовки |
Ширина полосы L, мм |
Усилие Р, кг |
Размер «а», мм |
Размер «b», мм |
Толщина в зоне контакта, мм |
|
1 |
АМг6М, полоса, толщина 2,0 мм |
20 |
500 |
1,5 |
1,55 |
2,2 |
|
20 |
1000 |
2,06 |
2,65 |
2,1 |
||
|
20 |
1500 |
3,00 |
3,8 |
2,2 |
||
|
20 |
2000 |
3,65 |
3,68 |
2,2 |
||
|
20 |
2500 |
4,61 |
5 |
2,3 |
Таблица 4
Размеры длин «a» и «b» контактной поверхности для полосы
|
№ п/п |
Марка материала, размер заготовки |
Ширина полосы L, мм |
Усилие Р, кг |
Размер «а», мм |
Размер «b», мм |
Толщина в зоне контакта, мм |
|
1 |
Д16Т, полоса, толщина 1,0 мм |
20,0 |
1000 |
1,7 |
1,2 |
1 |
|
20,0 |
1500 |
2 |
1,85 |
1,2 |
Таблица 5
Размеры длин «a» и «b» контактной поверхности для трубы
|
№ п/п |
Марка материала, размер заготовки |
Ширина кольца L, мм |
Усилие Р, кг |
Размер «а», мм |
Размер «b», мм |
Толщина в зоне контакта, мм |
|
1 |
АМг6М, труба, Ø50×2,0 мм |
25,0 |
1000 |
1,9 |
2,05 |
2 |
|
25,0 |
2000 |
2,5 |
2,35 |
2 |
||
|
25,0 |
3000 |
3,6 |
3,4 |
1,9 |
Примечание. Размер «b» – по внешней поверхности. Из таблиц видно, что размеры геометрического контакта «а» и «b» близки друг к другу и слабо зависят от формы заготовки и диаметров давильных оправок.
Вывод
В результате предварительных экспериментов было установлено, что возможности ротационного обжима в 1,2–1,5 раза повышают предельные деформации заготовки по сравнению с обжимом на матрице, причем большое значение играет время обработки, чем оно меньше (больше деформирующее усилие), тем выше возможности формоизменения.
Рецензенты:
Симаранов С.Ю., д.т.н., профессор, генеральный директор ЗАО «Техноконсалт», г. Москва;
Гагарина Л.Г., д.т.н., профессор, зав. кафедрой «Информатика и программное обеспечение вычислительных систем», Национальный исследовательский университет МИЭТ, г. Москва.
Работа поступила в редакцию 27.12.2014.
Библиографическая ссылка
Хейн В.З. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ПРОЦЕССА РОТАЦИОННОГО ОБЖИМА ТРУБ В ПРОИЗВОДСТВЕ ДЕТАЛЕЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ // Фундаментальные исследования. 2014. № 12-8. С. 1652-1655;URL: https://fundamental-research.ru/ru/article/view?id=36416 (дата обращения: 04.07.2026).