


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
SYSTEMIC ANALYSIS FOR THE PROCESS OF ELECTROSTATIC GYRO ROTOR MANUFACTURE BASED ON APPLYING IONLY-PLASMA AND LASER TECHNOLOGIES

Развитие современной техники во многом связано с непрерывным процессом получения и обработки информации по оценке технических ситуаций и состояния сложных технических объектов. К требующим особого внимания подвижным техническим объектам в первую очередь следует отнести космическую и ракетную технику, авиацию и объекты морского флота. Средствами получения первичной информации для указанных объектов служат навигационные системы, надежность и достоверность определения параметров движения которых обусловливает объективность и адекватность принимаемых решений, связанных с конкретными действиями по управлению этими объектами. Основными средствами измерений в навигационных системах являются гироскопические приборы. Совершенствование одного из наиболее перспективных шаровых гироскопов – бескарданного электростатического гироскопа (БЭСГ) со сплошным ротором, используемого в системах определения ориентации орбитальных космических аппаратов [1], связано с повышением его точности. Прикладные аспекты решения этой проблемы требуют создания и дальнейшего развития новых прогрессивных технологических методов и средств, к которым можно отнести ионно-плазменные и лазерные технологии (ИПЛТ) [2]. Освоение новых способов производства обусловлено, с одной стороны, необходимостью обеспечения точности узлов, нормируемых десятками нанометров, например, по форме и дисбалансу [3] роторов БЭСГ, с другой стороны – потребностью улучшения технико-экономических показателей за счет повышения производительности и снижения себестоимости процессов изготовления. При этом эффективное внедрение указанных технологий в цикл изготовления роторов требует разработки комплексного подхода, реализация которого возможна на основе применения системного анализа [4].
Постановка задачи
Ротор БЭСГ – основной конструктивный элемент гироскопа, имеющий совокупность технических требований, выполнение которых традиционными методами носит весьма противоречивый характер. Например, формирование точной сферы приводит к изменению дисбаланса, а устранение дисбаланса – к несферичности. С другой стороны, для обеспечения функционирования оптоэлектронной системы съема информации на ротор наносится растровый рисунок, формирование которого обеспечивает необходимый контраст, но ухудшает геометрию ротора и изменяет свойства его поверхности.
Для разрешения указанных противоречий предлагается использовать системный анализ [5], включающий этапы выявления целей с их структурированием, анализ и согласование технических требований, определение путей достижения целей с формированием результатов.
Целью работы являлось выявление на основе системных подходов методов и средств ИПЛТ для создания ротора БЭСГ.
Для достижения поставленной цели необходимо решение следующих задач.
1. Формирование на основе блочно-иерархического принципа построения взаимосвязанной совокупности этапов процесса выявления технических решений по созданию ротора.
2. Формализация последовательности действий по созданию ротора с представлением их в виде системы, в которой взаимосвязь элементов определяется, исходя из результатов поэтапного сравнения получаемых промежуточных данных с задаваемыми критериями.
3. Разработка системы моделей использования ИПЛТ и апробация выявленных технических решений.
Информационно-логическая модель технологического проектирования процесса создания ротора БЭСГ
Рассматривая ИПЛТ как компонент процесса создания ротора БЭСГ, можно представить последовательность действий, связанных с анализом изделия, и требований к результатам, включая промежуточные, которые можно определить как технические требования {TT}, с последующим выявлением подходов к решению задач и сравнением полученных результатов с техническими требованиями. Наглядно этот процесс можно представить в виде информационно-логической модели (ИЛМ), которая включает в свой состав взаимосвязанную совокупность систем, описывающих содержание этапов и стадий процесса создания ротора (рис. 1).
Разработанная ИЛМ (рис. 1) является классификацией последовательного типа, представляющая с позиций системного анализа классификационные признаки различных уровней. В качестве этих признаков принята совокупность элементов ротора (бл. 2–5), рабочие параметры БЭСГ (бл. 6), технические характеристики (бл. 7–8), соответствующие узлам и элементам, формирование технических требований к гироскопу {ТТ}г (бл. 9), ротору {ТТ}р (бл. 10) и элементам ротора {ТТ} (бл. 11), синтез результатов {R} (бл. 12) на основе выявления технических решений по использованию ИПЛТ, а также последовательная оценка соответствия результатов {R} техническим требованиям {ТТ}э, {ТТ}р и {ТТ}г в операторах сравнения (бл. 13, 14 и 15). Обратные связи в операторах сравнения определяют возможность выявления альтернативных технических решений для обеспечения технических требований.
Детализация элементов ИЛМ с использованием сформированных критериев оценки позволяет объективно представить содержание исследований по решению задач создания БЭСГ на основе использования ИПЛТ. В ИЛМ использован принцип декомпозиции, на основании которого можно выделить основные параметры ротора – динамические, геометрические, оптические (бл. 7), а также сгруппировать характеристики элементов ротора, непосредственно влияющие на эти параметры. К указанным характеристикам можно отнести его момент инерции и дисбаланс, контраст и равномерность растра. Таким образом, используя системные подходы и определяя требования к гироскопу {ТТ}г как основную цель, можно выделить группы технических требований к сферическому ротору шарового гироскопа {ТТ}р и к составным элементам ротора {ТТ}э – это бериллиевая сфера, тонкопленочное покрытие и растровый рисунок. Фактически в бл. 9 количественно определяются параметры, приведенные в бл. 6, то же самое имеет место для бл. 7 и бл. 10, а также для бл. 8 и 11.

Рис. 1. ИЛМ технологического проектирования процесса изготовления ротора
Процесс обеспечения приведенных в ИЛМ характеристик ротора и его элементов можно связать с конкретными техническими решениями и представить как построение алгоритма процесса изготовления ротора и формирования этих элементов, где в совокупности приемов, методов и средств технологии могут быть и однозначно задаваемые, и альтернативные варианты. При этом моделирование процесса [6] может включать и возможное комбинирование элементов альтернативных решений. Следует отметить направление информационных потоков в представленной ИЛМ. Для определения корреляции параметров БЭСГ и характеристик его узлов и элементов, а также при формировании технических требований используются принципы последовательной декомпозиции и имеет место перемещение информации от изделия к его составным частям. При оценке соответствия результатов техническим требованиям указанное перемещение осуществляется от элементов ротора к изделию в целом. При этом каждая позиция какого-либо уровня может быть представлена в виде самостоятельной структурной схемы с заданной внутренней иерархией.
Следует отметить, что в операторах сравнения 13, 14 и 15 ИЛМ осуществляется структуризация информационных элементов, формируемых в виде условий корректировки результатов {Rэ}, {Rр} и {Rг}, по отношению к образуемым составным блокам ИЛМ, с определением направления перемещения информационных элементов на блок 12.
В ИЛМ обозначены обратные связи, определяющие возможность выбора альтернативных технических решений, что может быть связано с корректировкой системы моделей. Кроме того, возможной является корректировка {ТТ}р и {ТТ} и уточнение сформированных критериев.
Выявление технических решений применения ИПЛТ
Используя принцип декомпозиции, блок выявления технических решений в ИЛМ (бл. 12 на рис. 1), соответствующий уровню синтеза результатов, можно представить в виде алгоритма (рис. 2), который, по сути, является блок-схемой проектирования процесса создания ротора.
В бл. 1 алгоритма с учётом положений, сформулированных при построении ИЛМ, осуществляется анализ {ТТ}г, формирование {ТТ}р и {ТТ}э и разработка критериев оценки. Технические требования и критерии определяют условия разработки системы моделей (оп. 2) и согласованную последовательность формирования характеристик и параметров ротора: момента инерции – бл. 3, дисбаланса – бл. 4 и растрового рисунка – бл. 5. В каждом из этих блоков предусмотрены альтернативные варианты технических решений, формируемые в рамках создания системы моделей. Эти блоки включают аналитические и эмпирические зависимости, связывающие параметры ИПЛТ с характеристиками функциональных элементов ротора, номограммы, определяющие диапазоны варьирования параметрами ИПЛТ, данные по корреляции параметров изделия и характеристик функциональных элементов.
Систему моделей, представленную в бл. 2, по формированию момента инерции, устранению дисбалансов и нанесению контрастного рисунка наиболее эффективно реализовывать на основе методов ИПЛТ ввиду ограниченных возможностей традиционно используемых средств технологии.
Система моделей использования ИПЛТ при создании ротора БЭСГ
Моменты инерции ротора. Известные методы формирования моментов инерции сферических роторов, основанные на запрессовке в тело ротора и диффузионной сварке армирующих элементов [7], имеют ряд ограничений и не решают задач повышения точности ротора. Рассматривая, в соответствии с алгоритмом (рис. 2), формирование момента инерции ротора, можно представить конфигурацию (рис. 3), основанную на управляемом распределении формируемого на его поверхности функционального покрытия. Аналитические зависимости для расчета моментов инерции вдоль ISO и поперек ISE динамической оси вращения сферического ротора имеют следующий вид:
 (1)
(1)
 (2)
(2)
где R – наружный радиус покрытия, Rосн – радиус заготовки ротора, r – радиус канавки, характеризующий ее глубину, ρп и ρр – плотность материалов покрытия и заготовки ротора, h – ширина экваториальной канавки. Учитывая, что  , в выражениях для ISO и ISE можно оставить только слагаемые, линейные по l. Если пренебречь разницей Rосн и R, использовать разложение
, в выражениях для ISO и ISE можно оставить только слагаемые, линейные по l. Если пренебречь разницей Rосн и R, использовать разложение  , то в результате можно получить выражение для расчета разности моментов инерции вдоль и поперек динамической оси ротора:
, то в результате можно получить выражение для расчета разности моментов инерции вдоль и поперек динамической оси ротора:
 (3)
(3)
На практике зависимости (1)–(3) позволяют технически объективно выбирать значения конструктивных параметров ротора с учетом возможностей ИПЛТ.
Корректировка дисбаланса ротора. Из разработанных моделей корректировки дисбаланса первая связана с лазерным испарением локальной точечной массы в месте, определяемом выходом вектора дисбаланса ε на поверхность ротора [2], что позволяет управлять процессом устранения дисбаланса на уровне десятых долей микрометра.
Масса m испаряемого материала определяется из выражения  , где ε – величина устраняемый дисбаланс, R – радиус ротора. Более эффективным техническим решением является формирование на поверхности ротора тонкопленочного функционального покрытия со смещением Δ центра сферы покрытия относительно центра сферической заготовки ротора. Это может обеспечиваться методом, в котором используется принцип переменной скорости вращения напыляемого объекта [8], представляющего собой тело вращения. В данном случае корректируемый дисбаланс ε определяется выражением
, где ε – величина устраняемый дисбаланс, R – радиус ротора. Более эффективным техническим решением является формирование на поверхности ротора тонкопленочного функционального покрытия со смещением Δ центра сферы покрытия относительно центра сферической заготовки ротора. Это может обеспечиваться методом, в котором используется принцип переменной скорости вращения напыляемого объекта [8], представляющего собой тело вращения. В данном случае корректируемый дисбаланс ε определяется выражением  .
.
Модели управления характеристиками растрового рисунка. Контрастность К растрового рисунка определяется соотношением
 , (4)
, (4)
где Rb и Rr – коэффициенты отражения базовой поверхности и растра. Для регулирования оптических характеристик ротора была разработана модель, связывающая условия процесса напыления покрытия нитрида титана методом катодно-ионной бомбардировки (КИБ) со значениями коэффициентов Rb, и модель, определяющая зависимость коэффициентов Rr от параметров лазерной обработки [9]. Очевидно, что, поскольку Rb задается условиями формирования нитрида титана [10, 11] на стадии КИБ, а Rr – параметрами лазерной обработки, можно регулировать значения K, добиваясь максимального контраста при минимальном воздействии лазера, за счет повышения Rb. Тогда для увеличения контраста при лазерной обработке потребуется меньшая мощность лазерного излучения, что важно для минимизации глубины модифицированного слоя, которая может достигать сотых долей микрометра. Повышение значения Rb возможно за счет формирования покрытия нитрида титана нестехиометрического состава TiNx (x = 0,58–1,00) [12]. Конкретный состав нитрида титана регулируется задаваемым в процессе КИБ парциальным давлением азота.
Использование ИПЛТ при изготовлении ротора БЭСГ позволило устранить противоречия процесса балансировки роторов, а анализ геометрии ротора показал, что после лазерного маркирования изменение гармоник, описывающих форму ротора, составляет тысячные доли микрометра. При этом ИПЛТ обеспечивают возможность решения многоцелевых задач, например, по формированию момента инерции на стадии нанесения износостойкого покрытия, с корректировкой при этом дисбаланса ротора. Практическое внедрение ИПЛТ, определяемое разработанной системой моделей, для формирования функциональных параметров и характеристик ротора БЭСГ, позволило улучшить технико-экономические показатели процесса его изготовления.
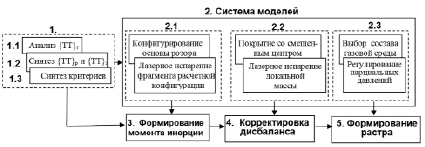
Рис. 2. Алгоритм процесса создания ротора БЭСГ
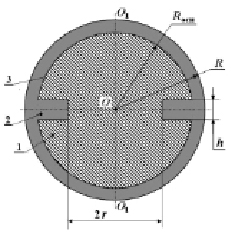
Рис. 3. Конфигурация ротора: 1 – основа ротора, 2 – кольцевая канавка, 3 – функциональное покрытие
Заключение
На примере сплошного ротора БЭСГ обоснована эффективность и сформулированы принципы использования системного анализа для решения задач изготовления ротора БЭСГ с использованием ИПЛТ. Разработаны ИЛМ и алгоритм технологического проектирования процесса изготовления ротора. Представлен комплекс моделей для формирования моментов инерции, корректировки дисбалансов и нанесения контрастных изображений на поверхность прецизионного узла, геометрическая точность которого нормируется сотыми долями микрометра.
Библиографическая ссылка
Юльметова О.С., Ландау Б.Е., Щербак А.Г. СИСТЕМНЫЙ АНАЛИЗ ПРОЦЕССА СОЗДАНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА НА ОСНОВЕ ИСПОЛЬЗОВАНИЯ ИОННО-ПЛАЗМЕННЫХ И ЛАЗЕРНЫХ ТЕХНОЛОГИЙ // Фундаментальные исследования. 2017. № 12-1. С. 163-168;URL: https://fundamental-research.ru/en/article/view?id=41997 (дата обращения: 07.07.2026).