


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
DECORATIVE BRICK BASED LOW-GRADE RAW CLAY

В настоящее время архитекторы и дизайнеры охотно используют керамику в оформлении фасадов зданий в органичном сочетании с живой природой. Современная керамическая отрасль решает вопросы по организации выпуска лицевых керамических строительных изделий архитектурно-отделочного назначения, выполняющих одновременно конструктивные и декоративные функции.
Керамические изделия могут быть получены с применением как объемных, так и поверхностных способов формирования лицевой поверхности с разнообразной цветовой палитрой. Применение поверхностных приемов формирования декоративного покрытия торкретированием минеральной крошкой, ангобированием, двухслойным формованием, глазурованием требует использования вспомогательного оборудования, но при этом очевидны преимущества, связанные с существенной экономией материалов для формирования лицевого слоя. Получение лицевого кирпича методом объемного окрашивания достаточно легко вписывается в процессы действующих предприятий с незначительной их перестройкой, связанной с подготовкой дополнительных сырьевых компонентов, в том числе и промышленных отходов, и подачей в основную технологическую линию.
Материалы и методы исследования
Элементный состав исходных сырьевых материалов и отходов промышленности определяли рентгеноспектральным анализом на спектрометре Lab Center XRF-1800 Shimadzu (Japan). Фазовый состав материалов и спеченных масс определяли рентгенофазовым анализом на дифрактометре фирмы Shimadzu XRD-6000. Измельчение исходных сырьевых материалов осуществили на щековой дробилке ЩД–6. Фракционирование материалов проведено на ситовом анализаторе ВПТ-220. Для изготовления лицевого кирпича выбраны и исследованы легкоплавкий красножгущийся суглинок Кубековского месторождения и тугоплавкая светложгущаяся глина Кантатского месторождения. Химический состав исходных сырьевых материалов представлен в табл. 1.
Таблица 1
Химический состав сырьевых материалов, мас. %
|
Наименование отхода |
Содержание оксидов, мас. % |
|||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
FeO |
CaO |
MgO |
TiO2 |
К2О |
Na2O |
прочее |
|
|
Глина Кантатского месторождения |
61,79 |
23,20 |
0,34 |
– |
0,27 |
0,15 |
– |
1,43 |
1,24 |
11,58 |
|
Суглинок Кубековского месторождения |
56,40 |
13,80 |
5,78 |
– |
7,18 |
2,30 |
– |
1,90 |
1,25 |
12,39 |
|
«Хвосты» обогащения железных руд Абаканского месторождения |
44,00 |
13,02 |
5,81 |
9,70 |
7,09 |
6,14 |
3,28 |
– |
0,16 |
10,55 |
Результаты исследования и их обсуждение
Для получения лицевого кирпича с применением объемного способа формирования лицевой поверхности темно-красных и бордовых тонов исследованы отходы обогащения железных руд Абаканского месторождения после их двухстадийной сухой магнитной сепарации. Минералогический состав отходов представлен магнетитовыми, гематито-магнетитовыми, хлорито-магнетитовыми, кварц-карбонатомагнетитовыми ассоциациями.
Анализ химического состава отходов свидетельствует о значительном содержании в них оксидов железа, что и определяет целесообразность их использования при получении керамических стеновых материалов насыщенных бордовых темных тонов. Как следует из табл. 1, соединения железа в «хвостах» обогащения железных руд находятся как в закисной (FeO), так и в оксидной форме (Fe2O3). Известно, что оксиды железа являются одними из наиболее эффективных минерализующих добавок на стадии спекания керамики [1–2]. Их роль сводится, помимо образования железистых расплавов, к интенсификации процесса растворения кварца, росту кристаллов первичного муллита и, следовательно, формированию более совершенной структуры керамики с высокими эксплуатационными свойствами [1, 7–8].
С учетом известного факта, что соединения железа в оксидной форме в меньшей степени способствуют активизации процессов спекания керамических материалов [4–6], разработаны составы масс на основе комплексной добавки в виде «хвостов» железной руды и шлама газоочистки алюминиевого производства, содержащего углерод до 50–60 %. Углеродистая составляющая шлама способствует переходу оксида железа в закисную форму, реагирующую с аморфным кремнеземом с образованием железистых стекол, способствующих интенсивной цементации системы. Наличие в отходах низковязких минерализаторов определяет их значительное влияние на процессы образования железистых расплавов, а также формирования оптимальных кристаллизационных структур керамических масс при термической обработке. Многотоннажные отходы алюминиевого производства – шламы газоочистки представлены тонкодисперсным материалом черного цвета с размером частиц от 0,071 до 1,0 мм и состоят из метаморфизованных угольных частиц графита, криолита, хиолита, корунда, флюорита, нефелина, диаспора и др.
В табл. 2 приведены составы масс с отходами промышленности и механические свойства обожженных образцов.
Таблица 2
Составы масс, цвет спеченного черепка и физико-механические свойства обожженных образцов на основе кубековского суглинка
|
Цвет черепка |
Количество и вид отходов, мас. % |
Прочность при сжатии, МПа при температурах обжига, °С |
|||
|
900 |
950 |
1000 |
1050 |
||
|
Темнобордовый |
«хвосты» железных руд 30 |
12,8 |
14,9 |
21,3 |
22,4 |
|
Бордовочерный |
«хвосты» железных руд 25, шлам 5 |
19,4 |
26,8 |
42,3 |
53,4 |
|
Бордовый |
«хвосты» железных руд 25, уголь 5 |
17,5 |
22,0 |
37,0 |
44,5 |
В качестве основы для получения лицевых изделий поверхностным способом торкретирования лицевой поверхности выбран состав заводской шихты предприятия «Сибирский элемент» г. Красноярска (мас. %): суглинок кубековский-80, глина кантатская-20. Без декорирования поверхность обожженного керамического кирпича характеризуется невыразительным, зачастую пятнистым видом. Спеченная структура основы для торкретирования представлена на рис. 2 (а) и характеризуется значительной открытой пористостью, что делает перспективным выбранное направление по нанесению защитного декоративного слоя на ложковую и тычковую поверхности с целью снижения на них открытой пористости.
В качестве торкрет-масс выбраны составы, содержащие бой стекол различной цветовой гаммы при возможном сочетании стеклобоя с огнеупорной и керамзитовой крошкой [2, 3].
Отдельные составы экспериментальных торкрет-масс приведены в табл. 3. В состав массы для торкретирования вводили крошку с зернами фр. –5 + 2 мм и получали крупнозернистую грубошероховатую фактуру, при зернах фр. –2 + 1 мм – среднезернистую шероховатость, а при зернах фр. –1 + 0,5 мм – сравнительно гладкую поверхность со сплошным покрытием.
Экспериментальная фактурная поверхность отдельных торкретированных образцов после обжига приведена на рис. 1.
Таблица 3
Составы фактурного слоя
|
Компоненты |
Количество, мас. % |
|
Огнеупорная крошка Бой легкоплавкого стекла молочного цвета |
80 20 |
|
Огнеупорная крошка Бой легкоплавкого темно-зеленого стекла |
50 50 |
|
Керамзитовая крошка Бой легкоплавкого стекла молочного цвета |
50 50 |
|
Керамзитовая крошка Бой легкоплавкого темно-зеленого стекла |
80 20 |





Рис. 1. Фактурные поверхности торкрет-масс





а б в г д
Рис. 2. Структура спеченной основы заводской массы ООО «Сибирский элемент» (а), декоративного слоя торкрет-массы фракции –1,0 + 0,5 мм (б), фракции –5,0 + 2,0 мм (в, д), фракции –5,0 + 0,5 мм (г)
а б
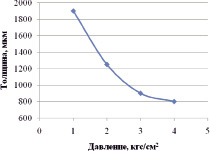
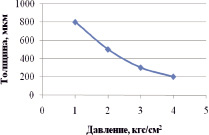
Рис. 3. Зависимость толщины покрытия от усилия вдавливания и размера фракции торкрет-порошка: а – фр. –5,0 + 2,0 мм, б – фр. –2,0 + 1,0 мм
Таблица 4
Водопоглощение и усадка в зависимости от концентрации стеклобоя
|
№ п/п |
Содержание стеклобоя, % |
Водопоглощение W, % |
Усадка L, % |
||
|
Воздушная |
Огневая |
Общая |
|||
|
1 |
0 |
3,7 |
11,3 |
4,44 |
15,34 |
|
2 |
5 |
1,9 |
10,9 |
4,9 |
16,2 |
|
3 |
10 |
1,4 |
10,7 |
5,1 |
16,1 |
|
4 |
15 |
0,7 |
10,7 |
5,3 |
15,8 |
|
5 |
20 |
0,5 |
9,9 |
5,4 |
15,8 |
|
6 |
25 |
0,4 |
9,7 |
5,9 |
15 |
Установлена экспериментальная зависимость толщины декоративного торкретированного слоя в зависимости от размера фракций торкрет-массы и удельного усилия вдавливания торкрет-порошка (рис. 2, б–д; рис. 3, а–б).
В качестве ангобных лицевых масс выбраны составы, содержащие бой стекла, огнеупорную беложгущуюся глину Кантатского месторождения, кварцевый песок и оксиды Cr, Ti, Mn [3].
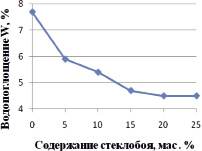
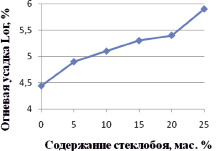
Исследованы процессы спекания ангобных масс с использованием различного содержания стеклообразующего компонента. Показатели водопоглощения и усадки в зависимости от концентрации стеклобоя приведены в табл. 4 и на рис. 4 (а–в). Содержание песка в составах ангобных масс поддерживалось на фиксированном уровне и составляло 10 масс. %.
а б
в
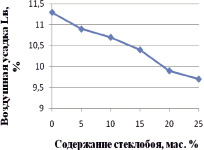
Рис. 4. Зависимость водопоглощения (а), воздушной усадки (б), огневой усадки (в) от концентрации стеклобоя




а б в г
Рис. 5. Основа ангоба (а) и фактурные поверхности ангобированных образцов с добавлением оксида Cr (б), оксида Mn (в), оксида Ti (г)
Выявлена закономерность снижения водопоглощения с увеличением концентрации стеклобоя в керамической массе, что свидетельствует о реализации в них жидкофазного механизма спекания, сопровождающегося образованием расплава при достаточно низких температурах. Данная закономерность подтверждается увеличением огневой усадки с вводом стеклобоя. Признано целесообразным введение в ангобные массы 10 мас. % стеклобоя, обеспечивающих образование жидкой фазы при низких температурах и достаточных объемах. Выявлена возможность регулирования цветовой гаммы ангобного покрытия, изготовленного из низкосортного глинистого сырья с целью улучшения декоративных свойств керамического кирпича за счет ввода отдельных оксидных компонентов.
Экспериментальная фактурная поверхность отдельных ангобированных образцов после обжига приведена на рис. 5.
Использование разнообразных красящих оксидов в составе ангобного покрытия позволяет регулировать цветовую гамму лицевого слоя керамического изделия.
Заключение
Керамические изделия с разнообразной цветовой палитрой фактурного слоя получены с применением как объемных, так и поверхностных способов формирования лицевой поверхности. Введение в керамическую шихту 20–30 мас. % «хвостов» обогащения железной руды позволяет расширить цветовую гамму керамического кирпича от интенсивно-красных до бордово-черных тонов, при этом достигнуто повышение прочности обожженных образцов на 60–80 % по сравнению с показателями заводских шихт. Перспективно нанесение ангоба и торкрета на свежесформованные изделия с целью получения на стадии обжига декоративных покрытий широкой цветовой гаммы и фактурной поверхности.
Библиографическая ссылка
Трошкин А.А., Батурин А.Г., Налетов Н.В., Никифорова Э.М., Еромасов Р.Г., Гриценко А.Д. ДЕКОРАТИВНЫЙ КИРПИЧ НА ОСНОВЕ НИЗКОСОРТНОГО ГЛИНИСТОГО СЫРЬЯ // Фундаментальные исследования. 2017. № 4-1. С. 77-82;URL: https://fundamental-research.ru/en/article/view?id=41438 (дата обращения: 02.08.2026).