


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
MECHANICAL PROPERTIES OF FINE-GRAIN Al-Mg ALLOY MADE BY FRICTION STIR PROCESSING ON HOT-ROLLED SHEETS OF DIFFERENT THICKNESS

Современные технологии создания материалов специального назначения демонстрируют всё более растущий спрос на материалы с нано-, субмикро- и ультрамелкозернистой структурой. Такие материалы обладают повышенными механическими свойствами, коррозионной стойкостью и другими факторами, благоприятно сказывающимися на эксплуатационных характеристиках готового изделия. Основными способами получения объемных материалов с ультрамелкозернистой структурой, состоящей из равноосных зерен размером в доли микрометра и менее, являются методы, основанные на интенсивной пластической деформации. Одним из наиболее часто используемых в настоящее время методов такого типа является равноканальное угловое прессование. Но данный метод, несмотря на свое частое применение, обладает рядом недостатков в получении однородной ультрамелкозернистой структуры, что препятствует его широкому промышленному внедрению. Другие методы, основанные на всесторонней изотермической ковке, позволяют обойти проблемы, связанные с получением однородной ультрамелкозернистой структуры. Однако они являются чрезвычайно трудоемкими и дорогостоящими, поскольку возникает необходимость использования жаропрочного деформирующего инструмента и специального нагревательного устройства.
Одним из существенных недостатков применяемых в настоящее время методов интенсивной пластической деформации является необходимость использования нескольких проходов для получения минимально возможного размера зерна и достижения максимально возможной степени деформации. При этом во многих случаях, для того чтобы избежать растрескивания, требуется проводить промежуточные отжиги для снятия наклепа материала.
Таким образом, задача разработки научных основ новых методов деформационной обработки материалов в неизотермических условиях, лишенных указанных недостатков, для получения объемных материалов с однородной ультрамелкозернистой структурой и улучшенными механическими свойствами является актуальной.
Известно, что при использовании всех методов интенсивной пластической деформации, используемых для получения объемных мелкозернистых материалов, значительную роль играет трение между поверхностями деформируемого образца и поверхностями инструмента (фильеры, валика и т.п.). Трение на границе материал – инструмент существенно изменяет напряженно-деформированное состояние вблизи поверхности образца, что приводит к повышению степени деформации в данной области и образованию сильнодеформированного слоя. При этом могут активизироваться дополнительные механизмы деформации, такие как складкообразование.
Описанное поведение материала является подтверждением того факта, что пластическая деформация наиболее интенсивно развивается и достигает максимальных степеней в условиях стесненного сдвигового нагружения. Условия интенсивного сдвига в стесненных условиях наиболее полно реализуются при трении скольжения в поверхностных слоях контактирующих тел.
Результаты исследований поверхностных слоев, образовавшихся при трении, показывают, что в результате фрикционного нагрева и интенсивной пластической деформации материал в них сильно фрагментируется и может переходить в нанокристаллическое состояние. Это приводит к изменению механизмов деформирования и влияет на дальнейшее поведение системы трения в целом. Одним из механизмов образования нанокристаллического слоя является развитие сдвиговой неустойчивости в условиях адгезионного контакта.
В связи с вышесказанным перспективным направлением представляется разработка и применение новых подходов, основанных на технологии фрикционного воздействия, которые обеспечили бы получение объемных наноструктурных материалов.
Среди методов, позволяющих изготавливать детали с ультрамелкодисперсной структурой с наибольшей производительностью, а также формировать сварные соединения с прочностью шва выше прочности основного материала, выделяется сварка трением с перемешиванием и перемешивающая фрикционная обработка [1–9]. При этом на настоящее время для деталей, получаемых с помощью данной технологии, небольшое количество информации имеется как с точки зрения структуры в области перемешивания [8] и износа инструмента в процессе сварки [6], так и методов контроля качества получаемых образцов [5, 7]. Одним из необходимых к изучению на настоящее время свойств материалов, полученных перемешивающей обработкой трением, является зависимость механических свойств, особенностей деформации и разрушения под действием приложенной нагрузки от толщины исходного листового материала, из которого изготавливаются образцы, изучению чего посвящена настоящая работа.
Материалы и методы исследования
В работе проводилось исследование образцов сплава АМг5 толщиной 5 и 10 мм, подвергнутых перемешивающей фрикционной обработке. Обработка образцов толщиной 10 мм проводилась при нормальном давлении 30 кН, скорости вращения инструмента 475 об/мин и подаче 115 мм/мин. Образцы толщиной 5 мм изготавливали при давлении 25 кН, скорости вращения инструмента 550 об/мин и подаче 450 мм/мин. Проход проводили по листу алюминиевого проката с образованием в материале нескольких характерных зон (рис. 1). Основная интересующая в настоящей работе зона в образце – зона перемешивания, представленная сплавом АМг5 в практически полностью рекристаллизованном ультрамелкодисперсном состоянии, о чем свидетельствует ровная округлая форма зерен в данной области (ЗП на рис. 1).
Вторичные зоны – зона термомеханического влияния (ЗТМВ на рис. 1) характеризуется наличием сильно деформированных зерен листового проката и следов частичной рекристаллизации. Зона термического влияния (ЗТВ на рис. 1) представлена зернами базового металла (БМ на рис. 1) со следами термического воздействия. Для изучения свойств материала в ультрамелкозернистом состоянии вырезались образцы для механических испытаний в виде лопаток таким образом, чтобы рабочая зона образцов обеих исходных толщин имела размеры 3*4*10 мм и совпадала с областью зоны перемешивания (ОМ на рис. 1). Испытания проводили на разрывной машине УТС 110М-100 1-У на растяжение при скорости испытания 1 мм/мин и скорости записи диаграммы 10 мс. Структурные исследования проводили на оптическом микроскопе Altami MET1-C и растровом электронном микроскопе SEMTRAC mini SM3000. Для испытаний изготавливали не менее 10 образцов каждого типа.
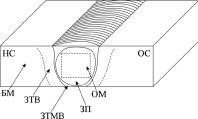
Рис. 1. Схема вырезки образцов для механических испытаний
Результаты исследования и их обсуждение
В результате фрикционной перемешивающей обработки в зоне перемешивания происходит разрушение исходной структуры сплава (рис. 2, a) с образованием ультрамелкозернистой зеренной структуры (рис. 2, б). При этом независимо от толщины исходных листов размер зерна в зоне перемешивания находится на уровне 5–10 мкм.
Пластическая деформация образцов, полученных из листового материала одной толщины (5 мм), характеризуется диаграммами испытания с практически идентичными стадиями пластической деформации (см. рис. 3) и пределами прочности в среднем на уровне 300 МПа (в представленных диаграммах 301,4 МПа и 298,0 МПа). По сравнению с исходным материалом в состоянии поставки прочность образцов в ультрамелкозернистом состоянии выше на 10 %.
При деформации образцов, полученных из листового проката толщиной 10 мм, предел прочности также находится на уровне 300 МПа (на представленном графике 297,3 МПа), но параметры стадий деформационного упрочнения существенно отличны (отличный коэффициент деформационного упрочнения и параболичность на третьей стадии) в данном случае существенно отличны и разрушение, в отличие от одномоментного разрушения с предшествующей стадией с практически постоянным значением нагружающего усилия, характерного для образцов первого типа, происходит с предшествующим ступенчатым снижением нагрузки, обусловленным поэтапным формированием излома в центральной части образца.
Деформация образцов толщиной 5 мм по достижении третьей (параболической) стадии деформационного упрочнения происходит с наличием ярко выраженных колебаний в изменении нагружающего усилия, что связано с реализацией в данном материале эффекта Портвена-Ле-Шателье, обусловленного поэтапным образованием и преодолением барьеров скоплениями дислокаций.
Большинство металлов и сплавов подвержены влиянию эффекта прерывистой текучести в основном при низких температурах (например, жидкого гелия) и при высоких температурах (до 0,7 от температуры плавления) [6]. При этом для ряда материалов температурные зависимости протекания процесса деформации являются ярко выраженными при низких температурах и практически отсутствует эффект прерывистой текучести при комнатной температуре.
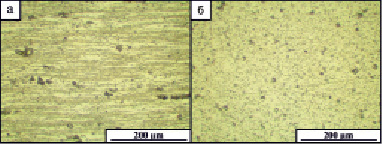
Рис. 2. Структура исходного материала (a) и зоны перемешивания (б)
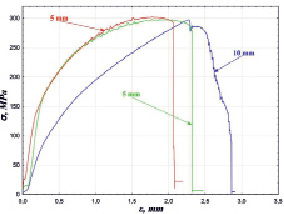
Рис. 3. Диаграммы испытания образцов
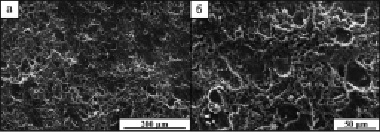
Рис. 4. Строение излома образца, полученного из листа сплава АМг5 толщиной 5 мм
Сплав АМг5 является сплавом, подверженным влиянию эффекта Портвена – Ле-Шателье в исходном крупнозернистом состоянии при деформации в условиях комнатной температуры, что подтверждается данными работ. Но форма пиков в данном случае имеет другой вид и свидетельствует о существенных изменениях в условиях пластического течения материала образцов с уменьшением размера зерна. Также, для образцов толщиной 10 мм, эффект прерывистой текучести является слабо выраженным в процессе деформации, хотя предел прочности образцов находится на том же уровне, что и образцов сплава АМг5 толщиной 5 мм.
Величина скачков (пиков) нагрузки для образцов сплава АМг5 толщиной 5 мм на диаграмме (рис. 3) увеличивается с ростом напряжения и достигает максимума перед переходом к четвертой стадии деформации с практически постоянным значением нагружающего усилия. Четвертая стадия характеризуется также слабовыраженными колебаниями нагрузки и практически полным отсутствием скачкообразного изменения нагружающего усилия.
Такие отличия в стадийности пластической деформации обуславливают различный характер строения изломов образцов первого и второго типа (рис. 4, 5). Для образцов, полученных перемешивающей обработкой трением из листов толщины 5 мм, характерно достаточно ровное строение излома на макроуровне с наличием выраженной «шейки» в месте разрушения. Излом в основном представлен ямочный, с наличием элементов типа квазисколов (рис. 4).
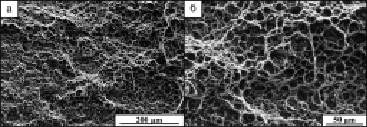
Рис. 5. Строение излома образца, полученного из листа сплава АМг5 толщиной 10 мм
Разрушение образцов, полученных из листового проката толщиной 10 мм, напротив, происходит без образования ярко выраженной шейки с более сложным строением излома несмотря на то, что в данном случае практически не выделяется элементов типа квазисколов (рис. 5). Поверхность излома в данном случае имеет волнообразный характер, что обуславливает поэтапное развитие трещины и разрушение образца в соответствии с диаграммой разрушения (рис. 3), хотя излом по большей части является чисто ямочным.
Заключение
Таким образом, в ходе механических испытаний образцов, полученных перемешивающей фрикционной обработкой выявлены особенности протекания процесса пластической деформации в зависимости от толщины исходного материала и режима обработки. Проведенные исследования показывают, что изготовление образцов алюминиевых сплавов с ультрамелкозернистой структурой методом перемешивающей фрикционной обработки по прочностным характеристикам превосходят образцы исходного материала на величину до 10 %. Существенное значение изменение толщины исходного листа влияет на реализацию при деформации прерывистой текучести, обусловленной эффектом Портвена – Ле-Шателье и характерной для сплава в исходном состоянии, но по-разному выраженной в образцах с ультрамелкодисперсным строением, полученных по различным режимам и из листового проката различной толщины. Изменение режимов, характерных для изготовления образцов из листов проката различной толщины, ввиду различного инструмента и условий обработки, отличия в условиях отвода тепла от области перемешивания и др. приводят к тому, что, несмотря на практически одинаковый размер зерна, условия испытания и размер образцов, пластическая деформация и разрушение проходят по различным механизмам, что свидетельствует об отличиях в структурно-фазовом состоянии образцов, что должно учитываться при изготовлении деталей из ультрамелкозернистых материалов данным методом.
Работа выполнена при поддержке РФФИ, проект 16-48-700652 p_a.
Библиографическая ссылка
Елисеев А.А., Калашникова Т.А., Филиппов А.В., Калашников К.Н., Белобородов В.А., Чумаевский А.В. МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА АМГ5 В УЛЬТРАМЕЛКОЗЕРНИСТОМ СОСТОЯНИИ, ПОЛУЧЕННОГО ПЕРЕМЕШИВАЮЩЕЙ ФРИКЦИОННОЙ ОБРАБОТКОЙ ЛИСТОВОГО ПРОКАТА РАЗЛИЧНОЙ ТОЛЩИНЫ // Фундаментальные исследования. 2016. № 12-2. С. 278-283;URL: https://fundamental-research.ru/en/article/view?id=41083 (дата обращения: 15.06.2026).