


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
ANALYSIS OF EXISTING METHODS EVALUATION OF TECHNICAL STATE OF THE PUMP UNIT ON THE BASIS OF NDT

Методы неразрушающего контроля (НК) – это обобщающее название методов контроля материалов, используемых для обнаружения нарушения сплошности или однородности макроструктуры, отклонений химического состава и других целей, не требующих разрушения образцов материала и/или изделия в целом.
Основные требования, предъявляемые к методам НК, заключаются в следующем:
1. Возможность осуществления контроля на всех стадиях изготовления, при эксплуатации и при ремонте изделий.
2. Возможность контроля качества продукции по большинству заданных параметров.
3. Согласованность времени, затрачиваемого на контроль, со временем работы другого технологического оборудования.
4. Высокая достоверность результатов контроля.
5. Возможность механизации и автоматизации контроля технологических процессов, а также управления ими с использованием сигналов, выдаваемых средствами контроля.
6. Высокая надежность дефектоскопической аппаратуры и возможность использования ее в различных условиях.
7. Простота методик контроля, техническая доступность средств контроля в условиях производства, ремонта и эксплуатации.
Основными областями применения методов НК является дефектоскопия особо ответственных агрегатов [4]. К ним относятся и насосные агрегаты (НА) заправочного оборудования стартовых комплексов ракет-носителей.
Научные исследования, проводимые в направлении поисков методов НК для оценивания технического состояния (ТС) НА, позволили выделить наиболее перспективные из них.
Наиболее разработанным и широко применяемым методом НК оценивания ТС изделий является ультразвуковой метод. Он основан на анализе спектра ультразвуковых колебаний в результате взаимодействия с контролируемым объектом. Ультразвуковой метод широко используется в технике при решении следующих задач: измерение толщины, исследования микроструктуры изделий, поиска и оценки дефектов.
Потребности практики вызвали необходимость разработки методов акустической и электронной эмиссии, позволяющих не только оценивать ТС изделий, но и наблюдать динамику накопления повреждений. Акустическая эмиссия – это явление, возникающее в результате деформации. Часть этой энергии преобразуется в упругие волны, которые выходят на поверхность изделия и могут быть зарегистрированы чувствительными приборами. Характеристики акустических волн позволяют регистрировать их в реальном масштабе времени и без контакта с объектом, при этом анализ сигналов несколькими приемниками дает возможность определять положение развивающихся дефектов. Разрешающая способность метода значительно превышает возможности традиционных методов неразрушающих испытаний (ультразвукового, виброакустического и рентгеновского).
Среди существующих методов НК важная роль отводится радиационному методу (рис. 1).

Рис. 1. Радиационный метод контроля
В общем объеме применяемых методов на его долю приходится не менее 50 % контролируемых операций. Радиационный метод основан на преобразовании изображения, сформированного ионизирующим излучением в результате его взаимодействия с контролируемым объектом, в радиографический снимок. Метод радиационной интроскопии основан на преобразовании радиационного изображения в свето-теневое изображение на выходном экране радиационно-оптического преобразователя, причем анализ полученного изображения проводится в процессе контроля. Однако при известных достоинствах они имеют такие недостатки, как высокая стоимость, потенциальная радиационная опасность, которые не позволяют их использовать для оценивания ТС элементов функционирующего оборудования.
Также существуют статистические методы оценивания ТС НА по цензурированным выборкам, если нет других данных контроля. Данная методика представляет собой совокупность подходов, расчетных соотношений и алгоритмов, позволяющих получить показатели остаточного технического ресурса машин и оборудования по ГОСТ 27.507-84. В основе методики лежит процедура построения эмпирической функции распределения времени безотказной работы оборудования и определения на ее основе оценок других показателей надежности и остаточного ресурса безотказной работы. В данном случае используется непараметрическое оценивание показателей надежности, позволяющее при неизвестном виде закона распределения безотказной работы оборудования получить непосредственную оценку показателей надежности по выборочным данным о наработках.
Для получения фактических рабочих характеристик, отражающих их реальное состояние, применяется методика динамических испытаний в полном объеме в соответствии с ГОСТ 6134-71. Данная методика включает в себя испытание насоса в режиме рабочей точки, испытание насоса в режиме холостого хода, последовательное испытание насоса в режиме рабочей точки и холостого хода, получение предельной характеристики по значению предельного расхода и получение предельной характеристики по значению предельного напора. Данный метод является также достаточно ограниченным.
Кроме того, для диагностирования ТС НА широкое применение нашли методы, основанные на анализе параметров вибрации как функции одной или нескольких независимых переменных. Наиболее часто в качестве независимых переменных используют время, частоту, пространственную координату или порядковый номер в группе независимых измерений вибрации.
Исследования современного состояния, уровня и потребностей НК показывают, что определение и оценка качества, безопасности, надежности эксплуатации большого класса материалов, изделий и конструкций систем заправки очень эффективны на основе анализа их температурных полей и вибрационных параметров.
Существуют два показателя, указывающих на эти дефекты, которые еще на стадии зарождения легко измерить: температура и вибрация. Это обусловлено тем, что функционирование объектов связано с температурными режимами и их внутренняя структура оказывает заметное воздействие на характер наведенного температурного поля. Работа современной техники в процессе эксплуатации зачастую связана с температурными перепадами на поверхности элементов ЗО, а тепловизионный метод НК (рис. 2) позволяет с большой точностью (до 0,1 °С) определять эти тепловые поля оборудования [3].
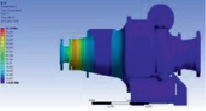
Рис. 2. Тепловизионный метод НК
Достоинством данного метода является способность диагностирования оборудования в целом и его элементов. Термограммы позволяют судить о ТС оборудования, помогают при применении соответствующей методики спрогнозировать наступление отказа данного оборудования [1].
При появлении каких-либо факторов, вызывающих отклонения от нормального состояния механизма, мы наблюдаем реакцию на их воздействие по изменению соответствующих вибрационных параметров (рис. 3), которые в силу своей высокой чувствительности отражают происходящие с механизмом перемены.
На базе контроля соответствующих вибрационных параметров решается основная задача технической диагностики – мониторинг (распознавание текущего ТС) НА [2], при проведении которого применяются средства измерения основных параметров вибрации. Используются при этом обычно достаточно простые приборы (рис. 4) для наблюдения за изменениями определенной группы вибрационных параметров во времени и сравнения полученных результатов с их пороговыми значениями.
В условиях нормальной эксплуатации оборудования контрольные точки измерения вибрации назначаются на критических узлах, т.е., как правило, на подшипниковых опорах составных частей агрегата. При проведении вибродиагностических измерений количество контрольных точек может быть увеличено.
Требования к контрольным точкам
Каждая контрольная точка должна обладать наибольшей реакцией на изменение динамических сил в месте измерения вибрации и располагаться на конструкции таким образом, чтобы обеспечивалось минимальное затухание сигнала от источника вибрации до датчика измерения. Выполнение этого требования предполагает знание не только характера изменения нагрузок, действующих на контролируемый узел агрегата, но и устройство данного узла.
При измерении уровня абсолютной вибрации недопустимо назначение контрольных точек на нежестких, тонкостенных элементах агрегата.

Рис. 3. Дефект статора электродвигателя
Контрольную точку следует располагать на плоском участке измеряемого узла или на участке с большим радиусом кривизны поверхности. При этом площадь поверхности контроля для датчика с магнитом должна быть достаточной для обеспечения его надежного закрепления на измеряемой конструкции.

Рис. 4. Виброметр ВК-5М
В случае использования щупа-преобразователя допускается неглубокое кернение контрольной точки на поверхности узла для обеспечения устойчивого положения датчика в процессе измерения.
Шероховатость и плоскостность поверхностей измерений на механическом оборудовании должны соответствовать требованиям фирм-изготовителей датчиков контроля вибрации.
При использовании для контроля вибрации щупов-преобразователей, угол между измерительной осью датчика и направлением измерения не должен превышать значения, рекомендуемого изготовителем. В случае отсутствия таких данных рекомендуемые значения угла наклона датчика – 7–10 градусов. Следует также учитывать зависимость значений результатов измерения от величины усилия, прикладываемого к щупу.
Оценку технического состояния контролируемого агрегата следует производить по максимальному значению измеренного нормативного параметра вибрации на корпусе подшипника с учетом их жесткости в направлении измерений.
При оценке технического состояния оборудования в процессе эксплуатации следует принимать во внимание не только численное значение измеряемого нормированного параметра вибрации, но и учитывать скорость его изменения от принятого пользователем базового значения вибрации, установленного по опыту предыдущих измерений агрегата при нормальных условиях эксплуатации.
Заключение
Проведенный анализ существующих методов оценивания ТС НА на основе методов неразрушающего контроля показал, что наиболее эффективным является вибродиагностический метод неразрушающего контроля (таблица).
Таким образом, применение вибродиагностического метода неразрушающего контроля при мониторинге ТС НА позволяет [2]:
- избавиться от «внезапных» поломок и срывов подготовки РКН на СК;
- контролировать реальное текущее ТС НА;
- технически обоснованно определять сроки и содержание ремонтных и наладочных работ, контролировать качество их выполнения;
- уменьшить финансовые и трудовые затраты на эксплуатацию НА;
- продлить межремонтный период и срок службы НА;
- сократить потребность в запасных частях, материалах и оборудовании;
- повысить квалификацию обслуживающего персонала.
Общие методы неразрушающего контроля ТС НА ЗО РКК
|
Методы Характеристики |
Магнитные |
Ультразвуковые |
Акустической эмиссии |
Вибродиагностические |
Радиационные |
Тепловые |
|
Способность детектировать физ. явления, сопровождающие процесс Высокая чувствительность к неисправностям Простота интерпретации результатов Информативность Пассивность измерений Безопасность |
+ + + + – + |
+ + – + – + |
+ – – – + + |
+ + + + + + |
+ + + – – – |
+ – + + + + |
Используемые при этом технические средства, как правило, позволяют не только контролировать состояние НА, но и обеспечивают решение задач по их оперативной наладке в процессе эксплуатации и ремонта.
Библиографическая ссылка
Шишкин Е.В., Астанков А.М., Ревяков Б.А. АНАЛИЗ СУЩЕСТВУЮЩИХ МЕТОДОВ ОЦЕНИВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ НАСОСНЫХ АГРЕГАТОВ НА ОСНОВЕ МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ // Фундаментальные исследования. 2016. № 11-1. С. 102-106;URL: https://fundamental-research.ru/en/article/view?id=40935 (дата обращения: 03.07.2026).