


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
ENERGY PARAMETERS OF QUALITY OF MACHINE PARTS AND THEIR MEASUREMENT METHODS

В конце XVIII века И. Изеленом была предложена идея трехстадийного развития общества, позже названная идеалистической трактовкой человеческого прогресса. Ее суть сводится к тому, что человечество в своем развитии последовательно проходит три стадии:
– господства чувств и первобытной простоты;
– преобладания фантазий над чувствами и смягчения нравов под воздействием разума и воспитания;
– господства разума над чувствами и фантазией.
К. Маркс и Ф. Энгельс, систематизировав все учения об общественном прогрессе, разработали теорию общественных формаций. Согласно К. Марксу человечество в своем развитии проходит два глобальных периода: «царство необходимости» и «царство свободы».
Данный подход можно применить для объяснения развития науки. В частности, возникновения и эволюции такой науки, как «Технология машиностроения».
Изначально изучение окружающего мира человеком было обусловлено добыванием пищи, затем вопросами безопасности, заканчивая необходимостью развития собственной личности для самовыражения, согласно пирамиде потребностей. Схема деления исторического процесса на макроэпохи, соответствующие названиям преобладающих сырьевых материалов, имеет непосредственную технологическую основу. На протяжении развития человеческой цивилизации совершенствование технологий происходило поступательно, с рядом мощных всплесков, обусловленных гениальными открытиями. То есть эволюция и революция в развитии наук, как и общества, идут рука об руку.
Переход от каменного век» к медному произошел благодаря открытию новых технологий. Наступление бронзового века вызвано познанием того, что качество сплава оказалось значительно выше характеристик исходных металлов. Железный век наступил благодаря открытию технологий восстановления железа из руд и появлению технологий примитивной обработки. Технология обработки эволюционировала в индустриальном обществе в науку «Технология машиностроения и приборостроения».
Эволюция технологии машиностроения в настоящее время достигла наноразмерной точности, и дальнейшее движение в этом ключе может привести к остановке ввиду отсутствия востребованности. Последующее развитие возможно только благодаря очередному скачку (революции), который позволит перейти на новую ветку развития, а может, ознаменует наступление новой макроэпохи.
Энергетическое состояние деталей машин
На сегодняшний день кроме физико-механических свойств конструкционных материалов интенсивно исследуются вопросы энергетического состояния. Изучение энергии металлов проливает свет на объяснение природы некоторых явлений и может послужить основой очередного витка развития технологий. Энергетическая теория имеет место и в объяснении природы резания металлов, и в трибологии, и в вопросах точности позиционирования, и многих других.
Сегодня, например, существуют технологии магнито-импульсной обработки, при которых за счет импульсного магнитного поля в металле происходит полярная ориентация спинов электронов атомов, расположенных в области контакта кристаллитов и зерен сплавов, вследствие чего улучшаются механические свойства материала [10]. Известно также возможное влияние энергии поверхности металлов на схватываемость и величину коэффициента трения [13].
Поверхностные слои деталей машин в процессе эксплуатации подвержены механическим, тепловым, химическим, электромагнитным и пр. воздействиям. Интенсивность этих воздействий определяет долговечность поверхностного слоя контактирующих поверхностей, а следовательно, определяет износостойкость конструкционного материала [6]. Известно, что с изменением запаса энергии поверхностного слоя меняются его прочностные свойства [12].
В работах А.М. Дальского, А.Г. Суслова, А.Ю. Албагачиева, Э.В. Рыжова, В.П. Федорова показано, что в процессе механической обработки деталей часть энергии поглощается металлом [1, 15, 16, 17]. Примерно 75 % всей энергии, затрачиваемой на образование поверхности, связано с теплом, и условно можно считать, что данный объем тепла не влияет на физическую сущность слоя. Оставшиеся около 25 % общей энергии, затраченной на формирование поверхности технологическим воздействием, после обработки переходят в состояние поверхностной энергии [11]. Она в свою очередь расходуется на искажение кристаллической решетки, образование дислокаций, движение вакансий, функционирование ячеек Бернара и др. Взаимное влияние данных, составляющих в процессе эксплуатации детали, представляет накопленную энергию поверхности и оказывает влияние на физико-механические характеристики.
Важной характеристикой эксплуатационных свойств обработанных поверхностей является поверхностная энергия [1]. Ее значение оказывает влияние на коэффициент трения, а следовательно, на износостойкость и коэффициент полезного действия машин и механизмов. Кроме того, влияя на такое явление, как схватываемость сопрягаемых поверхностей, энергия может стать элементом влияния на точность позиционирования. Физический смысл ее заключается в том, что внутренние частицы твердого тела окружены со всех сторон соседними частицами (рис. 1). Частицы, находящиеся на поверхности, окружены соседними только с нескольких сторон, поэтому они располагаются иначе, чем внутренние. В поверхностном слое сосредоточен больший запас потенциальной энергии, чем во внутренних слоях [19].
Таким образом, возникает избыток потенциальной энергии поверхностного слоя. Этот избыток энергии, отнесенный к единице поверхности, называется удельной поверхностной или просто энергией поверхности [19]. Граничный слой обладает запасом свободной поверхностной энергии [2, 8, 15].

Рис. 1. Атомы в объеме и на границе
Если энергию поверхности принять как качественную характеристику деталей и включать обеспечение ее некоторой величины в технологический процесс, то остается открытым вопрос о достоверных и экономически оправданных способах ее измерения.
Трудность экспериментального измерения поверхностной энергии в твердых телах связана с медленным протеканием процессов и большой диссипацией энергии при образовании новой поверхности.
Основные методы измерения поверхностной энергии твердых тел
В настоящее время известны несколько методов измерения поверхностной энергии твердых тел. Основными из них являются:
1. Метод нулевой ползучести (метод Таммана – Удина)
Оценивает поверхностное натяжение пластичных твердых тел вблизи точки плавления. Суть метода основана на том, что вблизи точки плавления твердого тела существенно возрастает подвижность отдельных атомов и атомных группировок. В результате происходит стягивание контура тела с силой, пропорциональной поверхностному натяжению. Так, в частности, свободно подвешенный образец из тонкой проволоки или фольги, при нагреве до температуры близкой к температуре плавления, должен сокращаться по длине. С другой стороны, под влиянием извне приложенной силы (F) фольга (или нить) может удлиняться вследствие вязкого течения. Очевидно, при некотором значении величины F = F* силы поверхностного натяжения будут скомпенсированы и скорость ползучести обратится в нуль. Экспериментально определенная F* может явиться источником сведений о величине поверхностного натяжения [5].
Однако этот метод неприменим в машиностроении ввиду того, что требует наличия лабораторных образцов, поверхностная энергия которых будет гарантированно отличной от производимых деталей из-за разных технологий изготовления.
2. Метод Обреимова, или метод разрушения (раскалывания) кристаллов
Известно большое количество попыток определения поверхностной энергии кристаллических тел, основанных на идее, заключающейся в том, что работа, затраченная на разрушение кристалла, равна поверхностной энергии возникших при этом новых поверхностей, если разрушение было хрупким. Наиболее надежный вариант метода ее определения, основанный на раскалывании кристалла, был предложен в 1930 г. И.В. Обреимовым. Идея работы заключается в следующем. От кристалла по плоскости спайности отщепляется пластинка, которая под влиянием момента сил, действующего против сил поверхностного натяжения, частично изгибается (рис. 2).

Рис. 2. Схема отщепления слоя от кристалла
Эта пластинка может быть использована в качестве динамометра, измеряющего отщепляющее усилие. Действительно, работа, производимая моментом, действующим у края пластинки толщиной t при, удлинении области отрыва на некоторую в условиях равновесия должна быть равна изменению поверхностной энергии системы [5].
Данный метод применим лишь для исследовательских работ и не может быть использован на производстве.
3. Метод «нейтральной капли»
Метод является наиболее простым среди известных способов оценки поверхностной энергии твердых тел. Величина поверхностной энергии исследуемого твердого вещества в этом методе определяется по данным о равновесной форме жидкой капли другого вещества. Для этого на твердую фазу исследуемого вещества помещают каплю расплава, например, свинца, выполняющего роль пробного тела. После ее остывания определяется поверхностное натяжение.
Недостатком этого метода является большая погрешность измерений и необходимость разрушения образцов для проведения исследований. Кроме того, этим методом возможно исследование только тех веществ, которые взаимно нерастворимы, например железо-свинец [7].
4. Метод растворения порошка
В этом методе величина поверхностной энергии определяется как разность теплоты растворения дисперсного порошка и массивного кристалла той же массы. Допускается предположение, что кристаллическая решетка в частицах порошка равновесна и экспериментально наблюдаемое различие выделяемой теплоты растворения обусловлено лишь выделением их поверхностной свободной энергии. Очевидна связь между поверхностной энергией вещества частиц порошка и дополнительным теплом, выделившимся при растворении дисперсных порошков. Предполагается, что они монокристальны, свободны от внутренних пор и границ раздела (типа межзеренных границ). При этом используемые порошки должны быть предварительно отожжены для освобождения кристаллической решетки от искажений.
Источник существенной погрешности в описываемом методе заключается в неточности определения суммарной поверхности порошинок. Предположения, что форма частиц порошка сферическая и все они одинаковы, могут привести к серьезным погрешностям, связанным с неточностью в определении суммарной поверхности частиц.
Метод неприменим для определения поверхностной энергии изготовленных на производстве деталей.
5. Метод ступеней роста и испарения
Известно, что рост кристалла из газовой фазы и его испарение во многих случаях носят слоисто-спиральный характер [18]; при этом скорость перемещения изолированной ступени при данном отклонении упругости пара от равновесной определяется кривизной ступени и поверхностной энергией на границе ступень – газовая фаза.
Для определения величины поверхностной энергии пользуются тем, что на поверхности роста часто наблюдаются заторможенные «покоящиеся ступени», кривизна которых такова, что равновесная упругость пара вблизи поверхности ступени совпадает с упругостью пара в пространстве, окружающем кристалл.
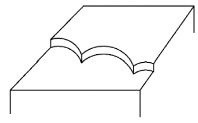
Рис. 3. Схема покоящейся ступени
6. Метод конического образца
Поверхностная энергия определяется по радиусу кривизны границы твердой и жидкой фазы при истинной температуре плавления, медленно нагревая конусный образец, заключенный между двумя плоскопараллельными пластинками, смачиваемыми исследуемым веществом (рис. 4) [5].
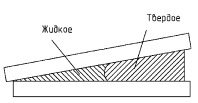
Рис. 4. Межфазное поверхностное натяжение на границе жидкое – твердое
7. Метод залечивающейся царапины
Основан на эффекте сглаживания царапины при высокотемпературном отжиге (механизм поверхностной диффузии). Поверхностная энергия определяется в зависимости от времени полузалечивания царапины исходной ширины [4]. Недостатком метода для широкого применения является необходимость знать коэффициент поверхностной диффузии для конкретного материала, который, структурно чувствителен и экспериментально определяется со значительной погрешностью [5].
8. Метод коалесценции пор
В пористом твердом теле при высокой температуре происходит процесс коалесценции пор, движущей силой которого является стремление к уменьшению свободной поверхности пор. Этот процесс осуществляется с помощью диффузионного механизма [9]. И.М. Лифшицем и В.Н. Слезовым был определен закон, по которому со временем меняется средний размер пор. Для определения поверхностной энергии требуется определить зависимость среднего размера пор в некоторой области, в которой происходит процесс коалесценции. Однако из-за того что, как и предыдущем методе, необходимо заранее знать коэффициент поверхностной диффузии, он не получил широкого распространения.
9. Метод Микуры
Ввиду того что величина поверхностной энергии анизотропна во всех направлениях, возможно ее определение в зависимости от ориентации соответствующей плоскости. Метод позволяет судить об анизотропии поверхностной энергии по форме канавок термического травления границы между материнским зерном и двойником отжига в металлах с кубической гранецентрированной решеткой [20].
10. Метод оценки поверхностной энергии с помощью обкатного ролика
Основывается на прокатывании под некоторым усилием тела в виде ролика, имеющего возможность вращения относительно своей оси и изготовленного из липкого материала с высокой адгезией, по поверхности исследуемого образца. Перемещая ролик параллельно поверхности детали, измеряют сопротивление его движению, по величине которого судят о значении поверхностной энергии.
Суть метода заключается в знании, что работа, затрачиваемая на формирование области контакта, меньше работы по его разрушению. Из-за этого возникает сила сопротивления качению ролика, измерение которой позволяет оценить поверхностную энергию исследуемого тела [14].
Точность данного метода невысока из-за силы трения качения ролика по поверхности и трения в подшипниках его оси.
11. Метод измерения поверхностной энергии при помощи торсионных весов
Данный способ является более точным, чем предыдущий. Его сущность заключается в том, что пробное тело сферической формы, изготовленное из того же материала, что и исследуемый образец, приводят в контакт с поверхностью исследуемого образца (рис. 5). Пробное тело подводят перпендикулярно к поверхности исследуемого образца, прижимают с контролируемым усилием, отводят пробное тело в обратном направлении, одновременно с процессом подвода-отвода измеряют силу взаимодействия и расстояние между исследуемым образцом и пробным телом. О поверхностной энергии исследуемого образца судят по разнице удельных работ, затрачиваемых на подвод и отвод пробного тела к его поверхности [14].
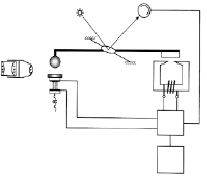
Рис. 5. Схема определения поверхностной энергии с помощью торсионных весов
12. Метод, основанный на определении работы выхода электрона
На уровень работы выхода электрона (РВЭ) оказывают влияние структурные превращения в поверхностном слое контактирующих деталей: искажения и разрушения кристаллических решеток, процесс легирования и др. При контактировании деталей происходит перераспределение электронной плотности. Чем больше значение РВЭ, тем больше энергетический потенциал поверхности [13]. Поверхностная энергия определяется из взаимосвязи контактной разности потенциалов (рис. 6) и разности работ выхода электронов эталона и контролируемой детали [1].
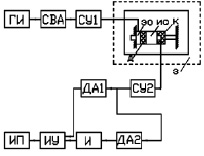
Рис. 6. Структурная схема прибора для измерения контактной разности потенциалов
Прибор состоит из генератора биполярных импульсов ГИ, схемы выравнивания СВА, согласующих СУ1 и СУ2, амплитудных детекторов положительной и отрицательной полярности соответственно ДА1 и ДА2, инвертора И, измерительного усилителя ИУ, измерительного прибора ИП и зажима З, соединенного клеммами К с обеими частями схемы. Эталонный электрод ЭО (медная пластина) с напыленным слоем диэлектрика Д и поверхность измеряемого образца ИО образуют статический конденсатор [1].
Из перечисленных методов данный, несомненно, наиболее удобен для внедрения в технологический процесс машиностроительных предприятий. Это обусловлено экономичностью оборудования, возможностью исследовать непосредственно детали и не требует нагрева до температур, близких к температурам плавления или рекристаллизации. Кроме того, данный метод относится к неразрушающим. Метод также претендует на самую высокую точность, однако данное утверждение требует экспериментальной проверки на конкретных изделиях, полученных разными технологическими приемами и сравнения с прочими методами измерения поверхностной энергии.
Заключение
В настоящее время нельзя утверждать, что существует метод, который надежно мог бы быть использован для экспериментального определения поверхностной энергии. Каждый из рассмотренных методов ограничен либо температурой, либо величинами, которые определяются с малой точностью.
Таким образом, дальнейшее углубленное развитие энергетических теорий требует разработки новых либо совершенствования известных методов измерения поверхностной энергии. Это необходимо для глубоких исследований энергетических свойств деталей машин и их влияния на эксплуатационные характеристики. Между тем технологии управления энергетическими свойствами поверхностей деталей машин могут послужить серьезным инструментом для увеличения надежности изделий, а следовательно, конкурентным преимуществом.
Рецензенты:
Астахов М.В., д.т.н., профессор, заведующий кафедрой «Прикладная механика», Калужский филиал ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», г. Калуга;
Шаталов В.К., д.т.н., профессор, заведующий кафедрой «Технология обработки материалов», Калужский филиал ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», г. Калуга.
Библиографическая ссылка
Мусохранов М.В., Калмыков В.В., Сорокин С.П. ЭНЕРГЕТИЧЕСКИЕ ПОКАЗАТЕЛИ КАЧЕСТВА ДЕТАЛЕЙ МАШИН И МЕТОДЫ ИХ ИЗМЕРЕНИЯ // Фундаментальные исследования. 2015. № 10-1. С. 43-49;URL: https://fundamental-research.ru/en/article/view?id=39121 (дата обращения: 02.08.2026).
DOI: https://doi.org/10.17513/fr.39121