


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
ENVIRONMENTALLY FRIENDLY COOLANTS FOR METAL CUTTING

Наиболее доступным и экономически выгодным направлением технического прогресса в машиностроении, нефтяной и газовой промышленности является применение смазочно-охлаждающих технологических систем (СОТС).
Они используются для повышения стойкости режущего инструмента, улучшения качества обрабатываемой поверхности, снижения адгезионного схватывания инструментального и обрабатываемого материала. Это достигается направленным воздействием на физико-механические процессы, протекающие при резании металлов, за счет надлежащего выбора основы СОТС (вода, минеральные масла и т.п.), а также введением в СОТС присадок с необходимым комплексом химических и механохимических свойств, что способствует повышению надёжности и долговечности работы оборудования.
Разновидностью СОТС являются смазочно-охлаждающие жидкости (СОЖ). Эффективность эксплуатации металлообрабатывающего оборудования во многом зависит от правильного выбора и применения СОЖ. Рациональный подбор и создание высокоэффективных СОЖ возможны при глубоком изучении природы взаимодействия обрабатываемых материалов, инструментов и механизмов.
Эффективность СОЖ определяется природой и строением присадок, обладающих высокой поверхностной активностью и улучшающих их свойства, функцию присадок выполняют поверхностно-активные вещества (ПАВ). Они находят применение более чем в 100 отраслях народного хозяйства. Их крупными потребителями являются машиностроение, нефтяная, химическая, газовая промышленность. ПАВ регулируют эксплуатационные свойства буровых растворов и промывочных жидкостей с целью улучшения условий вскрытия и освоения пласта, способствуют снижению подкисления нефти при перекачке, повышают нефтеотдачу, а также коррозионную стойкость нефтепромыслового оборудования [8]. Основу ПАВ составляют синтетические и природные полимеры, амины, соли синтетических жирных кислот, сульфитно-спиртовая барда и т.д.
Использование для металлообработки СОЖ и других смазок и жидкостей не только позволяет свести к минимуму производственный брак, повысить производительность промышленных агрегатов, но и сократить технологическую цепочку путем уменьшения количества операций, а также обеспечить лучшие условия труда для рабочих производственных цехов.
В связи с тем, что в настоящее время имеет место износ основных производственных фондов нефтеперекачивающих и компрессорных станций, разработка смазочно-охлаждающих технологических систем является актуальной задачей.
Однако ранее не были описаны перспективные в указанном направлении полизамещенные производные аминокислот, содержащие фенильные и фурильные радикалы в различном сочетании. В то же время известно, что такие группы усиливают и расширяют поверхностную активность присадок. Исследования, проведённые нами ранее, показали, что подобные вещества проявляют высокую поверхностную активность и могут использоваться в качестве новых присадок к СОЖ [4, 5], что подтверждено описываемым в данной статье внедрением научных результатов в производство.
Цель работы – изучение новой СОЖ для механической обработки металлов, содержащей созданную нами присадку – натриевую соль 2-N-бензоиламинофурилакриловой кислоты 1, для определения стойкости режущего инструмента и изготавливаемых деталей, а также её коррозионных свойств и токсичности в условиях лабораторных исследований и промышленных испытаний.
Материал и методы исследования
Лабораторные исследования поверхностной активности созданной СОЖ проводили на токарно-винторезном станке 1К62 при продольном точении биметаллических заготовок из стали 45, армированной бронзой. Резцы оснащали многогранными неперетачиваемыми пластинами из твердого сплава Т15К6. Скорость резания 187 мм/мин, подача 0,21 мм/об, глубина резания 0,5 мм, приведённый износ по задней поверхности резцов 1,2 мм.
Испытания коррозионной агрессивности СОЖ выполняли по ГОСТ 1412-85 и ГОСТ 6243-75.
Экологическую экспертизу осуществляли в центральной эколого-аналитической лаборатории ООО «Кубаньгазпром».
Промышленные испытания изучаемой СОЖ проводили в ООО «Седин-инструмент» (г. Краснодар) на токарно-револьверном автомате и вертикально-сверлильном станке 2А В5 при изготовлении деталей типа гайка. С этой целью была наработана опытная партия натриевой соли 2-N-бензоиламинофурилакриловой кислоты и 310 литров СОЖ.
Результаты исследования и их обсуждение
Отличительной особенностью молекул ПАВ является их способность в небольшом количестве создавать на поверхности жидкости большие по размеру адсорбционные пленки, понижая поверхностное натяжение на границе раздела фаз. Поверхностная активность ПАВ обусловлена асимметричным строением их молекул за счет дифильности: они содержат в своем составе полярные и неполярные группы. Гидрофильная (полярная) часть молекулы обладает сродством к полярным молекулам воды. К числу таких групп относятся карбоксильная (–COOH), карбонильная (–С = О), амино- (–NH2), сульфгидрильная (–SH), нитрильная (–CN), сульфогруппа (–SO3H). Неполярный углеводородный радикал (гидрофобная часть) ориентируется в неполярную среду, например в нефть, газ, воздух. Ориентированный адсорбционный слой молекул изменяет не только поверхностное натяжение, но и свойства граничного слоя жидкости. ПАВ являются мощным средством, позволяющим регулировать не только поверхностные свойства дисперсных систем, но их устойчивость и прочность [2].
Фенил- и фурилсодержащие производные аминоакриловой 1 и аминобутановой кислот 2 были синтезированы нами ранее [3]. Их формулы:
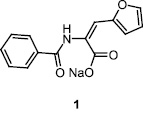
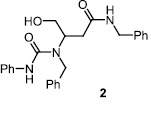
Исследование полезных свойств этих соединений и их аналогов продемонстрировало перспективность их практического применения. Так, производные аминобутановой кислоты 2 обладают широким спектром биологической активности, являясь эффективными рострегуляторами [6, 7]. Кроме того, описываемые вещества изучены в качестве новых ПАВ, которые использованы в виде присадок к смазочно-охлаждающим жидкостям [3].
Применение новых присадок 1 и 2 позволило создать СОЖ, обладающие высокими эмульгирующими свойствами. Однако, учитывая, что вещество 1 обладает лучшей водорастворимостью, чем 2, СОЖ на его основе и была использована в машиностроении и приборостроении для смазки и охлаждения режущих инструментов, что подтверждено патентом [4]. Она проявила лучшие технические характеристики, чем СОЖ, содержащая смесь сукцината и фумарата натрия, разработанная нами ранее [5]. Известно, что применение смазочно-охлаждающей среды не препятствует возникновению высокой температуры. Однако действие СОЖ существенно уменьшает область нагрева инструмента.
Описываемая в данной статье эмульсия для механической обработки металлов содержит стандартный эмульсол марки ЭГТ и присадку – натриевую соль 2-N-бензоиламинофурилакриловой кислоты 1. Проведённые исследования позволили определить оптимальную концентрацию присадки, при которой поверхностное натяжение эмульсии σ минимально и равно 31–32 Н/м2, при этом установлено следующее соотношение компонентов в СОЖ (% по массе): эмульсол – ЭГТ – 1,19–1,21; вещество 1 – 0,15–0,2; умягченная вода – остальное.
Присадка 1 хорошо растворима в воде. Наличие нескольких функциональных групп (амино-, бензоил-, карбоксилатной) и двойной связи придает присадке большую поверхностную активность из-за синергизма их действия. Она не вызывает отделения масляной фракции СОЖ, увеличивает её стабильность как при хранении, так и при эксплуатации
Применение ПАВ 1 приводит к возникновению внешнего адсорбционного эффекта. При адсорбции молекул присадки на контактных поверхностях стружки, обрабатываемой детали и режущем инструменте могут появляться пленки различного химического состава, которые оказывают антифрикционное действие, т.к. обладают низким сопротивлением сдвигу. Это даёт основание полагать, что присутствие присадки в малой концентрации, достаточной для образования пленки толщиной порядка монослоя, способствует образованию на поверхностях достаточно прочных хемосорбционных пленок.
Установлено, что добавление недорогой присадки 1 в эмульсию улучшает смачивание металлических поверхностей и увеличивает дисперсность масляных частиц в эмульсии. При этом повышается стойкость режущих инструментов из-за эффективности образования смазочных пленок на поверхности режущего инструмента и обрабатываемого материала, что подтверждено лабораторными исследованиями. Результаты испытаний резцов приведены в таблице.
Из таблицы видно, что описываемая СОЖ позволяет повысить стойкость режущих инструментов при добавлении присадки от 0,15 до 0,2 % по массе по сравнению со смесью сукцината и фумарата натрия [5].
Молекулы исследуемой присадки в разбавленном растворе гидролизуются с образованием устойчивых сопряженных анионов, что обеспечивает сохранение рабочей величины рН в пределах 7,5–8. В случае изменения соотношения эмульсола и присадки происходит уменьшение или увеличение рН, что вызывает коагуляцию СОЖ и отделение масляной фракции.
Результаты сравнительных стойкостных испытаний резцов
|
№ п/п |
Компоненты СОЖ |
Содержание компонентов, % по массе |
Средняя стойкость и доверительный интервал стойкости, мин |
Коэффициент повышения стойкости |
|
1 |
Эмульсол ЭГТ Присадка (смесь сукцината и фумарата натрия) |
2 0,01 |
2,088 ± 0,288 |
1 |
|
2 |
Эмульсол ЭГТ присадка 1 |
1,2 0,15 |
2,728 ± 0,401 |
1,32 |
|
3 |
Эмульсол ЭГТ присадка 1 |
1,2 0,2 |
2,61 ± 0,309 |
1,25 |
Базой для приготовления водорастворимых эмульсий, используемых при металлообработке, является эмульсол марки ЭГТ в количестве 3–5 % [1]. Применяемая СОЖ более экономична вследствие снижения концентрации базового эмульсола ЭГТ с 3–5 % по массе до 1,2 % [3].
Исследование коррозионной агрессивности смазочно-охлаждающих жидкостей с использованием присадки 1, приготовленнных на дистиллированной и жесткой воде показало, что они не вызывают точечной коррозии чугунной пластинки. Это позволяет сделать вывод, что они не агрессивны к чугунам и сталям.
Разработанная нами эмульсия прошла экспертизу в центральной эколого-аналитической лаборатории ООО «Кубаньгазпром», в результате чего установлена её экологическая безвредность.
Промышленными испытаниями выявлено, что применение новой недорогой СОЖ способствует повышению стойкости инструмента в 2,1 раза. При этом изготавливаемые детали и инструмент не подвергаются коррозии при условии, что для получения рассматриваемой эмульсии использована умягченная вода. Отмечено отсутствие отрицательного воздействия на кожные покровы оператора по сравнению со смазочно-охлаждающей жидкостью, применяемой на заводе.
Выводы
1. Проведены лабораторные исследования по изучению поверхностной активности и коррозионных свойств новой СОЖ.
2. Выполнен анализ результатов лабораторного эксперимента, который доказал эффективность новой смазочно-охлаждающей жидкости для повышения стойкости режущих инструментов, её экологическую безопасность, экономичность по сравнению с известными аналогами, а также химическую инертность по отношению к чугунам и сталям.
3. Осуществлены промышленные испытания новой эмульсии для механической обработки металлов, позволившие установить повышение коррозионной и износостойкости инструмента и изготовляемых с его помощью деталей. При этом исследованная СОЖ является нетоксичной для рабочих.
Рецензенты:
Бережной С.Б., д.т.н., профессор, зав. кафедрой технической механики и гидравлики, ФГБОУ ВПО «Кубанский государственный технологический университет», г. Краснодар;
Рувинский О.Е., д.х.н., профессор кафедры химии, метрологии и стандартизации, ФГБОУ ВПО «Кубанский государственный технологический университет», г. Краснодар.
Библиографическая ссылка
Тлехусеж М.А., Сороцкая Л.Н., Солоненко Л.А. ЭКОЛОГИЧЕСКИ ЧИСТЫЕ СОЖ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ // Фундаментальные исследования. 2015. № 7-4. С. 727-730;URL: https://fundamental-research.ru/en/article/view?id=38809 (дата обращения: 03.08.2026).