


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
ACTION MODELS AND REASONING PROTOCOLS IN CAPP FOR FORGING

Результаты проектирования в САПР технологических процессов (ТП) ковки на молотах и прессах представляют собой набор значений технологических параметров, полученных либо в процессе решения технологических задач по заложенным в систему алгоритмам, либо в результате обработки воздействий пользователя. И в том, и в другом случае значения всех параметров должны находиться в определенных пределах, оговариваемых правилами проектирования технологии ковки.
За значение каждого параметра и пределы этих значений отвечают соответствующие программы, которые в теории разработки мультиагентных систем принято называть агентами [2, 4].
В работе [4] агент определяется как элемент сообщества, который может воспринимать аспекты своего окружения и взаимодействовать с этим окружением. Под окружением в рассматриваемой предметной области следует понимать информацию о поковке, для которой проектируется техпроцесс, технологических правилах проектирования, действующих в условиях производства конкретного предприятия, и само сообщество агентов. Такое окружение называют динамичным (не стационарным) [2].
Каждый агент наделяется набором его возможных действий, из которых он должен выбрать, при отсутствии воздействия пользователя на этого агента, наиболее рациональное исходя из меры полезности этого действия для решения общей задачи.
Общей стратегией действий агента в момент времени t называют функцию f, отображающую набор пар наблюдение-действие до момента времени t в оптимальное действие yt [2]:
 (1)
(1)
где x1, x2, ..., xt–1 – наблюдения агента за окружением в прошлом; y1, y2, ..., yt–1 – действия агента в прошлом; xt – наблюдения агента в момент времени t.
Цель настоящей работы состоит в определении состава и полномочий сообщества агентов, а также стратегии их действий в САПР ТП ковки.
Протокол рассуждений и общая стратегия действий
В рассматриваемой предметной области приведенные выше общие рассуждения интерпретируются следующим образом. Допустим, что пользователь в какой-то момент времени t решил через соответствующего агента внести изменение в уже спроектированную в момент времени t – 1 карту технологического процесса ТПt–1. Тогда рассуждения и действия, применяемые при реализации этого решения, можно представить в виде следующего протокола.
1. Карта ТПt–1 уже содержит в себе всю историю наблюдений и действий всех агентов в прошлом.
2. Результатом реализации общей стратегии действий агента является не какое–то определенное действие, а множество Yt его возможных действий.
3. Множеству возможных действий агента Yt, если оно не пустое, соответствует множество  значений параметра, за который данный агент отвечает и которые определяются по соответствующему алгоритму ψ(Yt). Множества Yt и
значений параметра, за который данный агент отвечает и которые определяются по соответствующему алгоритму ψ(Yt). Множества Yt и  являются, таким образом, полномочиями агента, в пределах которых он обязан действовать.
являются, таким образом, полномочиями агента, в пределах которых он обязан действовать.
4. Из множества  агент по заложенной в него закономерности
агент по заложенной в него закономерности  или по команде пользователя выбирает конкретный результат
или по команде пользователя выбирает конкретный результат  .
.
Таким образом, в САПР ТП ковки общее выражение стратегии действий (1) принимает вид (2)
 (2)
(2)
где xt – наблюдения агента в момент времени t. При этом область наблюдений включает в себя технологические правила решения задачи, за которую данный агент отвечает и которые в общем случае зависят от ТПt–1.
Если стратегия поведения агента в момент времени t зависит только от текущего наблюдения xt, то такую стратегию называют реактивной, или стратегией без памяти [2]:
 (3)
(3)
В перечне задач, которые необходимо решать в САПР ТП ковки, немалая доля приходится на так называемые трудно формализуемые задачи, которые опытный технолог при обычном (ручном) способе проектирования решает достаточно легко, а разработчики САПР вынуждены закладывать в систему приближенные алгоритмы и предлагать пользователям-технологам вносить свои исправления в полученные решения в режиме активного диалога. Для автоматизированного решения таких задач предусмотрены агенты с общей стратегией (2), основанной на применении:
– гибридного подхода, когда осуществляется поиск подходящих решений в базе данных уже спроектированных техпроцессов [3];
– генетических алгоритмов [4], способных по мере накопления опыта в процессе эксплуатации системы к самоусовершенствованию.
Подводя итог приведенным выше рассуждениям, сформулируем общие положения протокола выбора и действий агентов, управляющих САПР ТП ковки.
1. Агентом является программа, решающая поставленную технологическую задачу в момент времени t, т.е. в конечном счете определяющая значение  технологического параметра yt, за который данный агент отвечает, и способная изменять это решение под воздействием пользователя. Для удобства в дальнейшем агентам будем присваивать имена параметров, за которые они отвечают.
технологического параметра yt, за который данный агент отвечает, и способная изменять это решение под воздействием пользователя. Для удобства в дальнейшем агентам будем присваивать имена параметров, за которые они отвечают.
2. Состав всего сообщества агентов и стратегию их действий (2) или (3) определяет разработчик системы. Состав сообщества агентов определяется из условия достаточности этого сообщества, гарантирующего пользователю получение приемлемых решений в любых практических ситуациях. Стратегия действий агента выбирается в зависимости от степени формализации технологической задачи, которую этот агент решает, и меры полезности этих действий для решения общей задачи.
3. На первой стадии решения технологической задачи в момент времени t устанавливаются полномочия агента yt в этот момент, т.е. определяется множество его возможных действий Yt и, как следствие, множество результатов этих действий  . Основой для определения этих множеств являются технологические ограничения в рассматриваемой предметной области, оговоренные в соответствующих инструкциях.
. Основой для определения этих множеств являются технологические ограничения в рассматриваемой предметной области, оговоренные в соответствующих инструкциях.
4. На следующей стадии из множества  выбирается конкретное значение
выбирается конкретное значение  параметра, за который агент отвечает. Такой выбор, если он не сделан пользователем, производится по соответствующим алгоритмам с учетом целей (меры полезности), преследуемых в процессе решения общей задачи проектирования технологического процесса.
параметра, за который агент отвечает. Такой выбор, если он не сделан пользователем, производится по соответствующим алгоритмам с учетом целей (меры полезности), преследуемых в процессе решения общей задачи проектирования технологического процесса.
Состав сообщества, полномочия и коммуникация агентов
Технологический процесс ковки в общем случае включает в себя три этапа [1, 5].
1. Выбор слитка – состоит в подборе слитка минимального веса, позволяющего изготовить из него требуемую поковку с учетом неизбежных технологических потерь.
2. Предварительная обработка слитка – в общем случае включает в себя сбитие граней с выбранного слитка (биллетировку слитка) для удаления окалины, закатку цапфы под захват манипулятора и обрубку излишков с прибыльной и донной частей, осадку слитка и его последующую протяжку в цилиндрическую заготовку (протянутый круг) с целью улучшения структуры металла.
3. Окончательная обработка – заключается в последовательном преобразовании полученной заготовки (протянутого круга) в конечную поковку. Процесс формоизменения заготовки обычно производится за несколько нагревов (выносов). В каждом выносе может быть выполнено несколько операций формоизменения.
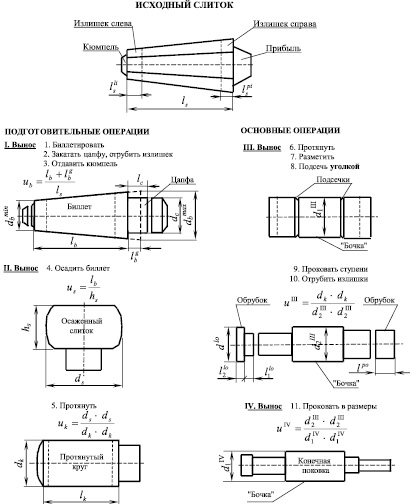
Фрагмент ТП ковки валов на прессах
На рисунке в качестве примера приведен фрагмент технологического процесса ковки валов, где выносы пронумерованы римскими цифрами, а операции формоизменения – арабскими, все технологические операции ковки условно разбиты на две группы: подготовительные и основные, и в каждой последней операции выноса указывается значение укова u – характеристики степени деформации заготовки в выносе.
Каждая технологическая операция, спроектированная в момент времени t, характеризуется конечными множествами  значений
значений  параметров yt. Для упрощения записей математических выражений индекс t в дальнейшем будем опускать.
параметров yt. Для упрощения записей математических выражений индекс t в дальнейшем будем опускать.
Состав, протоколы полномочий и действий основных агентов технологического процесса ковки валов в подготовительных операциях приведены в таблице.
В состав полномочий агента «Группа стали» включены: m1 – углеродистые и низколегированные стали, m2 – легированные и высоколегированные стали, m3 – высокоуглеродистые, нержавеющие, жаропрочные и др. специальные стали.
Список возможных полномочий агента «Количество основных выносов» также определен заранее (0 – означает, что конечная поковка куется в подготовительном выносе, 5 – максимально возможное количество основных выносов).
Агент «Вес слитка» в технологии ковки является наиболее важным, поскольку слиток определяет последующие решения всех технологических задач. Действия этого агента заключаются в выборе слитка исходя из номенклатуры слитков предприятия, веса исходной поковки и возможности проектирования техпроцесса для слитка выбранного веса. Заведомо не подходящие слитки отбрасываются, и из оставшихся слитков (множество Y*) выбирается слиток минимального веса (экономия металла). Выбор слитка заканчивается расчетом отходов слева  и справа
и справа  . Поскольку качество металла уменьшается от кюмпеля к прибыли, то мера полезности состоит в минимизации отходов со стороны кюмпеля.
. Поскольку качество металла уменьшается от кюмпеля к прибыли, то мера полезности состоит в минимизации отходов со стороны кюмпеля.
Действия агента «Ковочная машина», групп агентов «Биллет», «Цапфа», «Осаженный слиток», «Протянутый круг» и агента «Обрубка кюмпеля» понятны из таблицы.
Состав, протоколы полномочий и действий агентов в основных операциях определяются аналогично.
Поскольку все параметры технологического процесса связаны между собой, изменение значений большинства из них после воздействий пользователя требует, как правило, повторного перепроектирования всего техпроцесса либо его части с учетом оказанных ранее воздействий [5].
Агенты в подготовительных операциях
|
Агент |
Протокол полномочий Y* |
Протокол действий φ(Y*) |
|
Группа стали |
{m1, m2, m3} |
Выбор по марке стали |
|
Количество основных выносов |
{0, 1, 2, 3, 4, 5} |
Расчет с применением гибридного подхода [3] |
|
Вес слитка |
{номенклатура слитков} |
Выбор из номенклатуры слитков |
|
Излишки
|
|
|
|
Ковочная машина |
{список ковочных машин} |
Выбор из списка |
|
Биллет Форма биллета
|
{конус, круг, слиток, нет}
|
Выбор из списка Расчет по алгоритму |
|
Обрубка кюмпеля |
{есть, нет} |
Расчет по алгоритму |
|
Цапфа Наличие цапфы lc, dc |
{есть, нет} {список цапф} |
Расчет по алгоритму Выбор из списка |
|
Осаженный слиток Наличие осадки ds, hs, us |
{есть, нет}
|
Решение по технологическим инструкциям с применением генетического алгоритма |
|
Протянутый круг Операция протяжки dk, lk, uk |
{есть, нет}
|
Решение по технологическим инструкциям с применением генетического алгоритма |


 ,
, 




Рассмотрим пару взаимосвязанных агентов y1 и y2. Допустим, пользователь оказал воздействие V(y2) на агента y2, т.е. изменил значение параметра, за который этот агент отвечает, и это воздействие вошло в противоречие в процессе перепроектирования с его воздействием V(y1) на другого агента y1, уже оказанного ранее. Чтобы решить, какое действие должен в этом случае выполнить агент y2, отвергнуть предыдущее и принять последнее воздействие  или оставить его и отменить последнее воздействие
или оставить его и отменить последнее воздействие  , необходимо для каждого агента определить его статус S(y1), S(y2) (числовой показатель его значимости в сообществе агентов) и установить его взаимосвязи с другими агентами. По существу, речь идет о коммуникации (кооперации) агентов [2] в мультиагентной САПР ТП ковки, когда каждый из агентов решает свою частную задачу (с учетом планов и возможностей других агентов) во имя решения общей задачи, получаемого (R) или не получаемого
, необходимо для каждого агента определить его статус S(y1), S(y2) (числовой показатель его значимости в сообществе агентов) и установить его взаимосвязи с другими агентами. По существу, речь идет о коммуникации (кооперации) агентов [2] в мультиагентной САПР ТП ковки, когда каждый из агентов решает свою частную задачу (с учетом планов и возможностей других агентов) во имя решения общей задачи, получаемого (R) или не получаемого  после интеграции частных решений.
после интеграции частных решений.
В САПР ТП ковки принято следующее правило коммуникации для пары взаимосвязанных агентов: из двух взаимоисключающих воздействий принимается воздействие на агента, статус которого выше, при равенстве статусов агентов принимается последнее оказанное воздействие.
Таким образом, протокол коммуникации пары взаимосвязанных агентов можно записать с использованием аппарата математической логики.

Заключение
Автоматизированное проектирование технологии ковки является достаточно сложным, трудоемким и трудно настраиваемым на реальные условия производства процессом. Описанная в настоящей статье методика разработки протоколов действий и рассуждений прошла апробацию на примерах проектирования реальных технологических процессов ковки валов и может быть использована для разработки алгоритмов и программ автоматизированного проектирования технологии ковки других видов поковок.
Работа выполнена в рамках программы фундаментальных исследований УрО РАН № 7, проект 15-7-1-9 и при поддержке гранта РФФИ № 13-07-00531-А.
Рецензенты:
Петунин А.А., д.т.н., доцент, профессор кафедры информационных технологий и автоматизации проектирования, заместитель директора по научной работе механико-машиностроительного института, ФГАОУ ВПО «Уральский федеральный университет имени первого Президента России Б.Н. Ельцина», г. Екатеринбург;
Суханов В.И., д.т.н., доцент, заведующий кафедрой программных средств и систем факультета ускоренного обучения, ФГАОУ ВПО «Уральский федеральный университет имени первого Президента России Б.Н. Ельцина», г. Екатеринбург.
Работа поступила в редакцию 10.04.2015.
Библиографическая ссылка
Канюков С.И., Коновалов А.В. ПРОТОКОЛЫ ДЕЙСТВИЙ И РАССУЖДЕНИЙ В САПР ТЕХНОЛОГИИ КОВКИ // Фундаментальные исследования. 2015. № 2-14. С. 3039-3043;URL: https://fundamental-research.ru/en/article/view?id=37686 (дата обращения: 17.07.2026).