


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
FORMATION PROCESSES OF FIGURED GATHERS IN MANUFACTURING OF TEXTILE PRODUCTS

Буфы – это один из старинных приемов декорирования материалов сборками [6]. Появившись еще в эпоху Возрождения, буфы почти потеряли популярность к концу двадцатого века, так как их изготовление подразумевает ручную сборку. Их с успехом заменила технология изготовления всевозможных гофрированных тканей и тканей с разнообразной выработкой в фабричных условиях. Однако это традиционное украшение поверхности самым неожиданным образом возвращается в современном дизайне [1, 2, 4]. Сегодня многие дизайнеры по достоинству оценили способность буф придавать любой вещи женственный и романтичный образ, роскошь и нарядность. Набирающая популярность технология буф находит применение не только в текстильном дизайне, но и в меховом – при декорировании шкурок для изготовления одежды, головных уборов и разнообразных аксессуаров [7]. Широко буфы представлены в Интернет-ресурсах как технология для изготовления декоративных подушек, ламбрекенов, покрывал [8].
Для декорирования изделий из текстильных материалов используют ручной и машинный способ изготовления буф. Машинным способом формируют простые буфы, буфы с резинкой, со шнуром и эластичные буфы. Для выполнения простых буф по намеченным линиям прокладывают параллельные машинные строчки, затем нити стягивают, образовывая равномерные сборки нужной величины, и закрепляют. Для выполнения буф с резинкой прокладывают с изнаночной стороны зигзагообразную строчку по линиям разметки, закрепляя ею резинку, которую подают с некоторым натяжением. Закончив строчку, сборку равномерно распределяют, концы резинки закрепляют. Буфы со шнуром выполняются на двух слоях ткани, с прокладыванием параллельных машинных строчек, между которыми продергивают шнур. При помощи шнура ткань стягивают, образуя равномерные сборки, концы шнуров стягивают или притачивают машинной строчкой. Интересный эффект декорирования материала, так называемых эластичных буф, получается, когда в качестве нижней (челночной) нитки применяют высокорастяжимые нити, например полиуретановые мононити. Строчку прокладывают по спиралеобразной разметке.
Ручным способом изготавливают фасонные буфы вышивкой и фигурные буфы закрепками. В первом случае складки, предварительно образованные сметочными стежками, скрепляют согласно модели плотными стежками, т.е. вышивкой по складкам, и получают «вафельные буфы», «венгерские сборки» и др. Во втором случае скрепляют декорируемый материал ручными стежками согласно нанесенной схеме разметки и образуют так называемые фигурные буфы.
Наибольший интерес у дизайнеров вызывают фигурные буфы. Однако ассортимент их ограничен главным образом, традиционными видами: «плетенка», «цветы», «волны», «вафли» [3, 5, 8]. Целью работы является расширение ассортиментного ряда фигурных буф для удовлетворения индивидуализированного спроса.
Для выполнения фигурных буф осуществляется разметка материала сеткой рядов равноудаленных точек, в основе которой лежит квадратная ячейка. Размер ячейки варьируется в зависимости от вида материала, из которого изготавливаются буфы, и замысла дизайнера. Например, размер ячейки (длина×ширина) для текстильного материала может быть от 1×1 до 3×3 см и больше. На базе выполненной разметки наносится характерная для каждого определенного вида буф схема в виде стрелок, которая определяет последовательность и направление скрепления вершин квадратов. Иногда, помимо стрелок, схему сопровождают цифрами, указывающими последовательность скрепления сборок буф.
Сетка для схемы разметки буф подается в различных вариантах (рис. 1).
При этом для одного и того же вида буф схема разметки может выглядеть по-разному, что наглядно проиллюстрировано на рис. 2 для буф «Цветы».







Рис. 1. Варианты подачи сетки для разметки буф разных видов





Рис. 2. Существующие варианты подачи схем разметки буф «Цветы»






Рис. 3. Преобразование буф изменением раппорта
С целью расширения ассортиментного ряда фигурных буф для дальнейших исследований предпочтительны варианты подачи сетки, отмеченные на рисунках звездочкой (рис. 1, 2), когда четко обозначены ряды и столбики сетки и можно ввести понятие «раппорт буф», содержащее следующие существенные признаки.
Раппорт буф – это повторяющаяся часть сборок буф на декорируемом материале. Представляет собой прямоугольник из квадратных ячеек, образующих ряды и столбики, со стрелками, указывающими порядок скрепления вершин квадратов. Раппорт для каждого вида фигурных буф имеет определенное число столбиков по ширине, определенное число рядов по высоте и определенное расположение стрелок в ячейках. Так, раппорт фигурных буф «Плетенка» (рис. 3) включает два столбика и два ряда с разметкой стрелками (заполненные столбики и ряды), т.е. свободных столбиков и рядов раппорта этих буф нет.
Если изменить раппорт этого вида буф путем введения свободного столбика, получатся буфы с названием «Елочка». Добавив в раппорт второй свободный столбик, образуют буфы «Косточки», когда заполненные столбики чередуются со свободными.
Обширный анализ известных буф показал, что вариации всевозможных сочетаний (чередований) заполненных и свободных столбиков и рядов раппорта приводят к созданию новых видов буф и производных уже существующих.
Анализ приемов формирования фигурных буф позволил разработать схему структуры процесса их изготовления, которая представлена на рис. 4.
Структура представляет собой определенную взаимосвязь составных частей процесса изготовления фигурных буф. Она характеризует основные стадии данного процесса.
Первой стадией процесса является определение расхода материала. При изготовлении буф расход материала существенно увеличивается. Для определения требуемого количества материала изготавливается макет (образец) с буфами с выбранным размером ячейки, измеряется его ширина и длина. Отношение исходной ширины образца материала к ширине образца с буфами определит коэффициент сборки по ширине (Кш). Соответственно, отношение исходной длины образца материала к длине образца с буфами определит коэффициент сборки по длине (Кд). Установленные коэффициенты сборки используются для определения расхода материала. Так, для получения образца с буфами «плетенка» размером 30×30 см и размером ячейки 3,5×3,5 см, при Кш = 1,7 и Кд = 2,3 необходим материал с размерами: по ширине – 51 см (1,7×30), по длине – 69 см (2,3×30).
Вторая стадия – нанесение схемы разметки производится с изнаночной или лицевой стороны материала различными способами: с помощью мела, водного маркера, трафарета, карандаша и так далее, выбор зависит от материала, стороны нанесения и сложности схемы разметки. Для упрощения процесса нанесения схемы разметки могут быть использованы шаблоны для разметки – переводной рисунок с нанесенными на него точками, используемыми в качестве ориентира для выполнения сборок. Шаблоны могут быть изготовлены из картона, пленки и других материалов.
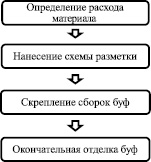
Рис. 4. Структура процесса изготовления буф из текстильных материалов
Третья стадия – скрепление сборок буф. Под сборками подразумевается фрагмент ткани, образованный при скреплении материала. Скрепление сборок буф осуществляется согласно нанесенной схеме разметки. Данный процесс подразумевает скрепление материала по точкам и линиям, указанным в схеме. Однако скрепление может быть выполнено как с изнаночной, так и с лицевой стороны декорируемого материала. Это важно, поскольку определит внешний вид фигурных буф, т.е. при одном и том же раппорте можно получить два вида буф разной фактуры. При скреплении сборок иглу вводят в материал и выводят из него, захватывая 0,1 см материала так, чтобы точка схемы разметки была посередине. Сборку получают стягиванием ткани между точками начала и конца стрелки (вершин квадрата) по схеме, используя закрепки из двух стежков. Скрепив по стрелке вершины одного квадрата, переходят к скреплению вершин другого, оставляя нитяную протяжку с изнаночной стороны буф и продвигаясь в направлении столбиков и рядов.
Окончательная отделка буф. Данная стадия подразумевает расправление или укладывание полученной сборки, удаление лишних ниток и видимых линий разметки, а также глажение, если это необходимо по модели. Образованные в результате скрепления сборки, могут быть выправлены различными способами: на лицевую или на изнаночную сторону текстильного материала. В результате можно также получить одну из двух возможных фактур, т.е. неодинаковых по внешнему виду декорированных поверхностей с одинаковым раппортом буф.
Результаты проведенного исследования показали, что неограниченные возможности в расширении ассортиментного ряда фигурных буф заложены в создании схем разметки буф путем преобразования их раппорта, а также творческом подходе к выбору сторон скрепления и способа укладывания сборок буф в процессе их изготовления. Такой подход обеспечивает большое разнообразие фактур фигурных буф и значительно расширяет возможности дизайнера в их использовании при создании новых моделей.
Рецензенты:Старкова Г.П., д.т.н., профессор кафедры сервисных технологий, зам. проректора по научной работе, ВГУЭС, г. Владивосток;
Шеромова И.А., д.т.н., профессор кафедры сервисных технологий, ВГУЭС, г. Владивосток.
Работа поступила в редакцию 01.04.2015.
Библиографическая ссылка
Терская Л.А ИССЛЕДОВАНИЕ ПРОЦЕССА ФОРМИРОВАНИЯ БУФ В ИЗДЕЛИЯХ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ // Фундаментальные исследования. 2015. № 2-11. С. 2360-2363;URL: https://fundamental-research.ru/en/article/view?id=37446 (дата обращения: 14.06.2026).