


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
STUDY OF ALUMINUM ALLOY ROLLING OIL ANTIFRICTION PROPERTIES BY ULTIMATE REDUCTION METHOD

Получение алюминиевых листов и лент в современных прокатных комплексах является высокотехнологичным и динамично развивающимся производством. Важным параметром, определяющим стабильность изготовления и качество алюминиевого листа, является коэффициент трения при горячей прокатке. Этот параметр влияет на усилие деформации, планшетность листа, качество его поверхности и текстуру металла. Поэтому вполне естественным является желание контролировать трение на всем протяжении горячей прокатки. При этом одинаково недопустимы как слишком высокий, так и слишком низкий коэффициенты трения. В первом случае возрастает риск появления различных видов брака [1, 2], а во-втором появляется вероятность несхватывания металла валками, что означает невозможность проведения прокатки [9].
Коэффициент трения во многом определяется антифрикционными свойствами прокатной смазки, которые в свою очередь зависят от её состава. На сегодняшний день основой для большинства смазок, использующихся при производстве алюминиевых листов и лент, являются низкоароматизированные минеральные масла (состав которых не менялся с 80-х годов прошлого века). Однако антифрикционные свойства определяются главным образом не основой, а различными присадками, которые сильно влияют на толщину и прочность смазочной пленки. Обычно в качестве присадок при прокатке алюминиевых сплавов используются эфиры и жирные кислоты. Установлено, что повышение их концентрации благотворно влияет на антифрикционные свойства смазки [3, 4]. В то же время для реального производителя простой констатации этого факта явно недостаточно, требуется прямая корреляция между коэффициентами трения и количеством той или иной присадки. Это поможет технологам понять, какой состав смазки оптимален для того или иного технологического процесса, и позволяет, с одной стороны избежать брака, а с другой стороны, исключить возможность незахвата металла валками.
Целью исследования является построение зависимости величины коэффициента трения от содержания эфиров и жирных кислот в прокатных жидкостях.
Обычно для определения антифрикционных свойств используется довольно простой тест на четырехшариковых машинах трения (ГОСТ 9490–75). Однако условия, создаваемые в испытательных машинах, сильно отличаются от тех, что имеют место в реальных процессах ОМД [5], а именно: отсутствует пластическая деформация, отличается характер соприкосновения и температурные условия, что существенно снижает достоверность исследований. Поэтому для решения задачи, поставленной в данном исследовании, необходимо воспользоваться иным подходом.
Для определения коэффициента трения будем применять метод предельного обжатия [6, 7]. Он позволяет проводить испытания с условиями, намного более близкими к производственным, чем тест на четырехвалковых машинах. Его суть состоит в прокатке на лабораторных станах металлических образов с разными обжатиями. Цель экспериментов ‒ определить обжатие, при котором для смазки того или иного состава будет происходить пробуксовка валков, и рассчитать для этого случая коэффициент трения. Этот коэффициент будет предельным для данной композиции смазки, и по нему можно будет судить о том, насколько её антифрикционные свойства подходят для того или иного технологического процесса.
Трение определяют из условия равновесия сил, действующих на заготовку, – в данном случае проекции на ось прокатки сил трения и реакции валка должны быть равны по абсолютной величине и противоположены по знаку. Данное уравнение баланса сил сводится к соотношению между углом захвата α и коэффициентом трения μ.
μ = tg(nα), (1)
где n – коэффициент, учитывающий угол приложения равнодействующей нормального давления.
Угол захвата α может быть легко определен по следующей формуле [9]:
 (2)
(2)
где Δh – предельное обжатие; D – диаметр рабочего валка являются известными величинами.
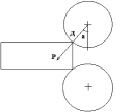
Как известно, равнодействующая сила в начале деформации совпадает с точкой соприкосновения металла и валка (рис. 1, а), однако по мере прохождения металла в валки точка её приложения смещается. Во многих расчетах для определения положения равнодействующей силы принимают допущение о том, что нормальные контактные напряжения одинаковы во всех точках очага деформации. Тогда положение равнодействующей будет определяться углом  , и таким образом n можно принять как 0,5.
, и таким образом n можно принять как 0,5.
Однако в реальности распределение контактных напряжений по валку гораздо сложнее, поэтому чаще всего n > 0,5. Так как данный параметр может серьезно влиять на точность расчета коэффициента трения, необходимо более точно определить n. Для этого был произведен численный расчет прокатки для нескольких типовых экспериментов (параметры которых будут описаны ниже) на лабораторных станах с разными величинами обжатий в программном комплексе Deform 2d (в качестве материала задавался сплав 3104, Al основа – Mg 1,4 % – Mn 1,3 %). Моделированием были получены распределения нормальных контактных напряжений, которые представлены в виде графиков распределения нормальных напряжений по очагу деформации (рис. 2). С помощью этих эпюр было легко найдено положение равнодействующей и установлено, что коэффициент n следует принять равным 0,75.
Напряжения даны в относительных единицах, которые определяются делением σn (нормальных напряжений) на σ0,2 (предел текучести ближайшего российского аналога сплава 3104 при данных термомеханических условиях прокатки [8]).
Для исследований использовались образцы с размерами h = 20 мм, b = 100 мм, l = 300 мм, которые прокатывались со смазками с разным содержанием жирных кислот и эфиров. Для каждой композиции смазки первый образец обжимался на 5 мм. Следующий образец прокатывался с обжатием на 2 мм, если происходила пробуксовка, производился подсчет коэффициента трения по формуле (2), если её не происходило, то прокатывался еще один образец с обжатием 5 + 2 + 2 мм и т.д.
Результаты приведены в таблице и графически на рис. 3.
 а
а
 б
б
 в
в
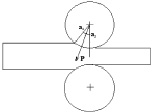
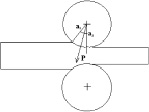
Рис. 1. Положение вектора равнодействующей силы нормальных контактных напряжений при прокатке: а – начало прокатки; б – идеальный случай прокатки ɑ1 = ɑ2; в – реальная картина ɑ1 > ɑ2, где P – вектор равнодействующей контактных нормальных напряжений, a – угол захвата, причем a = a2 + a1
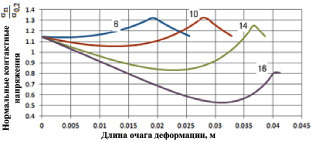
Рис. 2. Распределение нормальных контактных напряжений по длине очага деформации
Результаты экспериментов по определению коэффициента трения по предельному обжатию
|
№ п/п |
Жирные кислоты, % DOC |
Эфиры, % ESC |
Предельное обжатие |
Угол дуги контакта, рад |
Коэффициент трения |
|
1 |
4 |
5 |
10,0 |
17,4 |
0,22 |
|
2 |
4 |
8 |
10,0 |
17,4 |
0,22 |
|
3 |
4 |
11 |
8,5 |
16,0 |
0,202 |
|
4 |
4 |
15 |
7,5 |
15,0 |
0,189 |
|
5 |
5,5 |
5 |
6,0 |
13,5 |
0,17 |
|
6 |
5,5 |
8 |
5,5 |
12,8 |
0,161 |
|
7 |
5,5 |
11 |
5,0 |
12,3 |
0,155 |
|
8 |
5,5 |
15 |
3,5 |
10,3 |
0,129 |
|
9 |
7 |
5 |
2,5 |
8,6 |
0,108 |
|
10 |
7 |
8 |
3,0 |
9,6 |
0,12 |
|
11 |
7 |
11 |
1,5 |
6,7 |
0,084 |
|
12 |
7 |
15 |
1,0 |
5,6 |
0,07 |
|
13 |
8,5 |
5 |
1,0 |
5,4 |
0,068 |
|
14 |
8,5 |
8 |
1,0 |
5,4 |
0,068 |
|
15 |
8,5 |
11 |
1,0 |
5,4 |
0,068 |
|
16 |
8,5 |
15 |
1,0 |
5,4 |
0,068 |
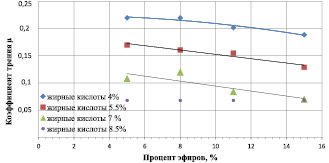
Рис. 3. График зависимости коэффициента трения от содержания эфиров и кислот
Как и ожидалось, повышение количества эфиров и жирных кислот снижает коэффициент трения. В обоих случаях (эфиры, кислоты) наблюдается практически линейная зависимость. Такая картина вполне соответствует ожиданию. Гораздо важнее, однако, возможность достаточно точно определить коэффициент трения в зависимости от конкретного состава смазок. Например, в последней клети непрерывной группы горячего проката коэффициент трения должен быть не меньше 0,1. Поэтому для этого случая количество жирных кислот должно быть не более 6 %, в то же время количество эфиров можно повышать практически до 15 %. Таким образом, зная предельно необходимый коэффициент трения для данных технологических условий, можно легко подобрать нужную композицию смазок.
Выводы
1. С помощью метода предельного обжатия проведено изучение антифрикционных свойств смазок при горячей прокатке на лабораторном стане.
2. Эксперимент позволил связать значение коэффициента трения от содержания эфиров и жирных кислот в прокатной смазке. Данная зависимость имеет практически линейный характер и легко позволяет определить оптимальную химическую композицию смазки для того или иного технологического процесса.
Рецензенты:
Гречников Ф.В., д.т.н., ФГБУН «Самарский научный центр» Российской академии наук, г. Самара;
Попов И.П., д.т.н., профессор, заместитель заведующего кафедрой ОМД СГАУ, ФГАОУ ВО «Самарский государственный аэрокосмический университет имени академика С.П. Королёва (национальный исследовательский университет)», г. Самара.
Работа поступила в редакцию 09.02.2015.
Библиографическая ссылка
Арышенский Е.В., Яшин В.В., Латушкин И.А., Баев А.В. ИССЛЕДОВАНИЕ АНТИФРИКЦИОННЫХ СВОЙСТВ ПРОКАТНОЙ СМАЗКИ ДЛЯ АЛЮМИНИЕВЫХ СПЛАВОВ МЕТОДОМ ПРЕДЕЛЬНОГО ОБЖАТИЯ // Фундаментальные исследования. 2015. № 3. С. 15-18;URL: https://fundamental-research.ru/en/article/view?id=37076 (дата обращения: 05.06.2026).