STUDYING OF INFLUENCE OF STRUCTURE INORGANIC FILLER ON PHYSICAL AND CHEMICAL PROPERTIES POLYMERIC COMPOSITE MATERIAL
1
Ershova O.V. 1, Mullina E.R. 1, Chuprova L.V. 1, Mishurina O.A. 1, Bodyan L.A. 1
1 Nosov Magnitogorsk State Technical University
As a result of the research the authors obtained talc-filled and chalk-filled compositions on the basis of secondary high-pressure polyethylene with various filler concentrations. The research group carried out experiments to study the influence of fine particulates of the filler on the melt flow index, mechanical strength, basic substance density and on chemical stability. It was found that the chalk-filled material had the highest melt flow index, which indicates to easiness of filler particles distribution and better workability of this material. The talc-filled high-pressure polyethylene is characterized by high strength, high thermal and chemical stability and provides better surface quality of the finished product. As a result of the research work it was proved that the introduction of mineral fine powder into the matrix of secondary high-pressure polyethylene improves mechanical properties of the material, makes it harder, reduces its shrinkage and makes the finished product cheaper. It is noted that taking into account the purpose of composite polymer materials, operating conditions and in order to save up the expensive raw materials one can change percentage composition of initial material and manufacture products with different mechanical properties, colors and other performance properties.
secondary high-pressure polyethylene
mineral fine inorganic filler
talc
chalk
polymer composite materials
talc-filled compositions
chalk-filled compositions.
1. Barashkov N.N. Polymeric composites: receiving, properties, application – M.: Science, 1984. – 128 р.
2. Volkov A.M., Ryzhikovа I.G., Agafonovа A.I., Dneprovsky S.N. Mineralonapolnennye of polypropylene composition. Possibilities of improvement of properties small additives of polymeric kompatibilizator //Plastics. – 2004. – no 5. – pр. 22–26.
3. Yershova O.V., Katyushenko O.M., Kolyada L.G. Definition of an indicator of fluidity of fusion of polymers: Methodical instructions to laboratory work on disciplines «Production of polymeric packing materials» and «Chemistry and physics of polymers» – Magnitogorsk: MGTU, 2006. – 8 р.
4. Yershova O.V., Chuprova L.V., Mullina E.R., Mishurina O.V. Research of dependence of properties of wood and polymeric composites on a chemical composition of a matrix//Modern problems of science and education. – 2014. – no 2; URL: www.science-education.ru/116-12363 (date of the address: 20.11.2014).
5. Makarov V.G., Pomeshikov V.I., Sinelnikov R.M. Properties of the polypropylene filled with talc // Plastics. – 2000. – no 12. – pр. 32–34.
6. Chuprova L.V., Mullina E.R. Technological characteristics of packaging manufacture from secondary polyethylene terephthalate / L.V. Chuprova, E.R. Mullina // Young scientist. 2013. no 5. pp. 123–125.
7. Chuprova L.V., Mullina E.R., Mishurina O.V., Yershova O.V. Research of possibility of receiving composite materials on the basis of secondary polymers//Modern problems of science and education. – 2014. – no 4; URL: www.science-education.ru/118-14200 (date of the address: 05.11.2014).
Среди современных проблем, стоящих перед мировым сообществом, наиболее актуальной является проблема ухудшения качества среды обитания человека, которая связана с устойчивым ростом промышленного производства и увеличением количества твердых бытовых и промышленных отходов.
Полимерные отходы занимают одно из первых мест в составе твердых бытовых отходов, по объему образования отходов они уступают отходам из бумаги и картона, но по ежегодному приросту опережают на 4 % [6, 7].
Особенностью полимерных отходов является то, что они устойчивы к агрессивным средам, не гниют, не разлагаются, процессы деструкции в естественных условиях протекают достаточно медленно. Высокая стойкость полимерных отходов к внешней среде и постоянно уменьшающиеся ресурсы традиционного сырья, в частности, снижение запасов и повышение стоимости нефти и газа, вынуждают к повторному использованию полимерных отходов.
Самым эффективным способом утилизации отходов полимерных материалов является их вторичная переработка. Возможность использования полимерных отходов для повторного производства ограничивается их нестабильными и худшими по сравнению с исходными полимерами механическими свойствами, поэтому необходимо модифицировать полимерные отходы. Одним из способов модификации полимеров является смешивание их с другими
полимерами, т.е. создание полимерных композиций [4].
Одной из главных целей использования наполнителей является снижение стоимости полимерных материалов. Именно эта цель определяет в решающей степени тот большой интерес к наполнителям и наполненным системам, который проявляется в последнее время. Большое значение имеет также способность наполнителей придавать новые свойства полимерным материалам по сравнению с неналолненными [5].
Наполненный полипропилен (ПП) и полиэтилен (ПЭ) занимают одно из первых мест среди наполненных термопластов. По сравнению со стирольными пластиками полипропилен при введении наполнителя в меньшей степени становится хрупким. Благодаря низкой плотности матрицы наполненный полиэтилен высокого давления (ПЭВД) тяжелее ненаполненного поливинилхлорида (ПВХ) и наполненного полипропилена. Однако наиболее важным фактором является возможность путем наполнения перевести ПЭ в группу инженерных пластиков. Тальк благодаря пластинчатой форме частиц, потенциально является усиливающим наполнителем.
К достоинствам минералонаполненного ПЭ можно отнести повышенную жесткость, сопротивление ползучести при повышенных температурах, улучшенную формуемость и снижение усадки при формовании. Введение минерального наполнителя снижает себестоимость изделий [2]. Однако достижение максимальной технико-экономической эффективности возможно только при создании композиции оптимального состава.
Наполненные полимеры представляют собой коллоидные дисперсные системы. Свойства этих систем определяются природой наполнителя, полимерной матрицы, а также процессами взаимодействия на границе раздела полимер – наполнитель [1]. Указанные процессы могут регулироваться с помощью веществ – модификаторов (компатибилизаторов). Для предотвращения агрегации частиц наполнителя и создания прочной связи между наполнителем и полимерной матрицей широко используются модифицирующие добавки [5]. Модифицирование позволяет повысить содержание наполнителя в полимерной матрице, что в ряде случаев способствует удешевлению изделий, улучшению качества композиции и обеспечивает менее жесткие режимы ее переработки.
Исследование проводилось с целью изучения влияния состава неорганического наполнителя на физико-химические свойства получаемых композиций с полимером на основе вторичного полиэтилена высокого давления (ПЭВД).
Для достижения поставленной цели выполнено экспериментальное определение влияния тонкодисперсных частиц наполнителя на показатель текучести расплава, плотность исходного материала и химическую стойкость.
Объектами исследования являются тальконаполненные и мелонаполненные композиции на основе вторичного полиэтилена высокого давления с концентрацией наполнителя 25 %, 50 % и 75 %.
Композиции на основе вторичного ПЭВД изготавливались на одношнековом экструдере. Для облегчения переработки и предотвращения деструкции в композицию вводили 0,25 % термостабилизатора и смазки.
Материалы и методы исследования
Проведены исследования физико-химических свойств полученных композитов: показатель текучести расплава, плотность и стойкость к действию химических сред.
Методики эксперимента
|
Определяемая
характеристика
|
Нормативный документ
|
Название
методики
|
|
Оценка реологических свойств полимеров и композитов на их основе
|
ГОСТ 11645-73
Пластмассы. Метод определения показателя текучести расплава термопластов
|
Метод определения показателя текучести расплава термопластов
|
|
Плотность
|
ASTM D 792
«Стандартный метод измерения плотности и удельной массы пластмасс с помощью вытеснения»
|
Определение плотности исследуемых образцов
|
|
Стойкость к действию химических сред
|
ГОСТ 12020 – 72
Пластмассы. Методы определения стойкости к действию химических сред.
|
Определение стойкости полимерной композиции к действию химических сред
|
1
Для определения вышеперечисленных свойств использовались методики, представленные в таблице.
Результаты исследования
и их обсуждение
Химическая стойкость. Для реализации своих основных функций полимерные изделия должны иметь высокие барьерные свойства, то есть обладать достаточной механической прочностью, герметичностью, химической стойкостью, иметь оптимальные показатели проницаемости по отношению к различным средам (химической стойкостью).
Под химической стойкостью материала относительно конкретной среды понимается отсутствие набухания полимерного материала в контактирующей среде, а также стабильность свойства материала под действием этой среды. Изменение физико-химических и механических свойств материала под действием агрессивной среды может привести к разрушению изделия: растрескиванию, потере формоустойчивости, герметичности, то есть к преждевременному износу.
Химическую стойкость определяли по увеличению (или уменьшению) массы образца, погруженного в одну из указанных жидкостей (этиловый спирт, бензин, моторное масло, концентрированные кислоты: соляная, серная, плавиковая) на 1 сутки, 7 суток при комнатной температуре, и выражали в процентах. Через 24 часа образцы пинцетом вытягивали из банок, вытирали досуха фильтровальной бумагой и взвешивали на аналитических весах с точностью взвешивания 0,00005 г. Время с момента извлечения образца из жидкости до момента взвешивания не превышало 5 минут (по ГОСТу). Изменение массы образца выразили в процентах. В случае увеличения массы образца после испытания расчет проводили по формуле (1)
 , (1)
, (1)
где X – спирто-, бензо-, маслостойкость, стойкость к агрессивным средам, %;
a – масса образца до испытания, г;
b – масса образца после испытания, г.
Результаты эксперимента показали, что водопоглощение за 24 часа вторичного ПЭВД по мере увеличения содержания мела (от 25 % до 75 %) было незначительным и составило около 0,0218 %. В случае с тальконаполненной композицией набухания материала не наблюдалось.
Композиционный материал, наполнителем которого является мел-50 %, считается наиболее стойким ко всем средам по сравнению с вторичным ПЭВД, где концентрация наполнителя 75 %.
Тальконаполненная композиция с большей концентрацией порошка в растворе плавиковой кислоты подверглась большему набуханию. Это свидетельствует о том, что в данной среде исследуемый материал подвержен большей деструкции.
На основании проведенных исследований и полученных данных можно сделать вывод, что по мере увеличения содержания мела и талька (от 25 % до 75 %) химическая стойкость композиций ухудшается, но незначительно. Так как полученные данные стойкости композитов слишком малы, то можно сказать, что они инертны к действию воды, спиртов, бензина и кислот. Но не рекомендуется длительное воздействие на минералонаполненный композиционный материал плавиковой и соляной кислот, которые могут увеличивать скорость деструкции материала.
Плотность. Пластические массы сравнительно легкие материалы. Их плотность находится в пределах от 0,9 (ПП) до 2,35 г/мл
(фторопласты). Большинство полимеров легче металлов в 5–6 раз.
Для быстрого определения плотности полимерного материала применяют экспресс-метод. Этот метод используют на производстве.
Для проведения экспресс-испытаний были приготовлены растворы с плотностью 0,9; 0,95 г/мл (водно-спиртовые растворы) и 1,05; 1,10; 1,15; 1,20 г/мл (водные растворы хлорида кальция или хлористого цинка).
Вычисление плотности раствора проводили по формуле (2)
 , (2)
, (2)
где ρраствора – плотность раствора г/мл;
Мраствора – масса раствора, г;
Vраствора – объем раствора, мл.
Результаты определения плотности мелонаполненной и тальконаполненной композиций представлены рис. 1.
Плотность тальконаполненной и мелонаполненной композиций на основе вторичного ПЭВД возрастает с увеличением содержания минерального наполнителя.
Таким образом, на основании полученных значений плотности композиционных материалов, можно сделать вывод о значительном влиянии минеральных наполнителей на свойства полимерного материала. Увеличение плотности исследуемых материалов объясняется большой плотнос-
тью дисперсных порошков мела и талька,
2540–2600 кг/м3 и 2700–2800 кг/м3 соответственно, по сравнению с плотностью ПЭВД – 900–930 кг/м3.
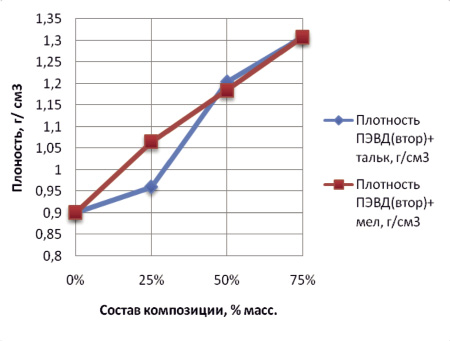
Рис. 1. Зависимость плотности минералонаполненных композиций
вторичного ПЭВД от содержания наполнителя
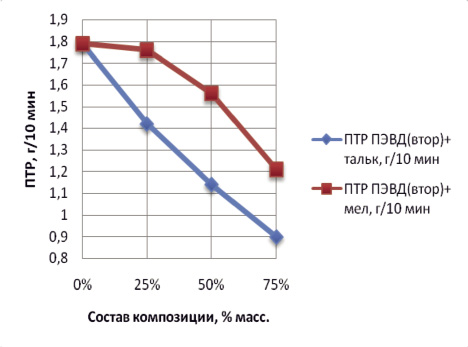
Рис.2. Зависимость показателя текучести расплава минералонаполненных
композиций вторичного ПЭВД от содержания наполнителя
Реологические свойства. Реологические свойства отражают особенности течения и деформации полимеров, характеризуемых структурной вязкостью среды.
Оценка перерабатываемости полимерного материала (его технологичность) включает комплекс показателей его реологических свойств, основным из которых является показатель текучести расплава (ПТР) [3].
Показатель текучести расплава является параметром, определяющим выбор способа переработки термопласта. При ПТР < 2,5 – экструзия; ПТР от 2,5 до 4 – экструзия с раздувом, ПТР 3 и более – литье под давлением. Метод оценки показателя текучести расплава стандартизован
ГОСТ 11645, которому соответствует европейский стандарт ISO 1133-76 [20]. ПТР определяют на приборе ИИРТ – 5, схема которого представлена на рис. 2.
Показатель текучести расплава (ПТР) – это количество материала, которое вытекает из капилляра стандартных размеров при определенной температуре и нагрузке за 10 минут. ПТР определяется по формуле 3.
 , (3)
, (3)
где m – средняя масса экструдированных отрезков, г;
t – интервал времени между двумя последовательными отсечениями, с.
Зависимость показателя текучести расплава минералонаполненного полимера представлена на рис. 2.
Из рис. 2 видно, что показатель текучести расплава композиций уменьшается с увеличением содержания наполнителя, что не значительно влияет на способ переработки исследуемого материала.
Особенно резкое снижение ПТР в случае с тальком, что можно объяснить невысокой совместимостью поверхности частиц талька с расплавом вторичного ПЭВД по сравнению с частицами мела. Решением данной проблемы является использование поверхностно-активных веществ, облегчающих смачивание частиц талька расплавом вторичного ПЭВД.
Можно сделать вывод, что мелонаполненный материал имеет наибольший показатель текучести расплава без введения компатибилизатора, что говорит о легкости распределения частиц наполнителя в полимере и о лучшей технологичности этого материала.
Заключение
На основании полученных данных был сделан вывод, что оптимальной по составу является минералонаполненная композиция с концентрацией наполнителя 50 %. Такая композиция не требует особых режимов переработки и дополнительного введения модификаторов, имеет более высокий экономический эффект по сравнению с композициями, в которых концентрация талька и мела 25 %.
Рецензенты
Бигеев В.А., д.т.н., профессор, директор института металлургии, машиностроения и металлообработки, ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова», г. Магнитогорск;
Стеблянко В.Л., д.т.н., профессор, ФГБОУ ВПО «Магнитогорский государственный технический университет
им. Г.И. Носова», г. Магнитогорск.
Работа поступила в редакцию 16.12.2014.
Библиографическая ссылка
Ершова О.В., Муллина Э.Р., Чупрова Л.В., Мишурина О.А., Бодьян Л.А. ИЗУЧЕНИЕ ВЛИЯНИЯ СОСТАВА НЕОРГАНИЧЕСКОГО НАПОЛНИТЕЛЯ НА ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА // Фундаментальные исследования. 2014. № 12-3.
С. 487-491;
URL:
https://fundamental-research.ru/en/article/view?id=36135 (дата обращения: 07.07.2026).



