


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
BY THE DEFINITION OF OPTIMAL FORM OF AN ANNULAR GROOVES ON THE END FACE BANDAGES AT THEIR RECONSTRUCTION

Бандажи вращающихся цементных печей плавающего типа(«П») в настоящее время заменяют на более надежные – вварного типа(«В»). Однако выпускаемые промышленностью бандажи типа «В» менее технологичны в изготовлении, имеют более сложную конструкцию, поэтому оказываются на порядок дороже по сравнению с бандажами типа «П» [1, 2]. На кафедре технологии машиностроения БГТУ им. В.Г. Шухова разработана технология, предполагающая реконструкцию бандажей типа «П» в тип «В» непосредственно на месте их эксплуатации с использованием мобильных технологий [3–7] и оборудования [8–11]. Проведение таких работ позволит существенно снизить затраты по замене бандажей, повысит надежность и ресурс их работы. Предложено на торцевых поверхностях бандажей выполнять специальные фасонные кольцевые проточки и таким образом формировать закрылок для последующего соединения с корпусом печи при помощи сварки . Такие фасонные канавки должны, с одной стороны, обеспечивать условия равномерного распределения напряжений, возникающих от действия массы печи при эксплуатации и, с другой стороны, обеспечивать удобство проведения последующих работ по сборке бандажа с обечайками. С целью поисковых исследований по предварительному выбору формы и расположения канавок было рассмотрено 4 варианта их изготовления (рис. 1). Моделирование напряженно-деформированного состояния конструкции бандажа проводилось в CAD/CAE – системе Solid Works с встроенным пакетом конечно-элементарного анализа Solid Works Simulation. Исходная модель включает в себя бандаж и два элемента корпуса печи, соединенные сваркой (рис. 2). В качестве кинематических граничных условий назначалась фиксированная геометрия на торцах корпуса печи. В качестве статических граничных условий назначены действие сил на гранях и в зонах контакта бандажа с опорными роликами, имитирующие действие силы тяжести вращающейся печи. Размер таких граней может быть вычислен по формулам [15]:
 ,
,  ,
,
где a – половина ширины грани, мм; S = 2000*a – площадь грани, мм2; F = 280000 H – действующая на грань сила (ее значение определяем, исходя из массы бандажа: m = 56000 кг); R1 = 3050 мм – радиус бандажа; R2 = 1700 мм – радиус ролика; E = 206000 Н/мм2 – модуль упругости материала Сталь 35. При расчете по вышеуказанной формуле получим a = 1,2 мм.
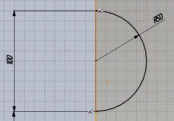
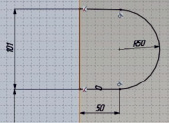
а) б)
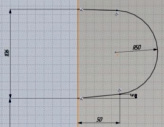
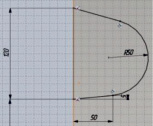
в) г)
Рис. 1. Варианты формы канавки, задаваемые при поисковых исследованиях
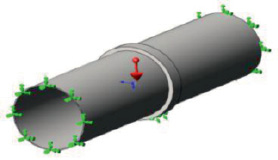
Рис. 2. Исходная модель бандажа с приложенными граничными условиями
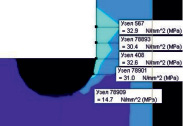
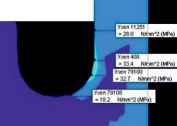
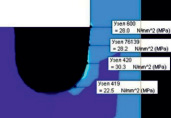
Для упрощения условий решения задачи исследование проводилось в радиальном сечении и дополнительно назначалась фиксированная геометрия на гранях в направлении, перпендикулярном секущей плоскости. Результаты моделирования представлены на рис. 3, где показано напряженно-деформированное состояние бандажа, в зоне соединения с обечайками, и распределение возникающих напряжений для различных вариантов форм канавки, с приведенными численными значениями напряжений в некоторых узлах бандажа.
а) б)
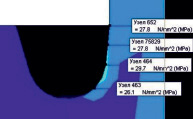
в) г)
Рис. 3. Числовые значения напряжений в отдельных узлах модели и их распределение
Для вариантов канавок а, б, в – величина напряжений в месте их концентрации составляет 30–33 МПа. Для варианта г – величина напряжений составляет 28–30 МПа. Таким образом, выполнение верхней и нижней граней канавки наклонными способствует уменьшению величины напряжений и более равномерному их распределению. Следовательно, такая форма канавки может быть выбрана в качестве исходной, для последующей оптимизации. Для определения оптимальных параметров кольцевой проточки была проведена оптимизация с использованием последовательного симплексного метода (рис. 4).

Рис. 4. Движение симплекса при оптимизации формы кольцевых фасонных проточек
В качестве варьируемых факторов были выбраны: глубина расположения радиуса кольцевой проточки  и величина угла наклона внутренней грани закрылка –
и величина угла наклона внутренней грани закрылка –  . В качестве целевой функции (функции отклика) была выбрана Jn – величина напряжения, возникающая в зоне перехода закрылка в основное тело бандажа. Учитывалась также и неравномерность распределения напряжений, возникающих по длине поверхности закрылка. Вычисление координат новых точек симплексов при их движении определялось по следующим зависимостям [16]:
. В качестве целевой функции (функции отклика) была выбрана Jn – величина напряжения, возникающая в зоне перехода закрылка в основное тело бандажа. Учитывалась также и неравномерность распределения напряжений, возникающих по длине поверхности закрылка. Вычисление координат новых точек симплексов при их движении определялось по следующим зависимостям [16]:
 ,
,
 ,
,
где k – число варьируемых факторов;  ,
,  – координаты наихудшей точки симплекса соответственно в кодированном и натуральном видах.
– координаты наихудшей точки симплекса соответственно в кодированном и натуральном видах.
Значения исходного симплекса, а также значения варьируемых параметров в кодированном и натуральном видах, а также значения целевой функции, полученные при моделировании, представлены в табл. 1.
Значения варьируемых факторов и целевой функции
|
№ симплекса |
Точки симплекса |
x1 |
x2 |
|
|
Jn, мПа |
|
1 |
z1 z2 z3 |
0 +2 +1 |
0 0 +1,73 |
0 20 10 |
0 0 1,73 |
32,9 32,5 31,2 |
|
2 |
z2, z3, z4 |
+3 |
+1,73 |
30 |
1,73 |
30,9 |
|
3 |
z3, z4, z5 |
+2 |
+3,46 |
20 |
3,46 |
30,8 |
|
4 |
z4, z5, z6 |
+4 |
+3,46 |
40 |
3,46 |
30,1 |
|
5 |
z4, z6, z7 |
+5 |
+1,73 |
50 |
1,73 |
30,3 |
|
6 |
z6, z7, z8 |
+6 |
+3,46 |
60 |
3,46 |
30,2 |
|
7 |
z6, z8, z9 |
+5 |
+5,19 |
50 |
5,19 |
29,9 |
 , мм
, мм
 , град
, град
Анализ данных показывает, что оптимальными значениями варьируемых параметров являются значения, соответствующие точке симплекса z9 , т.е. глубине расположения радиуса кольцевой проточки. Она должна составлять не более 50 мм, а угол наклона внутренней грани закрылка должен составлять примерно 5,2 °. Процесс оптимизации осуществлялся для бандажа ∅6100 мм и полученные оптимальные значения целесообразно задать в пропорции от геометрических параметров самого бандажа (рис. 5).
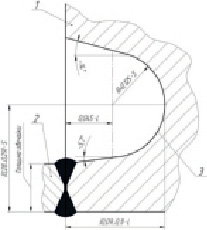
Рис. 5. Оптимальная форма фасонной кольцевой проточки на торцевой поверхности бандажа, где L – длина бандажа; S – толщина бандажа
Для последующей сборки бандаж 1 вращающейся печи и элементы кольцевых обечаек 2, устанавливают на специальный стенд (рис. 6), осуществляют выверку их взаимного расположения и последующую сварку. Собранный таким образом бандаж в дальнейшем устанавливают на опору печи и сваривают с корпусом печи. Таким образом, бандаж плавающего типа без какой-либо транспортировки на специализированные машиностроительные предприятия реконструирован во вварной тип, что при минимальных затратах позволяет существенно повысить его качество.

Рис. 6. Бандаж с кольцевыми обечайками на специальном стенде для их сварки
Рецензенты:Шарапов Р.Р., д.т.н., профессор, заведующий кафедрой «Подъемно-транспортные и дорожные машины», БГТУ им. В.Г. Шухова, г. Белгород;
Пастухов А.Г., д.т.н., профессор, заведующий кафедрой общетехнических дисциплин, ФГБОУ ВПО Белгородской государственной сельскохозяйственной академии им. В.Я. Горина, пос. Майский.
Работа поступила в редакцию 05.12.2014.
Библиографическая ссылка
Щетинин Н.А., Шрубченко И.В., Богданов В.С., Мурыгина Л.В., Гончаров М.С. К ОПРЕДЕЛЕНИЮ ОПТИМАЛЬНОЙ ФОРМЫ КОЛЬЦЕВЫХ ПРОТОЧЕК НА ТОРЦАХ БАНДАЖЕЙ ПРИ ИХ РЕКОНСТРУКЦИИ // Фундаментальные исследования. 2014. № 12-1. С. 85-89;URL: https://fundamental-research.ru/en/article/view?id=36074 (дата обращения: 22.06.2026).