


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
STUDY ON THE FORMATION PROCESSES OF QUALITY METAL PRODUCTS RESPONSIBLE FOR REDISTRIBUTION, STEEL-ROLLING

Одной из основных тенденций современного этапа развития черной металлургии является переход от массового производства металлопродукции из сталей рядового сортамента к производству металлопроката из качественных и высококачественных сталей ответственного назначения. Повышенные требования к характеристикам металлопродукции ответственного и специального назначения обуславливают увеличение доли продукции несоответствующего качества (брака) и, как следствие, к повышению себестоимости производства проката. При этом анализ работы большинства металлургических заводов и комбинатов показывает, что основной причиной получения брака является наличие поверхностных дефектов, из которых наибольшую долю составляют дефекты сталеплавильного происхождения [3]. В частности, на ОАО «ЕВРАЗ ЗСМК» отбраковка проката из качественных конструкционных сталей для холодной высадки (стали марки 08кп, 10кп, 15кп, 20кп, Ст10, Ст20) составляет 10–20 % [4], при этом основную долю в структуре брака занимают поверхностные дефекты сталеплавильного происхождения (рис. 1).
Технология производства металлопродукции рассматриваемого сортамента на ОАО «ЕВРАЗ ЗСМК» включает в себя выплавку стали в кислородных конвертерах с последующей обработкой на установках доводки металла и разливкой в изложницы, нагрев и прокатку полученных слитков в обжимном цехе и затем нагрев и прокатку заготовок на сортовых станах. Таким образом, образование поверхностных дефектов возможно на трех стадиях: в кислородно-конвертерном цехе на слитках, в обжимном цехе на заготовках и на сортопрокатных станах на готовом прокате. Анализ структуры дефектов показал, что наиболее распространенными для рассматриваемого сортамента дефектами сталеплавильного происхождения являются трещины.
С целью выявления характера и степени влияния технологических параметров производства стали на образование трещин в условиях кислородно-конвертерного цеха № 1 ОАО «ЕВРАЗ ЗСМК» проведены исследования методом пассивного эксперимента. С использованием методики множественного регрессионного анализа исследовали влияние следующих технологических параметров выплавки стали: удельный расход чугуна в металлозавалке, доля оборотного лома в общем количестве используемого металлического лома, химический состав стали на выпуске (содержание углерода, серы, фосфора, меди, азота), параметры шлака (основность и окисленность), температура выпуска стали.
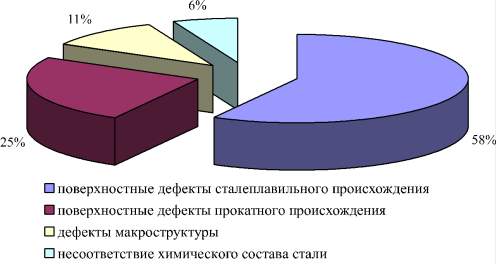
Рис. 1. Структура брака при производстве проката из конструкционных качественных сталей на ОАО «ЕВРАЗ ЗСМК»
В результате получено уравнение регрессии в натуральном масштабе со значащими коэффициентами:
 (1)
(1)
где Ч – удельный расход чугуна, кг/т; Cu – содержание меди в готовой стали, %; N – содержание азота в готовой стали, %; Осн – основность шлака.
Установлено, что повышение доли чугуна в металлозавалке положительно сказывается на качестве поверхности проката, а повышение содержания меди и азота в готовой стали и повышение основности шлака в рассматриваемом диапазоне изменения увеличивают количество дефектов на поверхности проката (рис. 2).
Положительное влияние увеличения удельного расхода чугуна на качество поверхности заготовок, очевидно, связано с меньшей концентрацией в нем относительно металлического лома примесей цветных металлов. Существующие методы контроля и приборная база ОАО «ЕВРАЗ ЗСМК» не позволяют с достаточной степенью точности фиксировать в технологическом потоке содержание в стали таких элементов, как мышьяк, олово, свинец, висмут, цинк. При этом по имеющимся литературным данным повышение концентрации перечисленных элементов в стали даже при незначительном их абсолютном содержании (тысячные и десятитысячные доли процента) оказывает значительное влияние на увеличение количества поверхностных трещин на слитках, заготовках и готовом прокате. Так, по результатам промышленных экспериментов на комбинате «Азовсталь» [6] установлены следующие максимально допустимые концентрации элементов: Pb ≤ 0,0004 %, Sb ≤ 0,0003 %, Sn ≤ 0,0006 %, Zn ≤ 0,0030 %, Bi ≤ 0,0003 % (суммарная концентрация – 0,0046 %). Соблюдение указанных требований по данным авторов позволяет минимизировать уровень отсортировки проката по дефектам поверхности.
Отрицательное влияние указанных примесей цветных металлов связывают, прежде всего, с их низкой температурой плавления, склонностью к ликвации в междендритных пространствах и к диффузии в поверхностные слои отливок.
Поскольку, как было отмечено выше, концентрация примесных цветных металлов в готовой стали напрямую зависит от соотношения чугуна и лома в металлической шихте, то удельный расход чугуна в данном случае выступает в роли показателя, характеризующего совокупное влияние примесей цветных металлов на качество стали.
а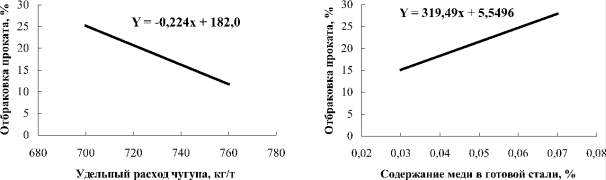 б
б
 г
г
Рис. 2. Влияние металлургических факторов на отбраковку проката из конструкционных качественных сталей по поверхностным дефектам: а – удельного расхода чугуна в металлошихте; б – содержания меди в готовой стали; в – содержания азота в готовой стали; г – основности шлака
В отличие от вышеперечисленных элементов (мышьяк, олово, свинец, висмут, цинк) фиксируемые абсолютные значения концентрации меди в готовой стали в существующем диапазоне их изменения позволили установить отрицательное влияние данного элемента на качество поверхности заготовок. Механизм отрицательного влияния меди на качество поверхности заготовок заключается в следующем. При кристаллизации медь, как и другие примеси цветных металлов, имеет свойство концентрироваться в межзеренном пространстве. Низкая температура плавления меди (1083 °С) вызывает красноломкость стали при горячей деформации. Ситуация усугубляется склонностью меди к диффузии, что приводит к значительному увеличению ее концентрации в приповерхностных слоях, тем самым увеличивая риск образования трещин на поверхности заготовок при прокатке. Известно, что основным источником поступления меди в сталь является металлический лом. Таким образом, использование лома, минимально загрязненного медью, позволит значительно снизить концентрацию данного элемента в готовой стали.
Отрицательное влияние азота на качество поверхности заготовок связано с таким явлением, как охрупчивание стали. При этом механизм данного явления зависит от формы существования азота в стали. При отсутствии в стали в значительном количестве нитридообразующих элементов (Ti, Al, Zr, V), азот присутствует в виде твердого раствора. В процессе затвердевания стали после образования α-Fe начинается выделение азота из раствора в виде включений нитридов железа (Fe2N, Fe4N, Fe8N). Это выделение может продолжаться длительное время после охлаждения, и, так как оно происходит в основном при низкой температуре, выделившиеся дисперсные включения нитридов железа располагаются по кристаллографическим плоскостям и, препятствуя перемещению дислокаций, вызывают охрупчивание металла.
Содержание азота в готовой стали определяется его концентрацией в исходной металлошихте и приростом его содержания по ходу процессов выплавки, внепечной обработки и разливки стали. По данным множества исследований наиболее значительный прирост содержания азота наблюдается при использовании азота для продувки металла в сталеразливочном ковше на установках внепечной обработки.
Проведенными исследованиями влияния параметров продувки стали азотом при внепечной обработке на содержание азота в готовой стали установлено, что увеличение времени продувки и расхода азота приводит к пропорциональному увеличению концентрации азота в металле, а повышение температуры расплава, обрабатываемого азотом, приводит к увеличению концентрации данного элемента в стали. Влияние температуры расплава на прирост содержания азота в стали связано с изменением растворимости азота.
В соответствии с уравнением изобары Вант-Гоффа зависимость растворимости газа S от температуры может определяться следующим уравнением:
 (2)
(2)
где C – постоянная интегрированная; ΔHS – изменение энтальпии при растворении и образовании раствора данного газа; R – универсальная газовая постоянная; T – температура.
Эндотермичность процесса объясняется тем, что расходуется энергия на разрыв связи между атомами в молекуле газа. Температурная зависимость константы растворения газов в жидком железе изучена многими исследователями. Наиболее новые данные удовлетворительно описываются уравнением
lgN2 = (–770/Т) – 0,95, (3)
где Т – температура расплава, К.
Таким образом, можно констатировать, что интенсивность насыщения металла азотом и, как следствие, его концентрация в готовой стали в значительной степени определяется параметрами продувки (временем продувки и расходом газа), а также температурой обрабатываемого расплава. Следует отметить, что полученные результаты согласуются с данными других исследователей [1].
Влияние изменения основности шлака в рассматриваемых пределах на отсортировку проката по дефектам поверхности обусловлено снижением ассимилирующей способности шлака и, как следствие, повышением загрязненности стали неметаллическими включениями при избыточно высокой основности.
На основании полученных данных разработаны рекомендации по совершенствованию технологии производства стали качественных конструкционных марок в кислородно-конвертерном цехе № 1 ОАО «ЕВРАЗ ЗСМК»: удельный расход чугуна в металлозавалке поддерживать в пределах не менее 730 кг/т; использовать оборотный (собственный) металлический лом взамен закупаемого амортизационного лома; рассмотреть возможность замены азота на аргон при внепечной обработке стали на установках доводки металла; основность шлака при выплавке стали поддерживать в пределах не более 3,0. Внедрение указанных рекомендаций в производство позволило снизить отбраковку проката по дефектам поверхности на 5 %.
Как было показано выше (рис. 1), в структуре отбраковки при производстве проката из конструкционных качественных сталей на ОАО «ЕВРАЗ ЗСМК» значительную долю занимают поверхностные дефекты прокатного происхождения, из которых наиболее распространенными являются рванины (волосовины). Анализ литературных данных показал, что причиной возникновения таких дефектов является выход на поверхность подкорковых пузырей при избыточно длительном нахождении нагреваемых слитков при высокой температуре. После деформации в прокатных клетях рванины идентифицируются в виде вытянутых в направлении прокатки надрезов.
Для определения характера и степени влияния температурно-временных параметров нагрева слитков на качество поверхности проката провели исследования методом пассивного эксперимента с использованием данных паспортов плавок текущего производства. В результате получено уравнение регрессии в натуральном масштабе со значащими коэффициентами:
 (4)
(4)
где TНАГР – длительность нагрева, мин; TЗВ – время задержки в выдаче слитков.
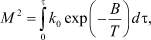
Установлено, что повышение продолжительности нагрева слитков, а также увеличение длительности задержки в выдаче слитков относительно графика приводит к ухудшению качества поверхности проката (рис. 3).
Влияние времени нагрева слитков на качество поверхности заготовок объясняется тем, что с увеличением длительности нахождения слитков при высокой температуре повышается угар металла и соответственно увеличивается риск выхода на поверхность расположенных под корочкой плотного металла сотовых пузырей. Окисление поверхности пузырей при контакте с атмосферой нагревательных колодцев исключает возможность их заваривания в процессе дальнейшей деформации.
а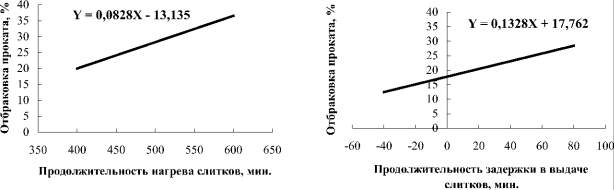 б
б
Рис. 3. Влияние продолжительности нагрева слитков (а) и продолжительности задержки в выдаче слитков относительно графика (б) на отбраковку проката
Для иллюстрации изменения угара поверхностных слоев отливок в рассматриваемом диапазоне продолжительности нагрева слитков (390–485 мин) провели расчет с использованием уравнения В.И. Губинского [2]:
у = 0,75М, (5)
где М – удельная масса окалины, кг/м2.
 (6)
(6)
где B = 1800 К – постоянная; k0 – эмпирический коэффициент.
По полученным данным увеличение угара составляет 1,24 раза (с 21 до 26 кг/м2).
Влияние продолжительности задержки в выдаче слитков на качество поверхности проката объясняется аналогично влиянию продолжительности нагрева.
На основании проведенных исследований разработана новая технология нагрева слитков, предусматривающая уменьшение времени нахождения слитков при высокой температуре за счет более полного использования тепла кристаллизующихся слитков [5]. Внедрение новой технологии нагрева позволило уменьшить отсортировку металлопроката по дефектам поверхности на 4 %.
Вывод
На основании исследований влияния технологических параметров производства и обработки слитков на качество металлопроката из конструкционных сталей в условиях ОАО «ЕВРАЗ ЗСМК» разработаны рекомендации по совершенствованию технологических режимов производства и обработки слитков, внедрение которых позволило повысить выход годного проката.
Рецензенты:
Козырев Н.А., д.т.н., профессор, заведующий кафедрой материаловедения, литейного и сварочного производства, ФГБОУ ВПО «Сибирский государственный индустриальный университет», г. Новокузнецк;
Никитин А.Г., д.т.н., доцент, заведующий кафедрой автомобильного транспорта и технологических машин, ФГБОУ ВПО «Сибирский государственный индустриальный университет», г. Новокузнецк.
Работа поступила в редакцию 21.05.2014.
Библиографическая ссылка
Уманский А.А. ИССЛЕДОВАНИЕ ПРОЦЕССОВ ФОРМИРОВАНИЯ КАЧЕСТВА МЕТАЛЛОПРОДУКЦИИ ОТВЕСТВЕННОГО НАЗНАЧЕНИЯ НА ПЕРЕДЕЛЕ СТАЛЬ-ПРОКАТ // Фундаментальные исследования. 2014. № 8-2. С. 335-339;URL: https://fundamental-research.ru/en/article/view?id=34555 (дата обращения: 04.07.2026).