


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
STRUCTURAL AND MECHANICAL PROPERTIES AND FATIGUE IN STAMPED HAMMERS AND PRESSES THE CORRUGATED PLATE SHEET ALLOY ЭИ 878

Результаты, представленные в данной работе, являются продолжением исследований, в которых был выполнен анализ деформированного состояния и определены структурно-механические характеристики сплава ЭИ 878 (12Х17Г9АН4) в зоне конструктивных рельефов – рифтов листовых гофрированных панелей (рис. 1), изготовленных штамповкой на гидравлическом прессе на форм-блоке эластичной средой в холодном состоянии и на листоштамповочном молоте в металлическом штампе с нагревом [2, 9].
Химический состав сплава ЭИ 878 (ГОСТ 5632-61) приведен в таблице.
Листовые гофрированные панели (далее по тексту изделия) используются в ответственных агрегатах, в частности, летательных аппаратов. Условия их эксплуатации характеризуются постоянным нагружением с периодически повышаемым уровнем нагрузки и соответствуют области малоцикловой усталости. Основным конструктивным элементом гофрированной панели, определяющим ее прочность, является рельеф в виде рифта, который в поперечном сечении может иметь различный профиль, в частности, для исследуемого изделия он имеет синусоидальную форму.
При разработке технологии на этапе контроля усталостные испытания металла формованных изделий на усталость не закладываются. Принятие решения о запуске технологии в серийное производство проводится по результатам натурных испытаний агрегата или узла, деталями которого они являются. Испытания производятся на специальных стендах по программе нагружения, которую предоставляют разработчики конструкции агрегата. При этом производятся замеры напряженного состояния металла панелей методом тензометрирования.
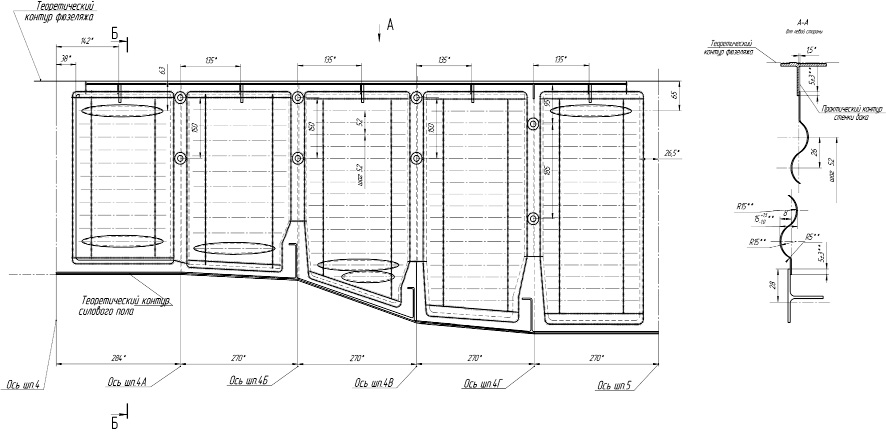
Рис. 1. Эскиз листовой гофрированной панели с рифтами синусоидальной формы
Химический состав сплава ЭИ 878 (12Х17Г9АН4)
|
Материал |
Основные компоненты в процентах |
|||||||
|
С |
Мn |
Cr |
Ni |
Si |
S |
P |
N |
|
|
ЭИ 878 |
≤0,12 |
8,0-10,5 |
16-18 |
3,5-4,5 |
≤0,8 |
0,02 |
0.035 |
0,15-0,25 |
Практика стендовых испытаний и эксплуатации свидетельствует о сложном и многопричинном характере условий возникновения и роста усталостных трещин в листовых гофрированных панелях [1]. В частности, усталостные повреждения могут возникать в местах выхода рифта на плоскую поверхность панели, т.е. там, где практически отсутствует пластическая деформация и концентраторы напряжений, определяемые малыми радиусами закруглений. В местах же максимальной степени деформации, находящейся по вершине сечения рифтов и достигающей ~ 15 %, никаких признаков усталостного повреждения не обнаруживалось [5, 6]. В общем случае это не противоречит положениям теории усталости, согласно которым условия технологического передела: степень деформации, температурно-скоростные условия и схема деформации, неоднозначно влияют на усталостную долговечность материала [7].
До настоящего времени обе технологии изготовления панелей из сплава ЭИ 878: на гидравлическом прессе с применением форм – блока с эластичной средой в холодном состоянии (далее по тексту – на прессе), и на листоштамповочном молоте в металлическом штампе с нагревом (далее по тексту – на молоте), применяются в производстве. Первая технология появилась сравнительно недавно, постоянно совершенствуется, требует специализированного оборудования и является более эффективной в отношении снижения себестоимости изготовления изделия. Вторая существует достаточно давно, но более простая в технологическом отношении. Однако сравнительная их оценка по эксплуатационным характеристикам, то есть по циклической долговечности сплава, полученным при испытании образцов материала формованных панелей, до настоящего времени не проводилась.
Исходя из вышесказанного, целью данного исследования стало сравнение циклической долговечности сплава ЭИ 878 листовых гофрированных панелей, изготовленных штамповкой на гидравлическом прессе с использованием форм-блока с эластичной средой и на листоштамповочном молоте в металлическом штампе.
Методика проведения эксперимента
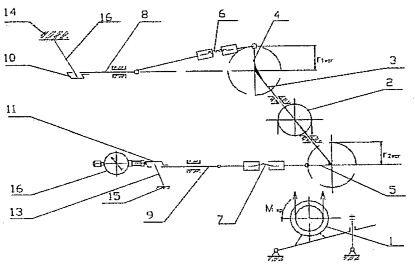
Оценка циклической долговечности металла проводилась по схеме консольного изгиба плоских образцов (ГОСТ 25.502-73) при симметричном цикле с частотой 1500 цикл/мин по «жесткой» схеме на двухпозиционной машине [3] (рис. 2).
Места вырезки заготовок в штампованных изделиях для изготовления образцов механических и усталостных испытаний включали зоны гофрированных элементов – рифтов, а также недеформированные поля заготовки – вдоль и поперек ее прокатки.
Для объективной оценки результатов исследований была применена комплексная методика исследований свойств металла, которая, кроме усталостных испытаний, включила оценку деформированного состояния, механические испытания на одноосное растяжение (ГОСТ 1497-61), микроструктурный и фрактографический анализ.

а б
Рис. 2. Двухпозиционная установка для усталостных испытаний плоских образцов на консольный изгиб по жесткой схеме: а – принципиальная схема: 1 – электродвигатель, 2 – шкив ведомый, 3 – вал распределительный, 4, 5 – кривошипы с регулируемым радиусом (0–10 мм), 8, 9 – ползуны, 10, 11 – захваты, 12,13- образцы, 14, 15 – неподвижные захваты, 16 – микрометрический индикатор часового типа; б – фотография установки
Результаты экспериментов и их обсуждение
Результаты усталостных испытаний представлены кривыми усталости (рис. 3). Из них следует, что металл гофрированных панелей, изготовленных на прессе эластичной средой, имеет лучшие результаты по сопротивлению усталостному разрушению (циклической долговечности) по сравнению с металлом панелей, отштампованных на молоте в металлическом штампе. При этом в обеих технологиях сопротивление усталости материала повысилось по сравнению с его исходным состоянием.
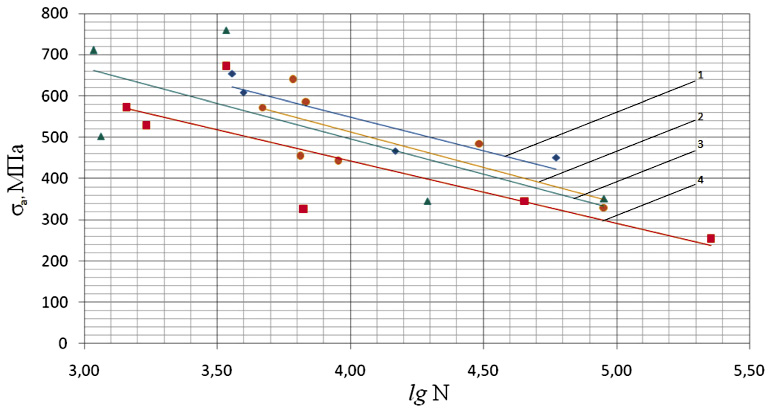
Рис. 3. Кривые усталости сплава ЭИ 878 (12Х17Г9АН4): 1 – деформация на прессе, εпр.д = 20 %; 2 – деформация на молоте, εпр.д = 20 %; 3, 4 – состояние поставки материала в продольном и поперечном направлениях (соответственно)
Объяснение полученных результатов проведено на основании комплексной методики исследований, включившей определение структурно-механических характеристик металла штампованных изделий.
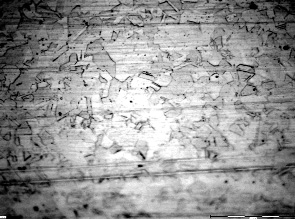
При холодной деформации повышение сопротивлению усталости вполне закономерно и соответствует положению теории усталости, согласно которому при уменьшении размера зерен по их границам увеличивается сопротивление распространению трещин [4]. Данное положение подтверждается анализом микроструктур, приведенных на рис. 4. В частности для высокопрочного сплава ЭИ 878 определяющим структурным фактором является размер субзерна.

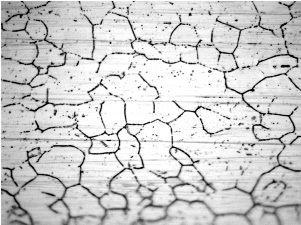
аб в
Рис. 4. Микроструктура сплава ЭИ 878: а – состояние поставки; б, в – листовых гофрированных панелей, изготовленных на прессе и на молоте (соответственно по фото) с утонением 15 %
Штамповка на молоте с нагревом имеет более сложную картину. С одной стороны, металл нагревается до температур его рекристаллизации, что уменьшает сопротивление усталости. С другой, скорость деформации на молоте на два порядка выше скорости деформации на гидравлическом прессе. Тем самым процесс рекристаллизации металла гофрированных панелей может произойти не в полной мере. Это согласуется с результатами работ Гусляковой Г.П., Пачурина Г.В. и других ученых, согласно которым большей скорости деформации соответствуют более высокие показатели сопротивления усталости [4, 8, 10].
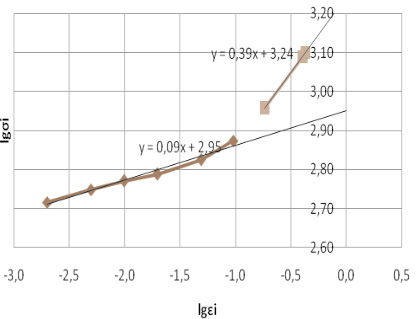
Зависимости характера упрочнения металла, полученные при механических испытаниях, подтверждают полученные результаты. Так, например, на рис. 5 представлены зависимости, которые соответствуют зонам наибольшего упрочнения: а – при формовке на прессе (зоны гребней), б – при штамповке на молоте – (зоны впадин).

а б
Рис. 5. Зависимости упрочнения сплава ЭИ 878 листовых гофрированных панелей, изготовленных по технологиям: а – формовка на прессе (зоны гребней); б – штамповка на молоте (зоны впадин)
Установлено, что при обеих технологиях имеет место упрочнение металла изделий. При этом упрочнение в результате штамповки на прессе (уравнение кривой деформационного упрочнения: y = 0,14 x + 3,14) больше, чем при штамповке на молоте (y = 0,09 x + 3,01). Это подтверждает вывод, что при горячей штамповке на молоте металл изделий имеет неполную рекристаллизацию.
Следует отметить, что результаты проведенных механических и усталостных испытаний являются усредненными из-за неоднородности деформации в рифтах как в поперечном, так и в продольном направлениях. Однако в целом они согласуются с данными технологического производства и с учетом повышения механических и усталостных показателей за счет упрочнения металла в штампованных изделиях подтверждают правомерность применения сплава ЭИ 878 для изготовления листовых гофрированных панелей.
Выводы
1. Металл гофрированных панелей, отштампованных на прессе эластичной средой по сравнению с панелями, изготовленными на молоте в металлическом штампе, показал лучшие результаты на циклическую долговечность, хотя при этом при обеих технологиях изготовления сопротивление усталости материала повысилось по сравнению с его исходным состоянием.
2. При обеих технологиях имеет место упрочнение металла изделий, при этом упрочнение при изготовлении на прессе (уравнение кривой деформационного упрочнения: y = 0,14 x + 3,14) больше, чем при штамповке на молоте (y = 0,09 x + 3,01).
3. Прочностные характеристики листового материала из сплава ЭИ 878 в зоне элемента жесткости (рифта) гофрированной панели при штамповке на гидравлическом прессе на форм-блоке в полиуретановом контейнере за счет упрочнения достигают требуемой разработчиками величины σb = 900 МПа.
Библиографическая ссылка
Галкин В.В., Пачурин В.Г., Пачурин Г.В. СТРУКТУРНО-МЕХАНИЧЕСКИЕ И УСТАЛОСТНЫЕ СВОЙСТВА ШТАМПОВАННЫХ НА МОЛОТЕ И ПРЕССЕ ЛИСТОВЫХ ГОФРИРОВАННЫХ ПАНЕЛЕЙ ИЗ СПЛАВА ЭИ 878 // Фундаментальные исследования. 2013. № 10-15. С. 3294-3298;URL: https://fundamental-research.ru/en/article/view?id=33054 (дата обращения: 15.05.2026).