


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
MODELING PROCESSES OF SEWING AND KNITWEAR DESIGN

Применение CALS-технологий, или в русскоязычной интерпретации ИПИ-технологий, обеспечивающих непрерывную информационную поддержку процессов жизненного цикла продукта (ЖЦП), является одним из приоритетных направлений в совершенствовании подготовки производства изделий различного назначения, в том числе и продукции легкой промышленности [7]. Несмотря на достигнутые в этой области успехи, внедрение ИПИ-технологий в практику деятельности предприятий сдерживается отсутствием моделей продукта и процессов его производства [5]. В связи с этим существует насущная необходимость решения задач, связанных с моделированием процессов проектирования и производства швейно-трикотажных изделий.
Целью выполненных исследований является разработка структурно-информационной модели процесса конструкторско-технологической подготовки производства швейных изделий из высокоэластичных трикотажных полотен с учетом концепции и принципов CALS-технологий.
Материал и методы исследований
Объектом проведенных исследований является система конструкторско-технологической подготовки (КТПП) швейно-трикотажных изделий, а их предметом – информационное моделирование процесса КТПП.
При проведении исследований использовались методология системного подхода к проектированию сложных объектов, концепция и принципы CALS-технологий, методы имитационного моделирования и теории множеств и соотношений.
Результаты исследования и их обсуждение
Предварительные исследования, результаты которых отражены в работах [2, 7], показали, что с учетом принципов системного подхода и концепции CALS-технологий конструкторско-технологическую подготовку производства (КТПП) швейно-трикотажных изделий целесообразно рассматривать как систему, основными подсистемами которой являются этапы ЖЦП. С учетом того, что исследование любой системы начинают с общего анализа ее функционирования, одним из наиболее эффективных методов системного анализа является моделирование процессов.
В соответствии с этим общую постановку задачи конструкторско-технологической подготовки производства швейно-трикотажных изделий можно определить как этап процесса создания готового продукта, обеспечивающего при минимальных затратах на его изготовление (Z) наилучшие показатели свойств (полезность Е), определяемые требованиями потребителей к разрабатываемому изделию (Y), и одновременно удовлетворяющего ограничениям внешней среды, в которой происходит физическая деятельность носчика (Х), что символически можно записать как


Для исследования принципов функционирования системы КТПП в целом и ее отдельно взятых элементов, а также построения структуры рассматриваемой системы был использован блочно-иерархический подход. При этом на первом уровне декомпозиции системы КТПП было выделено пять подсистем процесса проектирования, каковыми являются стадии ЖЦП: предпроектная, подготовительная, производственная, оценка соответствия, постпроизводственная. Выделенные таким образом подсистемы 1-го уровня декомпозиции, в свою очередь, были разделены на подсистемы 2-го уровня, отражающие этапы ЖЦП в соответствии со структурой жизненного цикла швейных изделий, и подсистемы 3-го и 4-го уровней, в качестве которых выступают виды работ, выполняемые в рамках указанных этапов [2].
На следующем этапе исследования системы КТПП были определены функциональные свойства каждого выделенного в ходе построения ее структуры элемента и системы в целом.
С учетом того, что функция процесса проектирования F есть комплекс действий операторов на исходные данные Со и их преобразование в готовый объект СК, т.е.  , функция системы КТПП может быть определена как синтез функций ее отдельных подсистем. Функция каждого уровня Fi связана с функцией других уровней и направлена на выполнение общей функции F0.
, функция системы КТПП может быть определена как синтез функций ее отдельных подсистем. Функция каждого уровня Fi связана с функцией других уровней и направлена на выполнение общей функции F0.
В общем случае функцию всего процесса проектирования можно представить в виде некоторого пропозиционального действия:

где k – количество уровней декомпозиции и применительно к разработанной структуре КТПП равно 4.
Разработка формализованных моделей, позволяющих установить взаимосвязи между структурными элементами системы КТПП швейно-трикотажных изделий и описывающих ее структуру (S), функцию (F) и свойства, которые представлены набором определенных характеристик (Z), представляет значительную сложность, так как ввиду определенной сложности самого процесса проектирования функцию и ограничения трудно представить в аналитическом виде. В связи с этим целесообразно использовать математический аппарат теории систем [4]. Тогда основу системного проектирования швейно-трикотажных изделий составит процедура развертки общей модели КТПП через частные модели ее подсистем 3-го и 4-го уровней с последующей сверткой параметров частных моделей в параметры общей модели [1].
Пусть М – общая модель процесса создания швейно-трикотажных изделий, которая представляет собой множество моделей i-й операции:
 .
.
Для mi целевая функция может быть описана аналогично тому, что и для системы в целом:



 .
.
Однако такая постановка задачи является слишком общей, что не позволяет формализовать модель процесса проектирования, а, следовательно, решить задачу ее создания. Таким образом, возникает необходимость в использовании иных методов системных исследований.
Анализ работ по моделированию процессов проектирования и управления ими [3, 6] показал, что для решения сложных многофакторных и многовариантных задач наиболее приемлемо информационное моделирование и, в частности, метод, в котором динамика процесса представляется в виде циркуляции сбалансированных потоков входной и выходной информации.
В рамках проведенных исследований разработана структурно-информационная модель конструкторско-технологической подготовки производства швейно-трикотажных изделий. Модель, представляя собой пооперационное описание процесса КТПП, графически отображает совокупность процессов, направленных на достижение цели проектирования, и их прямое и обратное информационное взаимодействие. При этом было принято во внимание, что с учетом концепции CALS выходная информация какого-либо этапа проектирования, являясь входной для следующего этапа, не передается напрямую, а накапливается в интегрированной (общей) базе данных (ОБД) и извлекается оттуда по мере необходимости.
Разработанная структурно-информационная модель представляет собой совокупность структурно-информационных модулей, отражающих принципы использования, формирования и движения информации внутри отдельных подсистем КТПП.
Каждый структурно-информационный модуль в общем случае состоит из четырех элементов, как показано на рисунке.
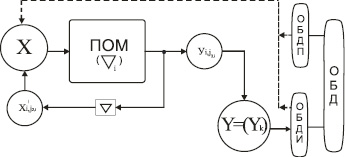
Общая схема структурно-информационного модуля: ПОМ – проблемно-ориентированная модель; ОБД – общая (интегрированная) база данных; ОБДИ – общая база данных об изделии; ОБДП – общая база данных о предприятии (технологической среде); Х – совокупность информационных единиц входной информации, извлекаемой из ОБД и формируемой при реализации ПОМ  ; Y – совокупность информационных объектов ОБД, формируемых в ходе реализации ПОМ из информационных массивов выходной информации
; Y – совокупность информационных объектов ОБД, формируемых в ходе реализации ПОМ из информационных массивов выходной информации  ; ∇ – оператор преобразований информации
; ∇ – оператор преобразований информации
Основой любого структурно-информационного модуля является элемент «ПОМ» (проблемно-ориентированная модель). В качестве данного элемента модуля в соответствии с принципами CALS-технологий выступают подсистемы КТПП или ее отдельные процессы. Для формирования структурно-информационных модулей могут быть использованы подсистемы КТПП различного уровня декомпозиции. При этом критериями выбора декомпозиционного уровня подсистемы КТПП в качестве основы структурно-информационного модуля являются количество информационных массивов, формируемых в ходе данного этапа ЖЦ и трансформируемых далее в самостоятельный технический документ, и степень информационной зависимости отдельных процессов КТПП. Необходимо отметить, что внутренняя структура элемента «ПОМ» может быть различна: последовательная, последовательно-параллельная, логически оформленная, что определяется алгоритмом реализации процессов и операций проектирования.
Элемент «X» представляет собой всю совокупность информационных единиц входной информации, которая извлекается из интегрированной базы данных или формируется при реализации проблемно-ориентированных моделей внутри модуля.
Элемент «Y» – это совокупность информационных объектов интегрированной базы данных, формируемых в ходе реализации ПОМ из информационных массивов выходной информации. Структурой модуля предусмотрена возможность возврата в ПОМ выходной информации после требуемой обработки посредством оператора преобразований ∇.
Элемент «ОБД» включает две составляющих: «ОБДИ» и «ОБДП», и представляет собой интегрированную (общую) базу данных (ОБД), которая в соответствии с принципами CALS-технологий включает две базы данных: общую базу данных об изделии (ОБДИ) и общую базу данных о предприятии (ОБДП). ОБД, по сути, является интегрированным хранилищем всей информации, возникающей в сегментах ЖЦ-изделий. Согласно установленному алгоритму, исходная информация Х извлекается из соответствующих разделов ОБДИ и ОБДП, а выходная информация Y формирует соответствующие информационные объекты ОБД.
Учитывая разработанные принципы, были выделены и сформированы 8 структурно-информационных модулей: «Разработка технического задания», «Разработка технического предложения», «Эскизное проектирование», «Выбор материалов и/или конфекционирование», «Разработка конструкции», «Выбор методов обработки и технологического оборудования», «Разработка конструкторской документации», «Разработка технологической документации».
Информационное взаимодействие проблемно-ориентированных моделей подсистемы КТПП в общем случае на логико-математическом языке может быть описано следующим образом.
Приняв соответствующие символьные обозначения, а именно: А – ОБД; А1 – ОБДП, А2 – ОБДИ, согласно теории множеств, получим:  .
.
При этом



где







где 

При этом n – количество проблемно-ориентированных моделей, формирующих элемент ПОМ; i – порядковый номер проблемно-ориентированной модели;  – массив входной информации, извлекаемой из ОБД и используемой i-й ПОМ, где j1,i – порядковый номер массива и т1 – число массивов;
– массив входной информации, извлекаемой из ОБД и используемой i-й ПОМ, где j1,i – порядковый номер массива и т1 – число массивов;  – массив входной информации, возникающей внутри ПОМ и используемой i-й ПОМ, где j2,i – порядковый номер массива и m2 – число массивов;
– массив входной информации, возникающей внутри ПОМ и используемой i-й ПОМ, где j2,i – порядковый номер массива и m2 – число массивов;  – массив выходной информации, формируемый i-й ПОМ, где j3,i – порядковый номер массива и т3 – число массивов; Yj – информационный объект, формируемый из массивов выходной информации
– массив выходной информации, формируемый i-й ПОМ, где j3,i – порядковый номер массива и т3 – число массивов; Yj – информационный объект, формируемый из массивов выходной информации  и помещаемый в ОБД.
и помещаемый в ОБД.
Заключение
Предложенная структурно-информационная модель конструкторско-технологической подготовки производства швейно-трикотажных изделий с учетом результатов предварительно выполненных исследований, связанных с изучением процесса формирования информационных массивов ОБД, позволяет разработать развернутую структуру общей базы данных об изделии и определить содержание ее основных информационных объектов, как интегрированных, так и единичных. Кроме того, построенная в ходе исследования модель служит основой для разработки концепции функционирования всех процессов подготовки производства с применением принципов CALS (ИПИ)-технологий, что является необходимой составной частью поэтапного решения задачи их внедрения в швейную отрасль.
Рецензенты:
Железняков А.С., д.т.н., профессор, заведующий кафедрой «Машины и аппараты легкой промышленности» Новосибирского технологического института Московского государственного университета дизайна и технологии (филиал), г. Новосибирск;
Бойцова Т.М., д.т.н., профессор, директор института сервиса, туризма и дизайна Владивостокского государственного университета экономики и сервиса, г. Владивосток.
Работа поступила в редакцию 01.08.2013.
Библиографическая ссылка
Шеромова И.А., Старкова Г.П. МОДЕЛИРОВАНИЕ ПРОЦЕССОВ ПРОЕКТИРОВАНИЯ ШВЕЙНО-ТРИКОТАЖНЫХ ИЗДЕЛИЙ // Фундаментальные исследования. 2013. № 10-1. С. 68-72;URL: https://fundamental-research.ru/en/article/view?id=32217 (дата обращения: 04.07.2026).