


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
THE OPTIMIZATION FOR RADIOACTIVE SALT GROUTS AND SEWAGE PROCESSING AND DEACTIVATION TECHNOLOGY WITH EXTRACTION AND RETURN RECLAIMED RARE, DISSEMINATED METALS AND RARE EARTH ELEMENTS INTO THE WORK CYCLE

The new deactivation technology for workshop waste liquids with specific radio-activity Аsp= 200-800 kBk/kg formed at washing the equipment, the industrial constructions, etc. and also for multicomponent salt solutions with an initial specific radio-activity Аsp.= 100-250 kBk/kg, caused by presence of thorium, uranium and products of their disintegration is offered. The sedimentation of the oxihydrates of metals and the coprecipitation of radium at processing by sodium hydroxide of initial solutions and sewage up to рН = 11-13 at 80±5°С are used in this technology. In comparison with the current technology using the coprecipitation of radium with BaSO4 and neutralization by limy milk, the new developed technology provides reduction of weight of the secondary radwastes at 8-12 times and allows to return the compounds of Nb, Ta, Ti and rare earth elements, extracted of workshop waste liquids to chlorination stage.
При переработке полиметаллического минерального сырья, содержащего небольшое количество (0,1-1%) естественных радионуклидов - Th - 232 и U - 238 и дочерних продуктов их распада обычно образуется значительное количество радиоактивных отходов (РАО), в частности многокомпонентных растворов и сточных вод, подлежащих дезактивации и обезвреживанию. Традиционно используемые для этой цели методы дезактивации основаны на 2-3 стадийной обработке исходных растворов и/или сточных вод BaCl2, H2SO4 и нейтрализации образующейся пульпы известковым молоком до рН 7-9 [1]. Технологические процессы, основанные на соосаждении радия с BaSO4 и/или оксисульфатом железа, например, Fe6S8O33 и осаждении суммы оксигидратов металлов, в том числе тория, хорошо освоены в радиохимических лабораториях и на промышленных предприятиях. Эти процессы и аппаратурно-технологические комплексы для их реализации, как свидетельствует многолетний опыт их эксплуатации, обеспечивают требуемую степень дезактивации различных растворов и сточных вод: остатки удельной активности дезактивированного фильтрата обычно не превышает установленных для цеха норм (менее 6 Бк/кг).
Существенным недостатком существующей - традиционной технологии дезактивации растворов от естественных радионуклидов - тория, урана и дочерних продуктов их распада, в частности радия является безвозвратные потери всех ценных компонентов присутствующих в РАО (соединений редких, рассеянных и редкоземельных металлов) и образовании большого количества вторичных РАО, подлежащих захоронению в ХСО, что требует значительных капитальных затрат на строительство ХСО и больших расходов на их содержание.
Вышеуказанные недостатки в полной мере проявляются при переработке и дезактивации радиоактивных отходов - солевых растворов и цеховых обмывочных вод, образующихся при хлорной переработке лопаритовых концентратов - титано-ниобатов, содержащих: до 0,6% тория и до 0,1% урана. При условной переработке до 10000 т/год лопаритовых концентратов ежегодно образуется - в соответствии с существующей технологией дезактивации, (основанной на обработке растворов и сточных вод BaCl2, H2SO4 и известковым молоком до рН 7-9) [1], до 4000 т вторичных РАО - гидратно-сульфатных радиоактивных осадков, подлежащих размещению в ХСО.
Исследования и промышленные испытания [2,3] показали, что обработка цеховых обмывочных вод с исходной удельной активностью до 1000 Бк/кг и содержащих г/дм3: 0,34±0,12 Fe; 0,23±0,11 Al; 0,66±0,59 РЗЭ; 0,11±0,07 Th, а также оксихлориды Nb, Ta и Ti и хлориды Na, K, Mg и Са раствором (80-150 г/дм3) NaOH до pH 11-13 при 70-900 в течение 1-2 часов обеспечивает требуемую степень дезактивации (Ауд.<6 Бк/кг), а получаемые при этом радиоактивные оксигидратные осадки, после их сушки и прокалки могут быть направлены на передел хлорирования лопаритовых концентратов - поскольку их состав по основным компонентам (Nb, Ta, Ti и РЗЭ) весьма близок к составу лопаритовых концентратов. Данная технология, как свидетельствуют результаты промышленных испытаний* и выполненные на их основе технико-экономические расчеты [4], дает возможность сократить общую массу РАО, подлежащих захоронению в ХСО в 4 раза и позволяет получить значительный экономический эффект - за счет реализации дополнительно извлекаемых из РАО редких, рассеянных и редкоземельных металлов в форме товарных продуктов.
Дальнейшие исследования были посвящены проблеме оптимизации процессов дезактивации солевых растворов, образующихся при «гидроразмыве» (растворение путем слива расплава в воду) отработанного расплава солевого оросительного фильтра, содержащих (преимущественно в форме хлоридов) масс%: 1,97±0,40 ThO2; 0,12±0,06 Ta2O5; 0,61±0,15 Nb2O5; 0,23±0,10 TiO2; 4,90±0,70 РЗЭ; 13,0±2,0 FeCl3; 9,80±2,4 AlCl3; 2,32±1,23 SiO2 и др. Образующиеся хлоридные растворы содержат, г/дм3: 5-15 Th, 10-12 Fe, 13-15 Al, 25-38 РЗЭ, до 300 г/дм3 суммы хлоридов Na, K, Mg и Са, а также оксихлориды Ti, Nb и Ta. Удельная активность растворов СОФ (Ауд.)- от 100 до 250 кБк/кг.
Для поиска оптимальных условий дезактивации было изучено влияние типа щелочного реагента (CaO, MgO, NaOH, Na2CO3 и т.д.), его концентрации (20-200 г/дм3), температуры исходных растворов и пульп (20-100°С), величины рН нейтрализации (осаждения): от 6,0 до 13,5, состава и концентрации массы коллекторов для радионуклидов - изотопов радия - дочерних продуктов распада тория - 232 и урана - 238, времени выдержки пульпы и времени «созревания» (старения) гидратно-сульфатных и оксигидратных осадков перед фильтрованием [5-6].
Наилучшие технологические показатели - как по степени дезактивации (> 99,9%), так и по степени концентрирования радионуклидов были получены при обработке растворов СОФ при 80-900С раствором гидроксида натрия (80-100 г/дм3) до рН 11-13 в течение 1-2 часов [7].
Однако, в связи с довольно высокой исходной концентрацией радионуклидов (Th, Ra и др.) и, соответственно высокой исходной удельной активностью (100-250 кБк/кг), в 200-1000 раз превышающей Ауд. цеховых обмывочных вод, достичь требуемой степени дезактивации таких растворов до установленных - для цеха - норм (менее 6 Бк/кг) ни в одном из опытов не удалось: остаточная удельная активность фильтратов после отделения осадков суммы оксигидратов металлов в различных опытах составляла от 100 до 800 Бк/кг, что » в 20-130 раз выше установленных норм.
Учитывая изложенное, были проведены дополнительные исследования, разработаны и испытаны несколько различных вариантов второй стадии дезактивации растворов СОФ - фильтратов после отделения осадков суммы оксигидратов металлов. Эти варианты различались между собой типом коллекторов для радия. В частности, дезактивацию хлоридных растворов - фильтратов (Ауд. » 300-500 Бк/кг) вели:
а) обработкой растворами Na2SO4 и BaCl2 (соосаждение Ra c BaSO4)
б) последовательной обработкой растворами BaCl2, Na2SO4, FeCl3 и NaOH (соосаждение Ra c BaSO4 и оксисульфатами железа)
в) обработкой растворами FeCl3 и/или AlCl3 и затем NaOH до рН 11-13 (соосаждение с оксигидратами Fe и/или Al).
Установлено, что каждый из этих вариантов дезактивации обеспечивает при оптимальной дозировке реагентов требуемую степень дезактивации: удельная активность дезактивированных растворов во всех рассмотренных вариантах была меньше 6 Бк/кг.
Сопоставление полученных результатов с данными параллельных опытов, выполненными согласно действующей технологии (двухступенчатой дезактивации с использованием растворов BaCl2, H2SO4 и известкового молока [1]) показало, что каждый из вышеописанных вариантов новой усовершенствованной технологии дезактивации растворов СОФ дает возможность в конечном итоге сократить массу вторичных РАО, (от переработки растворов СОФ) подлежащих захоронению в ХСО ≈ в 3 раза. При этом различия в массе получаемых радиоактивных осадков при различных способах дезактивации (а, б и в) незначительны т.к. в конечном итоге общая масса вторичных РАО определяется первой стадией дезактивации зависит от массы осадка суммы оксигидратов
металлов.
Технико-экономический анализ и расчеты эффективности разработанных технических решений показали, что несмотря на существенное (» в 3 раза) сокращение массы вторичных РАО (от переработки растворов СОФ), подлежащих захоронению в ХСО и, соответственно, значительное снижение капитальных затрат на строительство ХСО и расходов на его эксплуатацию, затраты на вторую стадию дезактивации, вне зависимости от реализуемых вариантов не компенсируются экономическим эффектом от снижения капитальных затрат в связи с высокой стоимостью используемых реагентов - FeCl3 и/или AlCl3 и NaOH.
Таким образом, несмотря на то, что все вышеописанные варианты процессов второй стадии дезактивации растворов СОФ характеризуются высокими технологическими и экологическими показателями, рекомендовать их к промышленному внедрению при существующих ценах на реагенты (FeCl3 и/или AlCl3 и NaOH) не представляется возможным - в связи с «отрицательным» экономическим эффектом.
Вместе с тем, учитывая важность и актуальность проблемы сокращения объема вторичных РАО, подлежащих захоронению в ХСО, исследования по совершенствованию технологии дезактивации растворов СОФ на второй стадии, опыты по оптимизации процесса и поиску условий, обеспечивающих сокращение расхода реагентов были продолжены.
Сравнительный анализ полученных результатов, сопоставление расходных норм, режимов осуществления процессов, технологических параметров и экономических показателей различных способов и методов - применительно ко второй стадии дезактивации растворов СОФ, позволили разработать и обосновать новую - рациональную технологическую схему совместной переработки, обезвреживания и дезактивации различных жидких радиоактивных отходов - солевых растворов от СОФ и цеховых обмывочных вод процесса хлорирования лопаритовых концентратов с извлечением ценных компонентов - соединений Nb, Ta, Ti и РЗЭ и их возвратом в основной технологический цикл - на передел хлорирования совместно с лопаритовыми концентратами.
При разработке этой технологии и выборе условий второй стадии дезактивации растворов СОФ руководствовались следующими исходными данными.
Исходная удельная активность растворов СОФ ≈ 100-250 кБк/кг. После первой стадии дезактивации растворов СОФ - после их нейтрализации растворов NaOH до рН 11-13, преимущественно до рН 11,5-12,5, Ауд. фильтратов колеблется от 100 до 800 Бк/кг и обычно составляла 300-500 Бк/кг, что весьма близко к исходной удельной активности цеховых обмывочных вод.
Цеховые обмывочные воды, как уже указывалось, имеют удельную активность Ауд. до 1000 Бк/кг (в среднем 500±250 Бк/кг), и содержат, преимущественно в форме хлоридов: железо, алюминий, торий, РЗЭ и оксихлориды Nb, Ta и Ti. Ионы этих металлов при обработке цеховых обмывочных вод раствором NaOH образуют осадки оксигидратов металлов, являющихся весьма эффективными коллекторами для радионуклидов ряда тория - 232 и урана - 238.
При условной переработке 10000 т/год лопаритовых концентратов ежегодно образуется 1500 м3 растворов от «гидроразмыва» СОФ и 30000 м3 цеховых обмывочных вод (рН 1,5 до 5,0). Иначе говоря, соотношение растворов СОФ и цеховых обмывочных вод 1:20, а соотношение фильтратов после первой стадии дезактивации (нейтрализации) растворов СОФ и цеховых обмывочных вод составляет » 1:10.
Это означает, что при смешении, точнее - при объединении цеховых обмывочных вод (Ауд. = 500±250 Бк/кг) и фильтратов после первой стадии дезактивации растворов СОФ) удельная активность объединенных растворов будет изменяться (увеличится или уменьшится) по сравнению с Ауд. цеховых обмывочных вод незначительно. Количественно изменения удельной активности ∆Ауд. будет находиться в пределах обычных колебаний значений удельной активности цеховых обмывочных вод, поступающих в отделение дезактивации и нейтрализации.
Величину удельной активности Ауд. объединенных растворов (цеховых обмывочных вод (ЦОВ) и фильтратов после первой стадии дезактивации растворов СОФ) может быть определена из следующего соотношения:
 (1)
(1)
Расчеты показывают, что при удельной активности цеховых обмывочных вод 200-800 Бк/кг и удельной активности фильтратов после первой стадии дезактивации растворов СОФ 300-500 Бк/кг удельная активность объединенных растворов может составить 220÷770 Бк/кг и мало отличается от Ауд. исходных цеховых обмывочных вод.
В связи с этим объединение фильтратов после первой стадии дезактивации растворов СОФ с исходными цеховыми обмывочными водами не должно оказывать отрицательного влияния на эффективности дезактивации- путем обработки растворами NaOH до рН 11÷13.
Величина рН фильтратов после нейтрализации растворов СОФ раствором гидроксида натрия находится в пределах от 11,5-12,5, поэтому при смешении (объединении) этих фильтратов с цеховыми обмывочными водами (рН 1,5-5,0) следует ожидать повышение величины рН объединенного раствора и, как следствие, к сокращению общего расхода гидроксида натрия на дезактивацию - нейтрализацию до рН 11-12.
Совокупность вышеперечисленных предпосылок послужила основой для создания новой усовершенствованной технологии, обеспечивающей совместную переработку и дезактивацию растворов СОФ и цеховых обмывочных вод (рис. 1). В соответствии с разработанной технологической схемой были проведены опыты по уточнению режимов и параметров процесса и определению эффективности дезактивации при различных соотношениях цеховых обмывочных вод и фильтратов от первой стадии переработки растворов СОФ.
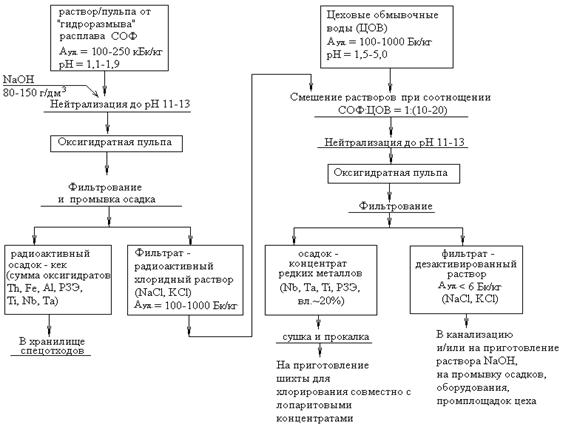
Рис. 1. Принципиальная технологическая схема совместной переработки и дезактивации растворов/пульпы СОФ и цеховых обмывочных вод с извлечением и утилизацией ценных компонентов
Для проведения опытов были использованы представительные - отобранные каждую смену, в течение 5 суток и усредненные образцы цеховых обмывочных вод (Ауд. = 730 Бк/кг, рН = 1,5) растворов от «гидроразмыва» расплава СОФ с Ауд. = 130 кБк/кг и рН = 1,4. Дезактивацию растворов СОФ на первой стадии вели путем обработки исходного раствора/пульпы СОФ при непрерывном перемешивании раствором (120 г/дм3) гидроксида натрия до рН»12,0±0,2. Образующуюся оксигидратную пульпу нагревали до 85±50С, выдерживали при непрерывном перемешивании в течение 30 минут и фильтровали. В этих условиях расход NaOH составил 1,2 дм3/ дм3, масса высушенного радиоактивного осадка = 0,2 кг/ дм3, степень дезактивации составила 99,6%, а остаточная удельная активность фильтрата- 560 Бк/кг. Этот фильтрат для окончательной дезактивации смешивали с цеховыми обмывочными водами при их различном соотношении: 1:15, 1:20, 1:25. Полученные объединенные растворы после измерения величины рН и Ауд. обрабатывали при перемешивании раствором (120 г/ дм3) NaOH до рН 12,0±0,2, оксигидратную пульпу нагревали до 85±50С, выдерживали при перемешивании 30 минут и фильтровали. Радиоактивный осадок отделяли от дезактивированного раствора, высушивали и взвешивали. Результаты этих опытов приведены в таблице 1.
Таблица 1. Результаты опытов по дезактивации объединенных растворов - цеховых обмывочных вод (ЦОВ) и фильтратов после первой стадии переработки растворов СОФ
|
Соотношение фильтрата после 1 стадии переработки растворов СОФ и ЦОВ |
Величина рН |
Расход раствора NaOH (дм3/дм3) |
Удельная активность, Бк/кг |
||
|
Исх. |
Кон. |
Исходная |
Фильтрата |
||
|
1:15 |
1,9 |
12,1 |
22 |
770 |
2,4 |
|
1:20 |
1,8 |
12,1 |
24 |
790 |
4,4 |
|
1:25 |
1,6 |
12,2 |
30 |
780 |
3,7 |
Проведенные исследования и испытания полностью подтвердили правильность выбранной концепции совместной переработки и дезактивации цеховых обмывочных од и солевых растворов, образующихся при сливе отработанных расплавов СОФ в воду. Полученные данные в совокупности с ранее выполненным анализом системы образования жидких и твердых радиоактивных отходов и результатами опытно-промышленных испытаний усовершенствовали технологию дезактивацию цеховых обмывочных вод позволяет сделать следующие выводы:
- разработанная технология обеспечивает дезактивацию до установленных норм, как растворов СОФ, так и цеховых обмывочных вод;
- масса вторичных РАО, подлежащих захоронению в ХСО, т.е. масса оксигидратных осадков (оксигидраты Fe, Al, Nb, Ta, Ti, РЗЭ Th) полученных на первой стадии дезактивации растворов СОФ по предлагаемой технологии в 2-3 раза меньше, чем по существующей технологии, основанной на обработке растворов СОФ BaCl2, H2SO4 и известковым молоком.
- масса оксигидратных осадков от совместной дезактивации цеховых обмывочных вод и фильтратов после первой стадии дезактивации растворов СОФ практически совпадает с массой осадков, получаемых от нейтрализации и дезактивации только цеховых обмывочных вод. Полученные в результате такой совместной дезактивации оксигидратные осадки после сушки (100±50С, 2 часа) имели следующий состав, % масс.: 1,2 Ta2O5; 11,1 Nb2O5; 28,3 TiO2; 17,7 сумма оксидов РЗЭ, 18,7 Fe2O3; 5,8 Al2O3; 2,2 ThO2; 2,3 SiO2, что практически совпадает с результатами, полученными в ходе проведения опытно-промышленных испытаний усовершенствованной технологии обезвреживания, нейтрализации и дезактивации цеховых обмывочных вод. По содержанию ценных компонентов (Nb, Ta, Ti, РЗЭ) эти осадки близки к составу лопаритовых концентратов, а удельная активность этих осадков (50-100 кБк/кг) ниже, чем удельная активность исходного лопаритового концентрата (220 кБк/кг). Поэтому эти осадки целесообразно возвращать в технологический процесс, а не вывозить в ХСО, т.е. их необходимо направлять в отделение хлорирования для последующей сушки, прокалки и приготовления шихты совместно с лопаритовым концентратом для хлорирования и доизвлечения соединений Nb, Ta, Ti и РЗЭ.
- Общее сокращение массы вторичных РАО, подлежащих захоронению в ХСО по сравнению с действующей технологией составляет 8-12 раз, в том числе: за счет утилизации осадков от дезактивации ЦОВ, содержащих Nb, Ta, Ti и РЗЭ на переделе хлорирования лопаритовых концентратов - в 4 раза, за счет уменьшения массы оксигидратных осадков, образующихся при дезактивации растворов СОФ - в 2-3 раза. При этом следует отметить, что плотность получаемых в соответствии с разработанной технологией оксигидратных осадков в 1,2-1,4 раза выше, чем плотность осадков, полученных по существующей технологии. Отсюда следует, что сокращение объема вторичных РАО, направляемых в ХСО будет более значительным до 10 раз.
Полученные результаты положены в основу для разработки принципиальной аппаратурно-технологический схемы рациональной технологии совместной переработки и дезактивации цеховых обмывочных вод и солевых растворов от «гидроразмыва» расплава СОФ (рис. 2). Для практической реализации этой технологической схемы было подготовлено техническое задание на проектирование, в соответствии с которым выполнен рабочий проект и осуществлена реконструкция отделения нейтрализации и дезактивации. В нормативно-техническую документацию - Технологическую и Рабочую инструкции предложено внести соответствующие «изменения», предусматривающие замену всего реагентного хозяйства, в частности известкового молока, BaCl2, H2SO4 на раствор (80-150 г/дм3) гидроксида натрия.
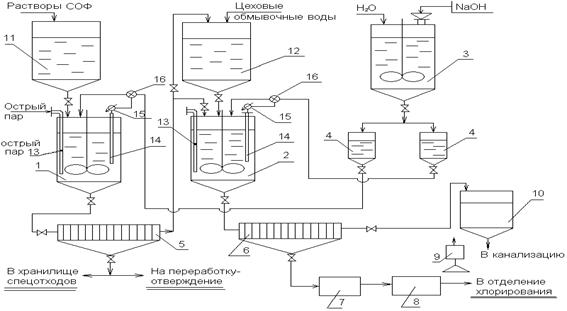
Рис. 2. Аппаратурно-технологическая схема совместной переработки и дезактивации цеховых обмывочных вод и солевых растворов/пульп от «гидроразмыва» расплава СОФ
- реактор для нейтрализации раствора/пульпы от растворения - «гидроразмыва» отработанного расплава СОФ;
- реактор-нейтрализатор цеховых обмывочных вод;
- бак для приготовления раствора NaOH;
- дозатор раствора NaOH;
- фильтр-пресс (ФП-1) для выделения радиоактивного оксигидратного осадка, направляемого в ХСО;
- фильтр-пресс (ФП-2) для выделения осадка, содержащего Nb, Ta, Ti и РЗЭ, направляемого на передел хлорирования;
- сушильная камера;
- прокалочная печь;
- система пылеулавливания;
- сборная емкость дезактивированных солевых растворов и цеховых обмывочных вод;
- баки - усреднители;
- баки - усреднители;
- нагревательные устройства;
- штанга с электродами;
- рН - метр;
- запорно-регулирующий клапан.
Технико-экономический анализ показал [4,8], что внедрение разработанной технологии на полный объем образующихся РАО обеспечивает значительное сокращение капитальных затрат на строительство ХСО, расходов на его эксплуатацию, дает возможность повысить степень извлечения ценных компонентов в товарную продукцию, снизить себестоимость выпускаемых соединений Nb, Ta, Ti и РЗЭ и тем самым повысить их конкурентоспособность на мировом рынке. Расчеты свидетельствуют о том, что экономический эффект от внедрения разработанной технологии при условной переработке 12000 т/год лопаритовых концентратов может составить до 100 млн.руб./год.
СПИСОК ЛИТЕРАТУРЫ:
- Кудрявский Ю.П. Исследование, разработка и внедрение технологии дезактивации радиоактивных солевых отходов. // Современные наукоемкие технологии. М. 2005, № 6, с. 12-16.
- Кудрявский Ю.П., Рахимова О.В., Черный С.А. Исследования и разработка технологических процессов на основе методов сорбции, осаждения и соосаждения для дезактивации радиоактивных отходов редкометалльного производства. // Сорбционные и хроматографические процессы, 2006. том 6, вып. 6, часть 3. с. 1192-1197.
- Кудрявский Ю.П., Ряпосов Ю.А., Дернов А.Ю. Разработка и опытно-промышленные испытания технологии дезактивации цеховых обмывочных вод хлорной переработки лопаритовых концентратов. // Цветная металлургия, 2006. № 10, с. 23-30.
- Кудрявский Ю.П., Черный С.А., Рахимова О.В. Влияние усовершенствованной технологии переработки отходов процесса хлорирования лопарита на экономические показатели редкометалльного производства. // Современные наукоемкие технологии, 2005. № 9, с. 9-11.
- Кудрявский Ю.П., Рахимова О.В. Закономерности соосаждения радия с сульфатом бария из солевых растворов. // Радиохимия, 2007, том 49, вып. 5, с. 473-476.
- Рахимова О.В., Кудрявский Ю.П., Черный С.А. Особенности дезактивации многокомпонентных солевых растворов на основе процессов соосаждения радия с сульфатом бария в присутствии FeCl3 и/или AlCl3. // Современные наукоемкие технологии, 2008. № 2. с. 30-36.
- Кудрявский Ю.П., Рахимова О.В., Черный С.А., Жуланов Н.К. Изучение закономерностей соосаждения радия с коллекторами на основе оксигидрата железа (III) и разработка технологии дезактивации радиоактивных солевых растворов процесса хлорирования титано-ниобатов РЗЭ. // Современные наукоемкие технологии, 2007. № 8, с. 23-28.
- Кудрявский Ю.П., Черный С.А., Рахимова О.В. Экологические, технологические и экономические аспекты комплекса переработки и дезактивации торийсодержащих радиоактивных отходов редкометалльного производства. // Современные наукоемкие технологии, 2005. № 11,
53-54 с.
* В испытаниях принимали участие: Жуланов Н.К., Корюков В.Н., Мартынов Н.Н., Юков С.А. Ряпосов Ю.А.
Библиографическая ссылка
Кудрявский Ю.П, Черный С.А, Рахимова О.В, Жуланов Н.К, Мельников Д.Л ОПТИМИЗАЦИЯ ТЕХНОЛОГИИ ПЕРЕРАБОТКИ И ДЕЗАКТИВАЦИИ РАДИОАКТИВНЫХ СОЛЕВЫХ РАСТВОРОВ И СТОЧНЫХ ВОД С ИЗВЛЕЧЕНИЕМ РЕДКИХ, РАССЕЯННЫХ И РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И ИХ ВОЗВРАТОМ В ТЕХНОЛОГИЧЕСКИЙ ЦИКЛ // Фундаментальные исследования. 2008. № 6. С. 31-39;URL: https://fundamental-research.ru/en/article/view?id=3202 (дата обращения: 11.07.2026).