


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
RESEARCH BAKING TILES CERAMIC MATERIALS BASED ON NEPHELINE SLUDGE

Основные свойства облицовочного керамического материала в значительной степени обусловлены характером фазовых превращений, происходящих при обжиге материала, а также структурой и фазовым составом черепка. Существенную роль оказывает течение физико-химических процессов в отдельных компонентах разработанного композиционного материала на основе нефелинового шлама.
В проведенных ранее исследованиях [2, 4, 5] установлено, что формирование дисперсной структуры и направленное изменение физико-механических свойств облицовочной керамики из грубозернистых непластичных масс определяется размерами фракций скелета (нефелинового шлама) композиционного материала и их определенным соотношением, взаимосвязанным с размерами зерен матричного материала, на стадии поэтапного процесса формирования коагуляционно-конденсационных и кристаллизационных структур. Для изучения процессов формирования кристаллизационных структур в процессе обжига использовали дилатометрию в сочетании с рентгеноструктурным и термическим методами анализа с целью оценки общей усадки керамических масс, изучения кинетики и определения реализующегося механизма процесса спекания.
Материалы и методы исследований
Минералогический состав сырьевых материалов и спеченных масс определен на основе данных рентгеноструктурного анализа, проведенного на дифрактометре фирмы Shimadzu XRD-6000. Термографический анализ выполнен на дериватографе фирмы «Netzch». Исследование кинетики спекания керамических масс на основе нефелинового шлама различного фракционного состава проведено на кварцевом дилатометре DIL 402 C фирмы Netzch, фиксирующим изменение усадки образцов во времени от температуры.
Исходным сырьем для проведения исследований выбран нефелиновый шлам Ачинского глиноземного комбината, глина Компановского месторождения и песок кварцевый обогащенный. Химический состав исходных сырьевых материалов представлен в табл. 1.
Таблица 1
Химический состав исходных сырьевых материалов, масс. %
|
Материал |
Содержание |
|||||||||
|
SiO2 |
CaO |
Al2O3 |
Fe2O3 |
TiO2 |
MgO |
K2O + Na2O |
SO3 |
СО2 |
п.п.п |
|
|
Нефелиновый шлам АГК |
22–23 |
53–55 |
1–2 |
– |
– |
1–2 |
1–2 |
– |
17–20 |
1–4 |
|
Глина компановская |
66–68 |
1,5–2 |
16–18 |
3–5 |
1–2 |
1 |
1–2 |
0,5 |
– |
1,5–10 |
|
Кварцевый песок |
96–98 |
0,2 |
0,2 |
0,1 |
0,2 |
1 |
0,1 |
– |
– |
0,1–2 |
Результаты исследований и их обсуждение
Исследование процесса спекания проводили на керамических шихтах, содержащих масс. %: глина компановская – 62; нефелиновый шлам – 30; кварцевый песок – 8.
На рис. 1 представлены дилатометрические кривые спекания образцов с нефелиновым шламом фракций: –0,315 + 0,08; –0,08 + 0,056 и менее 0,056 мм в сочетании с компановской глиной и кварцевым песком фракции менее 0,056 мм.
а 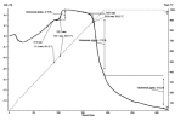 б
б 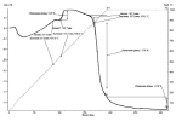 в
в 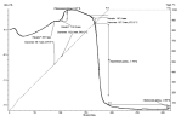
Рис. 1. Дилатометрические кривые спекания керамических образцов с нефелиновым шламом различного фракционного состава: а – фр. –0,315 + 0,08; б – фр. –0,08 + 0,056; в – фр. –0,056
В процессе нагрева от 20 до 200 °С после незначительного теплового расширения наблюдается усадка образца на 0,2–0,25 %, связанная с удалением физически связанной воды и с переходом керамической массы в высушенное состояние. Далее в процессе нагрева происходит тепловое расширение образца, сопровождающееся практически линейным увеличением его геометрических размеров. При достижении температуры 573 °С происходит скачкообразное увеличение (на 0,19–0,21 %) размеров образцов, связанное с полиморфным превращением кварца из β- в α-модификацию. Начало интенсивной усадки образцов фиксируется при температуре 875–885 °С. Для интерпретации результатов дилатометрических измерений построили график зависимости относительной усадки от продолжительности спекания, принимая за нулевую точку начало усадки при температуре 750 °С (рис. 2). Кривые усадки разбиты на два участка (пунктирная линия на рис. 2). Участок 1 соответствует усадке образцов в интервале температур 750–1000 °С, участок 2 – усадке образцов при изотермической выдержке при температуре 1000 °С в течение двух часов.
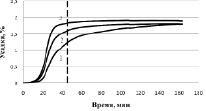
Рис. 2. Изменение относительной линейной усадки во времени шихт с нефелиновым шламом различного гранулометрического состава: 1 – фр. –0,315 + 0,08 мм; 2 – фр. –0,08 + 0,056 мм; 3 – фр. менее 0,056 мм
Результаты измерения относительной усадки образцов на участке 1 и 2, а также общей огневой усадки представлены в табл. 2.
Таблица 2
Усадка керамических образцов в зависимости от фракционного состава нефелинового шлама
|
Фракция нефелинового шлама |
Усадка образца, % |
Общая усадка, % |
|
|
Участок 2 |
Участок 1 |
||
|
–0,315 + 0,08 |
0,62 |
1,16 |
1,78 |
|
–0,08 + 0,056 |
0,24 |
1,56 |
1,8 |
|
–0,056 |
0,08 |
1,79 |
1,87 |
Как следует из рис. 2, кривые усадки имеют различный характер, зависящий от фракционного состава нефелинового шлама при одинаковом вещественном составе исследуемой керамической шихты. Следует также отметить, что наиболее интенсивная усадка происходит на неизотермическом участке (участок 1). При изменении используемой фракции нефелинового шлама от –0,315 + 0,08 до –0,08 + 0,056 и далее до –0,056 мм усадка на данном участке за равный промежуток времени увеличивается от 1,16 до 1,79 % (рис. 1, 2). Характер усадки при изотермической выдержке также зависит от фракционного состава нефелинового шлама (участок 2). При изменении используемой фракции нефелинового шлама от –0,315 + 0,08 до –0,08 + 0,056 и далее до –0,056 мм усадка на данном участке за равный промежуток времени уменьшается от 0,62 до 0,08 %.
Общая огневая усадка образцов с изменением используемых фракций нефелинового шлама увеличивается от 1,78 до 1,87 %.
Изменение фракционного состава нефелинового шлама, входящего в шихту в сочетании с глиной Компановского месторождения и кварцевым песком фракции менее 0,056 мм, приводит к изменению характера усадки образцов во времени, а также к изменению механизма спекания керамической системы в целом.
Изменение усадки образцов в зависимости от размера частиц нефелинового шлама можно объяснить с точки зрения упаковки частиц на стадии образования коагуляционно-конденсационных структур. Шихта, содержащая крупную фракцию нефелинового шлама (–0,315 + 0,08) мм, образует более плотно упакованную систему по сравнению с шихтами, содержащими фракции нефелинового шлама (–0,08 + 0,056) и (–0,056) мм и дает меньшую усадку на стадии начального спекания системы, связанную со значительным перераспределением частиц, направленным на уменьшение занимаемого ими объема, особенно в присутствии жидкой фазы.
Помимо плотности упаковки керамической шихты усадка зависит от процессов образования новых кристаллических фаз и реализующегося механизма спекания при переходе от коагуляционной к конденсационно-кристаллизационной структуре.
Содержание кристаллических фаз в обожженных образцах на основе нефелинового шлама различного фракционного состава представлено в табл. 3. Рентгенограммы образцов представлены на рис. 3.
Синтез волластонита возможен за счет непосредственного взаимодействия свободного оксида кремния SiO2 со свободным оксидом кальция СаО и карбонатом кальция СаСО3, а также за счет взаимодействия двухкальциевого силиката (ларнита) с кремнеземом по реакции 2CaO·SiO2 + SiO2 = 2CaSiO3 (β-волластонит) [6, 7]. Протекание данных реакций в температурном интервале 800–1100 °С подтверждается термодинамическими расчетами. Кинетика реакций в дисперсных системах, протекающих в твердой фазе, зависит от количественного соотношения участвующих компонентов и от площади контакта между частицами. Кинетически наиболее вероятно образование волластонита за счет взаимодействия ларнита с оксидом кремния, так как содержание ларнита в исходном нефелиновом шламе доходит до 80–85 масс. %. Оксид кремния образуется в процессе разложения глинистых минералов. Кроме того, источником SiO2св являются примеси в глинистом сырье и подшихтовочный компонент в виде песка. С уменьшением размеров частиц нефелинового шлама происходит увеличение содержания волластонита от 5,52 до 16,2 масс. % и уменьшение содержания ларнита от 14,3 до 6,12 масс. %, при этом наблюдается незначительное уменьшение с 53,1 до 48,7 масс. % содержания кварца. С повышением тонины помола нефелинового шлама увеличивается площадь поверхности и свободная энергия его частиц (состоящих преимущественно из фазы ларнита), способствующая твердофазному синтезу волластонита.
а 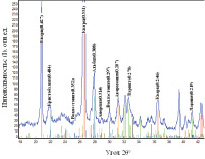 б
б 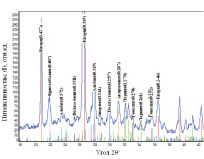 в
в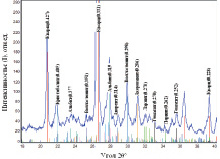
Рис. 3. Рентгенограммы обожженных керамических образцов с нефелиновым шламом различного фракционного состава: а – фр. –0,315 + 0,08; б –фр. –0,08 + 0,056; в – фр. –0,056
Таблица 3
Содержание основных кристаллических фаз в обожженных образцах с нефелиновым шламом различного фракционного состава
|
Содержание кристаллических фаз, масс. % |
Фракция нефелинового шлама, мм |
||
|
–0,315 + 0,08 |
–0,08 + 0,056 |
–0,056 |
|
|
Кварц |
53,1 |
49,2 |
48,7 |
|
Альбит |
6,13 |
7,57 |
7,12 |
|
Анортоклаз |
3,95 |
5,24 |
5,82 |
|
Ларнит |
14,3 |
10,3 |
6,12 |
|
Акерманит |
4,13 |
4,15 |
4,74 |
|
Кристобалит |
1,35 |
2,19 |
2,01 |
|
Анортит |
5,83 |
6,83 |
5,03 |
|
Волластонит |
5,52 |
9,50 |
16,2 |
|
Силлиманит |
3,21 |
2,67 |
1,76 |
|
Гематит |
2,36 |
2,18 |
2,36 |
Определение возможного механизма спекания проведено по стандартной методике обработки данных усадки образцов при изотермической выдержке по уравнению:

где ∆l/l0 – относительная линейная усадка, %; τ – продолжительность спекания, мин; К – коэффициент пропорциональности, зависящий от температуры, мин–1; n – показатель, зависящий от механизма спекания.
Кривые усадки образцов при изотермической выдержке носят затухающий характер, усиливающийся при уменьшении размеров частиц нефелинового шлама, на которых можно выделить три участка (рис. 4).
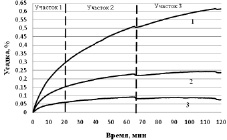
Рис. 4. Изменение относительной линейной усадки во времени образцов с нефелиновым шламом различного гранулометрического состава:1 – фр. –0,315 + 0,08; 2 – фр. –0,08 + 0,056; 3–фр. –0,056
Результаты определения показателя n представлены в табл. 4.
Таблица 4
Изменение показателя n в уравнении в зависимости от фракционного состава нефелинового шлама
|
Фракция нефелинового шлама, мм |
Показатель n |
||
|
Участок 1 |
Участок 2 |
Участок 3 |
|
|
–0,315 + 0,08 |
3,9778 |
1,0948 |
0,4751 |
|
–0,08 + 0,056 |
1,5488 |
0,38 |
0,1003 |
|
–0,056 |
0,472 |
0,1123 |
0,0166 |
При уменьшении размера фракции нефелинового шлама происходит снижение численного значения показателя n на всех участках изотермической выдержки. Спекание керамических систем на основе глинистых компонентов сопровождается образованием значительного количества жидкой фазы, и следовательно, кинетику спекания исследуемых керамических масс следует оценивать с позиции классической теории жидкофазного спекания. Но при этом следует учитывать образование (синтез) значительного количества новых кристаллических фаз, которые будут оказывать влияние на механизм спекания.
Анализируя данные по изменению значения показателя n в зависимости от фракционного состава нефелинового шлама, входящего в состав керамических масс, можно предположить реализацию следующих механизмов спекания. Для фракции нефелинового шлама (–0,315 + 0,08 мм) высокому значению показателя n (3,97) в начальный период изотермической выдержки соответствует механизм перегруппировки частиц, завершающий начальную стадию жидкофазного спекания. В дальнейшем в процессе изотермической выдержки происходит постепенное уменьшение количества жидкой фазы и, предположительно, происходит переход к твердофазному спеканию по механизму диффузионно-вязкого течения (участок 2, показатель n = 1), завершающемуся по механизму объемной диффузии (участок 3, показатель n = 0, 47).
Спекание керамических масс, содержащих более мелкие фракции нефелинового шлама (–0,08 + 0,056 мм) и (–0,056 мм), протекает иначе. Процесс перегруппировки частиц заканчивается еще на стадии неизотермического спекания за счет образования кристаллической фазы волластонита со значительным снижением количества жидкой фазы, о чем свидетельствуют рентгенографические исследования спеченных образцов. Кристаллизация волластонита способствует формированию каркаса из разнонаправленных игольчатых кристаллов, о чем свидетельствует уменьшение усадки и показателя n на стадии изотермической выдержки. При этом в период изотермической выдержки в керамических массах реализуется твердофазный процесс спекания по механизму объемной диффузии, начиная с участка 2 для фракции нефелинового шлама –0,08 + 0,056 мм (показатель n = 0,38) и участка 1 для фракции мене 0,056 (показатель n = 0,47).
Микроструктура образцов облицовочной керамики на основе нефелинового шлама регулируемого фракционного состава, обожженных при температуре 1100 °С, представлена на рис. 5.
а 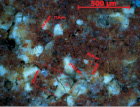 б
б 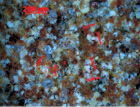 в
в 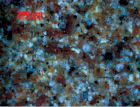
Рис. 5. Микроструктура облицовочной керамики на основе нефелинового шлама:а – фр. –0,315 + 0,08 мм; б – фр. –0,08 + 0,056 мм; с – фр. –0,056 мм
Приведенные исследования микроструктуры в значительной степени совпадают с разработанной моделью формирования коагуляционно-кристаллизационных структур в композиционном материале в зависимости от размера упрочняющего скелета и матрицы [2].
Заключение
В результате проведенных исследований установлено, что формирование кристаллизационной структуры облицовочной керамики зависит от дисперсности нефелинового шлама, входящего в состав шихты. Содержание волластонита в обожженном материале увеличивается с 5,52 до 9,56 и далее до 16,2 масс. % при изменении используемой фракции нефелинового шлама от –0,315 + 0,08 до –0,08 + 0,056 и далее до –0,056 в сочетании с глиной и кварцевым песком фр. менее 0,056 мм. При этом, по данным дилатометрического анализа, значение усадки керамической массы увеличивается с 1,78 до 1,87 %, что сопровождается изменением механизма спекания. Содержание основных кристаллических фаз и микроструктура подтверждает полученные закономерности изменения физико-механических показателей обожженных образцов в зависимости от дисперсности нефелинового шлама [1, 2, 4].
Рецензенты:
Патрушев В.В., д.т.н., ведущий научный сотрудник, ФГБУН «Институт химии и химической технологии СО РАН», г. Красноярск;
Голоунин А.В., д.х.н., профессор, ведущий научный сотрудник, ФГБУН «Институт химии и химической технологии СО РАН», г. Красноярск.
Работа поступила в редакцию 11.07.2013.
Библиографическая ссылка
Еромасов Р.Г., Никифорова Э.М., Ступко Т.В., Бабицкий Н.А., Васильева М.Н., Симонова Н.С. ИССЛЕДОВАНИЕ СПЕКАНИЯ ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ МАСС НА ОСНОВЕ НЕФЕЛИНОВОГО ШЛАМА // Фундаментальные исследования. 2013. № 8-4. С. 832-837;URL: https://fundamental-research.ru/en/article/view?id=32005 (дата обращения: 05.08.2026).