


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
THE EFFECT OF SUPPLEMENTATION OF SURFACTANTS FROM CHEMICAL WASTES ON THE REQUIRED CONSUMPTION OF ASTRINGENT FOR THE PREPARATION OF ORGANIC CONCRETE

В последние годы с целью снижения себестоимости одного из прогрессивных материалов для верхнего слоя покрытий автодорог – щебеночно-мастичных асфальтобетонов [2] и широко применяемых классических горячих щебеночных асфальтобетонов [2], в их составах взамен песка, минерального порошка и стабилизирующей добавки предложено использовать отсевы дробления малопрочных известняков [6, 9]. Однако при этом возрастает требуемое для их приготовления количество битума. Это, прежде всего, объясняется возрастанием в структуре асфальтового вяжущего доли более битумоемких карбонатных составляющих.
Работоспособность и повышенная битумоемкость предложенных составов теоретически обоснованы, подтверждены и реализованы экспериментально как в лаборатории, так и в полевых условиях [3].
С другой стороны, известно, что введение в асфальтобетонные смеси небольшого количества поверхностно-активных веществ (ПАВ) может привести к снижению расхода вяжущего и к другим положительным эффектам [4, 5].
Целью данной работы является поиск эффективного метода экономии битума при приготовлении горячих асфальтобетонных и щебеночно-мастичных асфальтобетонных смесей пониженной себестоимостью и расходом вяжущего, поиск отходов местного химического производства, пригодных к использованию в качестве поверхностно-активных веществ и разработка и оценка аналитических методов назначения расхода вяжущего при проектировании составов органических бетонов.
Как было сказано выше, что при введении в асфальтобетонные смеси небольшого количества катионо- или анионоактивных ПАВ достигается положительный эффект не только в экономии требуемого для приготовления смесей битума, но и проявляется улучшение некоторых свойств асфальтобетонов с их использованием. В данной работе в качестве ПАВ опробовано 2 вида отходов химического производства ОАО «Химпром» в г. Чебоксары – кубовые остатки производства анилина и Новантокса 8 ПФДА. В ходе лабораторных опытов исследовано влияние этих добавок в расплавленный нефтяной вязкий битум в количестве от 0,5 до 3,5 % по массе. Установлено, что при количестве 0,5…1,2 % они вполне могут выступать в качестве ПАВ.
Для экспериментов подобраны следующие составы:
а) щебеночно-мастичный асфальтобетон (ЩМА) вида ЩМА-20 с отсевами дробления известняков (ОДИ), в % по массе: щебень М 1400 фр. 5…20 мм – 70,0…73,5; отсевы дробления известняков М 400 фр. 0…5 мм – 26,5…30,0; битум вязкий БНД 90/130 – 5,6…7,5 (сверх 100 %); кубовые остатки производства Новантокса 8 ПФДА в количестве 0,5…1,2 % (от массы битума);
б) горячий асфальтобетон (АБ) с ОДИ, в % по массе: щебень М 1400 фр. 5…20 мм – 46,0…48,0; отсевы дробления прочных пород (ОДЩ) фр. 0…5 мм – 38…50; ОДИ – 3…15: битума вязкого БНД 90/130 – 4,5…6,0 (сверх 100 %); добавки кубовых остатков производства анилина – 0,5…1,00 (от массы битума).
В результате проведения экспериментов установлено, что при добавлении в битум 0,6 % кубовых остатков производства Новантокса 8 ПФДА для приготовления ЩМА с ОДИ требуемый расход вяжущего составляет 5,8 % (сверх 100 % от массы минеральной части) и при приготовлении АБ типа Б с ОДИ при добавлении в битум кубовых остатков производства анилина в количестве 0,6 % (от массы битума), он составляет 4,8 % (сверх 100 % от массы минеральной части). В первом случае экономия битума по сравнению с ЩМА с ОДИ без ПАВ составила 22,6 %[6], во втором случае, по сравнению с классическим АБ без ПАВ – 3,5…29,5 % [2]. Эти данные, во-первых, подтверждают, что вышеуказанные отходы химического производства вполне могут выступить в качестве поверхностно-активных добавок в асфальтовые бетоны; во-вторых, позволяют сэкономить требуемое для приготовления смесей количество вяжущего – вязкого нефтяного битума при сохранении большинства и улучшении некоторых их свойств [7, 8, 9].
О возможности снижения расхода вяжущего при приготовлении асфальтобетонных смесей и регулирования физико-механических свойств и структуры битумов и смесей на их основе путем введения небольшого количества ПАВ указывали многие исследователи: например, Гезенцвей Л.Б., Гезенцвей А.Л., Кучма М.И., Михайлов В.В., Руденская И.М., Королев И.В. и другие [4, 5]. Влияние ПАВ в органических бетонах согласуется с известными представлениями об их влиянии на процесс смачивания и взаимодействия органических вяжущих с поверхностями минеральных материалов, на изменение (снижение) потенциала их поверхностной энергии (поверхностной активности) и структурообразование в органических смесях. В результате этого, вокруг минеральных зерен, особенно карбонатных пород, образуются пленки вяжущего меньшей толщины или в меньшей степени подверженные расслоению. При этом наблюдается также резкое уменьшение явления проникания вяжущего (пропитки) во внутреннюю структуру зерен минералов, уменьшения неоднородностей и сгустков вяжущего в асфальтовом вяжущем. Следствием этого является общее уменьшение в потребности битума для приготовления битумоминеральных и асфальтобетонных (щебеночно-мастичных) смесей. Данные утверждения авторами подтверждены путем изучения микроструктуры образцов органических бетонов при помощи сканирующего зондового микроскопа «NtegraPrima», установленного в Центре коллективного пользования ПГТУ.
Для упрощения задачи минеральные зерна в уплотненных смесях представлены ввиде шаров, соприкасающихся друг с другом в трех точках, т.е. как прерывисто подобранный грансостав с коэффициентом сбега 0,43…0,50. При этом межзерновые пустоты заполняются зернами меньшего класса по размерам. Для анализа взяты варианты:
а) ЩМА с ОДИ без добавок ПАВ;
б) ЩМА с ОДИ с добавками ПАВ;
в) АБ типа Б с ОДИ без ПАВ;
г) АБ типа Б с ОДИ и с добавками ПАВ.
Количество битума, необходимое для заполнения межзернового пространства или битумоемкость по Гезенцвею Л.Б. [5], тогда будет
 (1)
(1)
где Π – межзерновая пустотность в органических бетонах (рис. 1); no– остаточная смесей в уплотненном состоянии: для ЩМА по [1] no = 1,5…4,5 %, для АБ типа Б по [2] nо = 2,5…5,0 %; δо – средняя плотность уплотненной смеси, г/см3.
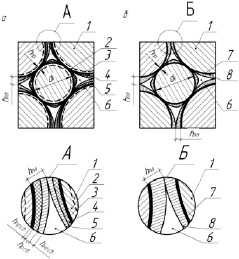
Рис. 1. Схемы микроструктуры смесей с ОДИ: а – без ПАВ; б – при присутствии ПАВ:1 – минеральное зерно; 2 – пропитанная в минеральные зерна на глубину hпр часть битума; 3 – прочносвязанная часть пленки битума; 4 – рыхлосвязанная часть пленки битума толщиной hр.св.; 5 – неориентированная часть пленки битума; 6 – остаточная пора; 7 – слой ПАВ; 8 – не расслоившаяся (неориентированная) часть пленки битума толщиной hпл.1
Рассчитанные по данной формуле значения битумоемкости для различных пород приведены в табл. 1.20 ист. [3].
В ЩМА (АБ) классических составов карбонатные составляющие представлены чаще всего минеральным порошком, у ЩМА (АБ) с ОДИ – отсевами дробления известняков. Последние в процессе взаимодействия между собой впитывают (пропитывают) часть битума в свою структуру, поэтому формулу (1) нужно записать так:
 (2)
(2)
где Qпр.– доля пропитанной в зерна минеральных составляющих части битума: по формуле (3.27) ист. [10]:
 (3)
(3)
где hпр – глубина пропитки битума в пористые карбонатные зерна; dк.ч – поперечный размер карбонатной части смеси.
С учетом разнофракционности минеральной части смесей можно записать:
 (4)
(4)
где i = 1...n –количество классов фракций минеральной части смесей; Бi – их значения приведены в табл. 1.20 ист. [5]; mi – масса отдельных классов минеральной части смесей.
Если известен фракционный состав минеральной части асфальтобетонов, то необходимый расход битума, в % от массы минеральной части, можно записать так:
 (5)
(5)
где hпл – средняя толщина пленки битума; ρб – плотность битума; mм.ч – масса минеральной частицыЩМА (АБ); mк.ч – масса карбонатной части минеральных составляющих; Si – площадь внешней поверхностей минеральной части.
Как показывают результаты экспериментов [5], вышеописанная модель для разнофракционной минеральной части не корректна из-за неодинакового распределения битумов в смесях во всем объеме.
При введении в ЩМА (АБ) с ОДИ поверхностно-активных веществ можно принять два допущения:
1. Обеспечивается равномерное обволакивание битумом всей внешней поверхности зерен минеральных составляющих смесей;
2. Из-за накопления на границах разделов фаз «карбонатный камень-вяжущее» монослоя ПАВ пропитки во внутреннюю структуру зерен битума не происходит (см. рис. 1, б и рис. 2 и 3).
Как видно из рис. 2, в случае объединения микрочастицы с расплавленным битумом произошло проникновение последнего на определенную глубину этой частички, а при введении ПАВ (рис. 3) такого проникновения не наблюдается.
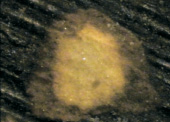
Рис. 2. Микрофотография одиночного зерна ОДИ в ЩМА без введения ПАВ с 750-кратным увеличением
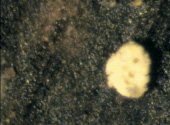
Рис. 3. Микрофотография одиночного зерна ОДИ в ЩМА при введении ПАВ с 750-кратным увеличением
В этом случае для подсчета требуемого количества битума можно воспользоваться формулой (6):
 (6)
(6)
Для проверки и оценки адекватности рассмотренных моделей с экспериментальными данными выполнены расчеты для четырех составов органических бетонов, составы которых показаны в табл. 1: в них у составов № 1, 2 и 3, 4 минеральная часть соответственно идентичная, однако в состав 2 добавлен 0,5 % от массы битума отход производства анилина, а в состав № 4 – кубовый остаток производства 8 ПФДА соответственно.
Таблица 1
Зерновой состав ЩМА (АБ) смесей (частные остатки на ситах)
|
Номер состава |
Минеральный материал в составе ЩМА (АБ) |
Размеры сит, мм |
||||||||||
|
20 |
15 |
10 |
5 |
2,5 |
1,25 |
0,63 |
0,315 |
0,16 |
0,071 |
менее 0,071 |
||
|
1 |
ЩМА: щебень М1400 фр. 5–20 мм (72,7 %) |
4,0 |
26,3 |
32,57 |
9,82 |
– |
– |
– |
– |
– |
– |
– |
|
ОДИ фр. 0–5 мм (27,3 %) |
– |
– |
0,55 |
0,68 |
5,33 |
1,77 |
3,96 |
3,27 |
2,73 |
0,96 |
8,05 |
|
|
2 |
ЩМА: щебень М1400 фр. 5-20 мм (72,7 %) |
4,0 |
26,3 |
32,57 |
9,82 |
– |
– |
– |
– |
– |
– |
– |
|
ОДИ фр. 0–5 мм (27,3 %) |
– |
– |
0,55 |
0,68 |
5,33 |
1,77 |
3,96 |
3,27 |
2,73 |
0,96 |
8,05 |
|
|
3 |
АБ типа Б: щебень М 1400 фр. 5–20 мм (47,0 %) |
0,66 |
11,04 |
10,72 |
22,65 |
0,93 |
– |
– |
– |
– |
– |
– |
|
песок дробленый (43,0 %) |
– |
– |
0,47 |
5,14 |
11,88 |
10,89 |
2,78 |
5,21 |
2,38 |
4,25 |
– |
|
|
ОДИ фр. 0–5 мм (10,0 %) |
– |
– |
– |
1,15 |
1,95 |
1,55 |
1,68 |
1,97 |
1,72 |
1,96 |
– |
|
|
4 |
АБ типа Б: щебень М 1400 фр. 5–20 мм (47,0 %) |
0,66 |
11,04 |
10,72 |
22,65 |
0,93 |
– |
– |
– |
– |
– |
– |
|
песок дробленый (43,0 %) |
– |
– |
0,47 |
5,14 |
11,88 |
10,89 |
2,78 |
5,21 |
2,38 |
4,25 |
– |
|
|
ОДИ фр. 0–5 мм (10,0 %) |
– |
– |
– |
1,15 |
1,95 |
1,55 |
1,68 |
1,97 |
1,72 |
1,96 |
– |
|
Далее в табл. 2 и 3 приведены результаты расчетов значений площадей внешних поверхностей минеральных частиц смеси четырех составов с массой по 1 кг и их значения битумоемкости, рассчитанные по формулам (3)–(5).
Таблица 2
Значения площадей внешних поверхностей 1 кг минеральных частиц и их битумоемкость
|
Номера составов и название смесей |
Название материала и фракционный состав минеральной части, мм |
Содержание минеральных частиц по классам, г |
Значения удельной площади внешних поверхностей минеральных составляющих по [10], кг/м2 |
Значения внешних поверхностей Sф, ∙104, см2 |
Толщина битумных пленок hпл, ∙10-4 см по [10] |
Битумоемкость отдельных классов фракций минеральных частиц, %, по [10] |
Битумоемкость смеси, % по формуле (4) |
|
1, 2 ЩМА |
Известняк: |
||||||
|
Менее 0,071 |
79,7 |
340 |
27,098 |
0,26 |
16,0 |
1,275 |
|
|
0,071–0,14 |
9,45 |
70 |
0,6615 |
1,86 |
9,40 |
0,089 |
|
|
0,14–0,315 |
27,0 |
25 |
0,6750 |
3,60 |
7,30 |
0,197 |
|
|
0,315–0,63 |
32,4 |
13 |
0,4212 |
4,40 |
7,00 |
0,227 |
|
|
0,63–1,25 |
39,15 |
6 |
0,2349 |
9,00 |
6,00 |
0,237 |
|
|
1,25–3,00 |
17,55 |
3,5 |
0,0614 |
14,00 |
5,30 |
0,093 |
|
|
3–5 |
52,65 |
1,6 |
0,0642 |
33,00 |
4,60 |
0,242 |
|
|
5–10 |
6,75 |
0,71 |
0,0048 |
54,00 |
3,20 |
0,022 |
|
|
10–15 |
5,40 |
0,40 |
0,0022 |
66,00 |
3,00 |
0,016 |
|
|
Гранит: |
|||||||
|
5–10 |
98,55 |
1,70 |
0,1675 |
64,00 |
5,20 |
0,512 |
|
|
10–15 |
327,04 |
0,74 |
0,2518 |
78,00 |
4,70 |
1,537 |
|
|
15–20 |
264,26 |
0,44 |
0,1163 |
82,00 |
4,50 |
1,189 |
|
|
20–25 |
40,15 |
0,28 |
0,0114 |
83,00 |
4,50 |
0,181 |
|
|
Итого: |
5,817 |
||||||
|
3, 4 АБ |
Известняк: |
||||||
|
0,071–0,14 |
19,60 |
340 |
1,3720 |
1,86 |
9,40 |
0,184 |
|
|
0,14–0,315 |
17,20 |
70 |
0,430 |
3,60 |
7,30 |
0,126 |
|
|
0,315–0,63 |
19,70 |
25 |
0,256 |
4,40 |
7,00 |
0,138 |
|
|
0,63–1,25 |
16,80 |
13 |
0,1001 |
9,00 |
6,00 |
0,101 |
|
|
1,25–3,00 |
15,50 |
6 |
0,0543 |
14,00 |
5,30 |
0,082 |
|
|
3–5 |
19,50 |
3,5 |
0,0312 |
33,00 |
4,60 |
0,090 |
|
|
5–10 |
10,50 |
1,6 |
0,0117 |
54,00 |
3,20 |
0,034 |
|
|
Гранит: |
|||||||
|
3–5 |
127,1 |
1,7 |
0,2116 |
39,0 |
5,60 |
0,712 |
|
|
5–10 |
276,9 |
0,74 |
0,2049 |
64,00 |
5,20 |
1,440 |
|
|
10–15 |
110,9 |
0,44 |
0,0488 |
78,00 |
4,70 |
0,521 |
|
|
15–20 |
109,4 |
0,28 |
0,0306 |
82,00 |
4,50 |
0,492 |
|
|
20–25 |
6,4 |
0,28 |
0,0018 |
83,00 |
4,50 |
0,003 |
|
|
0,071–0,14 |
41,5 |
67 |
2,7805 |
1,84 |
4,50 |
0,349 |
|
|
0,14–0,315 |
22,8 |
28 |
0,6384 |
3,40 |
8,40 |
0,169 |
|
|
0,315–0,63 |
51,1 |
14 |
0,7154 |
4,30 |
7,40 |
0,327 |
|
|
0,63–1,25 |
26,8 |
5,8 |
0,1554 |
6,70 |
6,40 |
0,158 |
|
|
1,25–3,00 |
107,9 |
2,5 |
0,2698 |
16,00 |
5,90 |
0,615 |
|
|
Итого: |
5,70 |
5,511 |
Как видно из табл. 3, значения расхода вяжущего для смесей с добавками ПАВ, рассчитанные по формуле (6), достаточно близко совпадают с экспериментальными величинами. Для смесей без добавок ПАВ расчетные значения расхода вяжущего, рассчитанные по формулам (4), (5) и найденные экспериментально, отличаются между собой. Это можно объяснить не учетом в этих формулах пропитанной в минеральные зерна части и присутствием сгустков вяжущего и неоднородностей в структуре смесей.
Таблица 3
Сопоставительные значения расхода вяжущего для различных смесей
|
Номера составов |
Название и количество добавки ПАВ, % от массы битума |
Расход битума, % от массы минеральной части (сверх 100 %) |
||||
|
по эксперименту |
пропитанной в минеральные зерна части по формуле (3) |
по формуле (4) |
по формуле (5) |
по формуле (6) |
||
|
1 |
Без ПАВ |
7,5 |
2,97 |
5,82 |
8,91 |
– |
|
2 |
Кубовые остатки производства Новантокса 8ПФДА – 0,5 |
5,8 |
0 |
5,82 |
– |
5,94 |
|
3 |
Без ПАВ |
5,8 |
1,32 |
5,51 |
6,52 |
- |
|
4 |
Кубовые остатки производства анилина – 0,5 |
4,8 |
0 |
5,51 |
– |
5,20 |
Выводы
1. Отходы местной химической промышленности ОАО «Химпром» – кубовые остатки производства Новантокса 8ПФДА и анилина, могут применяться в качестве модифицирующих добавок (ПАВ) в вязкие битумы для производства асфальтобетонных и щебеночно-мастичных асфальтобетонных смесей с ОДИ в количестве 0,5–1,2 % от массы вязкого битума.
2. Подтверждено, что использование кубовых отходов производства Новантокса 8ПФДА и анилинав количестве 0,5–1,2 % от массы вязкого битума позволяет снизить расход битума на 17,3–22,6 %. Соответственно это позволит более широко применять асфальтобетоны и щебеночно-мастичные асфальтобетоны с отсевами дробления известняков уменьшенной себестоимости в качестве конструкционного материала покрытий автомобильных дорог общего пользования и магистральных ведомственных, в частности, дорог. Одновременно решается вопрос эффективной утилизации отходов местной химической промышленности.
3. Предложенные формулы (4)–(6) и методики расчета расхода вяжущего позволят специалистам запроектировать и принимать обоснованные решения по назначению требуемого расхода вяжущего для приготовления органических бетонов.
Рецензенты:
Мазуркин П.М., д.т.н., профессор, заведующий кафедрой «Природообустройство», ФГБОУ ВПО «Поволжский государственный технологический университет», г. Йошкар-Ола;
Савельев В.В., д.т.н., профессор кафедры строительного производства Чебоксарского политехнического института (филиала Московского государственного открытого университета им. В.С. Черномырдина), г. Чебоксары.
Работа поступила в редакцию 18.06.2013.
Библиографическая ссылка
Иливанов В.Ю., Малянова Л.И., Салихов М.Г. О ВЛИЯНИИ ДОБАВОК ПОВЕРХНОСТНО-АКТИВНЫХ ВЕЩЕСТВ ИЗ ОТХОДОВ ХИМИЧЕСКОГО ПРОИЗВОДСТВА НА ТРЕБУЕМЫЙ РАСХОД ВЯЖУЩЕГО ДЛЯ ПРИГОТОВЛЕНИЯ ОРГАНИЧЕСКИХ БЕТОНОВ // Фундаментальные исследования. 2013. № 8-1. С. 53-59;URL: https://fundamental-research.ru/en/article/view?id=31869 (дата обращения: 30.07.2026).