


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
SUBSTANTIATION OF POSSIBILITY OF USE OF FATTY WASTE FROM FISH-PROCESSING ENTERPRISES AS A PART OF THE ANTIFRICTIONAL COMPOSITION

Одной из нерешенных проблем в рыбной отрасли является рациональная переработка и использование жировых отходов. Сточные воды многих рыбоперерабатывающих предприятий (особенно жиропроизводства) содержат значительное количество жировых компонентов, находящихся в эмульгированном состоянии. Флотационная очистка указанных стоков приводит к образованию побочных пенных продуктов, называемых жиропеномассами, которые подвергают захоронению на специальных полигонах. Это наносит серьезный ущерб природе и является крайне убыточным мероприятием.
В процессе производства рыбного жира на стадии рафинации технических полуфабрикатов образуются значительные объемы жидких отходов ‒ соапстоков. До настоящего времени проблема их утилизации не решена, что также приводит к потере значительного количества ценных компонентов жировых отходов, которые могли бы стать для рыбной промышленности вторичными материальными ресурсами.
Необходима разработка новых экологически безопасных и экономически выгодных технологий переработки жиросодержащих отходов с определением возможных направлений использования готового продукта.
С целью определения возможных направлений переработки и использования жиросодержащих отходов рыбоперерабатывающих предприятий (жиропеномассы и соапстока) изучен их химический состав, а также фракционный и жирнокислотный состав липидов.
Анализ результатов исследования показал, что основу жиропеномассы и соапстока составляют вода (в среднем от 35 до 78 %), липиды (в среднем от 7 до 56 %) и мыла (в среднем от 7 до 13 %). Причем содержание этих компонентов варьирует в очень широких пределах и зависит от обрабатываемого сырья, характера стоков, поступающих на очистку, а также от технических возможностей очистных сооружений.
Наличие в жиропеномассе и соапстоке значительного количества свободных жирных кислот (до 30 % от содержания липидов) и мыл указывает на возможность использования указанных объектов и их производных в качестве смазочного компонента антифрикционных композиций. Кроме того, высокая непредельность жирнокислотного состава липидов жиропеномассы и соапстока (сумма полиненасыщенных жирных кислот порядка 38 %) может способствовать образованию более прочных граничных слоев между трущимися поверхностями, что значительно повышает эффективность смазки [2].
В связи с постоянно растущими объемами бурения нефтегазовая промышленность испытывает дефицит экологически малоопасных смазочных материалов для буровых растворов. В последние годы смазочные добавки для буровых растворов из разряда вспомогательных веществ специального назначения, как они ранее классифицировались, уверенно переходят в состав основных реагентов. В первую очередь, это вызвано тем, что для бурения наклонных, сильно искривленных и горизонтальных скважин, где потенциально велики энергозатраты на преодоление силы трения колонны труб о стенки скважины, огромное значение придается смазывающей способности буровых растворов.
Кроме того, повышенным требованиям экологической безопасности материалов, используемых в бурении, особенно при освоении морских месторождений, в большей степени соответствуют смазочные добавки на основе природных веществ ‒ растительных масел, животных жиров, жиросодержащих отходов. Объемы потребления экологически безопасных смазочных добавок постоянно растут и требуют расширения сырьевой базы для их производства.
Жиропеномасса и соапсток, содержащие в своем составе свободные жирные кислоты и мыла, могли бы быть использованы в качестве смазывающего компонента в составе бурового раствора.
Для оптимального распределения жирных кислот в водной среде бурового раствора требуется их нейтрализация с образованием мыл. Чем выше степень нейтрализации жирных кислот, тем легче они распределяются (эмульгируются) в растворе, но тем ниже их эффективность, т.к. смазывающая способность пленки на основе полностью нейтрализованных жирных кислот невелика. Необходимо определить оптимальное соотношение жиросодержащего компонента и омыляющего агента в композиции, что обеспечивало бы ей высокую смазочную способность и одновременно достаточную эмульгируемость в водных растворах.
В качестве омыляющих агентов использовали гидрофобизирующие кремнийорганические жидкости Петросил-2М и ГКЖ-10, представляющие собой соответственно 30 %-ные водно-спиртовые растворы алюмометилсилоксанолята натрия и мононатриевой соли этилсилантриола.
Выбор омыляющих агентов был обусловлен рядом факторов. Известно, что этиловый спирт, содержание которого в Петросил-2М и ГКЖ-10 достигает 20 %, синергетически повышает смазочную способность жирных кислот, а также увеличивает стойкость смазочного компонента к бактериальному разложению. Кроме того, при трении в результате разложения кремнийорганических соединений образуется поверхностный слой высокой твердости, на котором хорошо адсорбируются жирные кислоты и их мыла [3].
Модифицирование жиропеномассы кремнийорганическими жидкостями осуществляли следующим образом: жиропеномассу нагревали до 90...95оС, выдерживали при этой температуре 30 минут, отделяли жировую фазу от водной, вносили в жировую фазу омыляющий агент и перемешивали до получения однородной массы в течение 10...15 минут.
С целью определения области оптимального соотношения жиропеномассы и омыляющего агента готовили серию составов с разным соотношением указанных компонентов, добавляли полученные смеси в количестве 1 % в глинистую суспензию, моделирующую буровой раствор, и исследовали триботехнические свойства полученных композиций (коэффициент трения фильтрационной корки, скорость износа стали при удельной нагрузке 140 МПа, коэффициент трения пары «сталь-сталь»). Результаты исследований представлены на рис. 1, 2, 3.
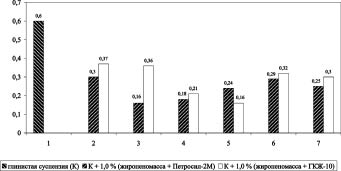
Рис. 1. Зависимость коэффициента трения фильтрационной корки от содержания омыляющего компонента в смазочной композиции при соотношении «жиропеномасса:омыляющий агент»:
1 ‒ нет; 2 ‒ 10:0,5; 3 ‒ 10:1; 4 ‒ 10:1,5; 5 ‒ 10:2; 6 ‒ 10:2,5; 7 ‒ 10:3
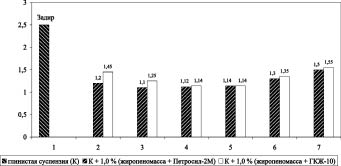
Рис. 2. Зависимость скорости износа стали при удельной нагрузке 140 МПа (мм/ч) от содержания омыляющего компонента в смазочной композиции при соотношении «жиропеномасса:омыляющий агент»:
1 ‒ нет; 2 ‒ 10:0,5; 3 ‒ 10:1; 4 ‒ 10:1,5; 5 ‒ 10:2; 6 ‒ 10:2,5; 7 ‒ 10:3
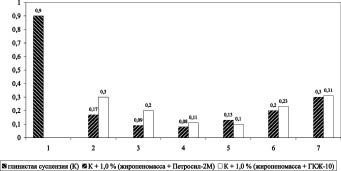
Рис. 3. Зависимость коэффициента трения пары «сталь-сталь» от содержания омыляющего компонента в смазочной композиции при соотношении «жиропеномасса:омыляющий агент»:
1 ‒ нет; 2 ‒ 10:0,5; 3 ‒ 10:1; 4 ‒ 10:1,5; 5 ‒ 10:2; 6 ‒ 10:2,5; 7 ‒ 10:3
Анализ результатов исследований показывает, что наилучшими антифрикционными свойствами обладают композиции с соотношением «жиропеномасса:омыляющий агент» в области 10:1...10:2.
Варьирование концентрацией модифицированной жиропеномассы в составе смазочной композиции (от 0 до 2 %) позволило определить область оптимума в пределах от 1,0 до 1,5 %. Отмечено, что дальнейшее повышение концентрации модифицированной жиропеномассы в смазочной композиции не повышает ее антифрикционные свойства.
Поиск оптимальных условий получения смазочной композиции осуществляли путем построения соответствующих математических моделей в предполагаемой области нахождения оптимума по методу Бокса-Уилсона с использованием ротатабельных планов второго порядка [1]. Поверхность отклика эксперимента аппроксимировали полиномами второго порядка. Расчет коэффициентов уравнений регрессии осуществляли на ПЭВМ по методу наименьших квадратов. Адекватность полученных математических зависимостей оценивалась с помощью критерия Фишера.
Критерием оптимизации технологических процессов получения смазочных композиций (y) являлась обобщенная численная характеристика качества объекта [4], которую рассчитывали по формуле
y=Σn(K)n Σn(a)n/Σn(a/q)n,
где K ‒ коэффициент, учитывающий относительную значимость безразмерных числовых выражений признака объекта (Σn(K)n=1); a ‒ относительная значимость признака объекта; q ‒ безразмерное числовое выражение признака объекта; n ‒ количество измеренных признаков объекта.
ai=ci/c1,
где с ‒ значимость признака объекта; i ‒ порядковый номер признака.
q=const / N или q=N / const,
где N ‒ значение признака объекта, определенное в ходе эксперимента; const ‒ оптимальное значение признака объекта.
Для характеристики получаемой смазочной композиции были выбраны следующие признаки: скорость износа стали при удельной нагрузке 140 МПа (N1), мм/ч; коэффициент трения пары «сталь‒сталь» (N2), коэффициент трения пары «сталь‒фильтрационная корка» (N3).
Значимости признаков смазочной композиции задавали следующие: с1=0,5; с2=0,25; с3=0,25
Оптимальное значение признаков исследуемых смазочных композиций: const1=1,08...1,12 мм/ч (среднее 1,10 мм/ч); const2=0,08...0,10 (среднее 0,09); const3=0,15...0,17 (среднее 0,16).
В качестве факторов, влияющих на свойства смазочных композиций, были выбраны: соотношение «омыляющий компонент:жиропеномасса» в смазочной композиции (x1), концентрация смазочной композиции в модельной глинистой суспензии (x2), %.
В качестве омыляющих компонентов исследовали Петросил-2М и ГКЖ-10.
В результате аппроксимации экспериментальных данных полиномными моделями второго порядка были получены следующие уравнения регрессии:
а) для смеси компонентов «Петросил-2М:жиропеномасса»:
y = 15,8 x1 + 0,87 x2 - 64,2 x12 - 0,21 x22 - 0,3 x1x2 - 0,76;
б) для смеси компонентов «ГКЖ-10:жиропеномасса»:
y = 30,4 x1 + 0,32 x2 - 100,5 x12 - 0,01 x22 - 0,7 x1x2 - 1,69.
Анализ поверхности отклика функций позволил определить оптимальные условия получения смазочных композиций: х1=0,12...0,15; х2=1,5 %.
Полученная смазочная композиция на основе жиропеномассы была апробирована в качестве смазочного компонента бурового раствора.
Промышленные испытания смазочной композиции на основе модифицированной жиропеномассы проводились при бурении морской скважины Штокмановского месторождения в интервале 1702 ‒2306 м. В результате введения модифицированной жиропеномассы в буровой раствор значение коэффициента трения фильтрационной корки снизилось в 1,5 раза, коэффициент трения скольжения пары «сталь‒сталь» во всем диапазоне исследуемых нагрузок уменьшился в среднем в 1,6 раза, скорость изнашивания стали при максимальной удельной нагрузке (140 МПа) снизилась в два раза.
Параллельно были проведены исследования триботехнических свойств бурового раствора с этой же скважины, обработанного широко используемыми в бурении смазочными добавками ‒ СПРИНТ-2, РАМБС и СДЭБ. Испытания показали, что модифицированная пеномасса не только не уступает традиционно используемым при бурении смазочным добавкам, но и превосходит их, особенно по противоизносной способности.
По результатам исследований разработана нормативная документация на технологию приготовления и использования в составе бурового раствора смазочной композиции на основе модифицированной жиропеномассы.
При изучении возможности использования соапстока в составе смазочной композиции последний не подвергали модификации (омылению), так как он изначально содержит значительное количество (до 20 %) натриевых мыл, а непосредственно смешивали с глинистой суспензией в разных соотношениях.
Результаты исследования показали, что количество вводимого в композицию соапстока не должно превышать 1,5 %. При этом на 40 % снижается коэффициент трения фильтрационной корки и в два раза коэффициент трения пары «сталь-сталь» по сравнению с показателями глинистой суспензии. Дальнейшее увеличение содержания соапстока в смеси приводит к ухудшению ее антифрикционных свойств.
Испытания также показали, что по антифрикционным свойствам смазочная композиция на основе соапстока не уступает традиционным смазкам, используемым при бурении скважин, но значительно уступает смазке на основе модифицированной жиропеномассы. Это объясняется высоким содержанием в жиропеномассе свободных жирных кислот, которые по сравнению с мылами способны образовывать между поверхностями трения более прочные граничные слои.
Предложенная технология переработки и использования жиропеномассы и соапстока в составе технических смазочных композиций позволит решить экологическую проблему рыбоперерабатывающих предприятий, связанную с утилизацией указанных жировых отходов. Кроме того, применение разработанных составов, например, при бурении нефтегазовых скважин, значительно повышает эффективность технологического процесса благодаря хорошим антифрикционным свойствам предложенных композиций.
Список литературы
- Адлер Ю.П. Планирование эксперимента при поиске оптимальных условий. ‒ М.: Наука, 1976. ‒ 280 с.
- Ахматов А.С. Молекулярная физика граничного трения. ‒ М.: Гос. изд-во физ.-мат. литературы, 1963. ‒ 300 с.
- Белов В.П. Исследование буровых растворов, обработанных кремнийорганическими соединениями // Нефтегазовое хозяйство. ‒ 1980. ‒ № 1. ‒ С. 13-17.
- Чижов Г.Б. Обобщенные численные характеристики изменения мяса при холодильной обработке и хранении. Обзорная информация / ЦНИИТЭИ. ‒ М.,1976. ‒ Вып. 2. ‒ С. 35. ‒ Сер. «Холодильная промышленность и транспорт».
Рецензент:
Путинцев Николай Михайлович, д.ф.-м.н., профессор, зав. кафедрой химии, Мурманский государственный технический университет Федерального агентства по рыболовству, академик РАЕ.
Библиографическая ссылка
Петров Б.Ф ОБОСНОВАНИЕ ВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ ЖИРОВЫХ ОТХОДОВ РЫБОПЕРЕРАБАТЫВАЮЩИХ ПРОИЗВОДСТВ В СОСТАВЕ АНТИФРИКЦИОННОЙ КОМПОЗИЦИИ // Фундаментальные исследования. 2010. № 12. С. 136-141;URL: https://fundamental-research.ru/en/article/view?id=17445 (дата обращения: 11.07.2026).