


Scientific journal
Fundamental research
ISSN 1812-7339
"Перечень" ВАК
ИФ РИНЦ = 1,798
EFFECT OF THE FORM OF WEAPON ON STRESS STATE OF DRILLING TOOLS

Срок службы бурового инструмента в значительной степени определяется физико-механическими свойствами горных пород, которые обусловливают тип и форму его вооружения [1-3]. Рассмотрим особенности напряженного состояния условного элемента вооружения, в качестве которого взяты инденторы различной формы. При этом приняты следующие варьируемые параметры: угол заострения, степень затупления, форма индентора и угол приложения нагрузки. Для количественной оценки параметров напряженно-деформированного состояния воспользуемся методом конечных элементов с использованием конечно-элементной компьютерной модели [4].
В большинстве случаев задачи решались в упругой и упругопластической постановках. Упругопластическое решение обеспечивалось заданием диаграммы деформирования материала вооружения с участком линейного упрочнения (рис. 1). В результате этого учитывались явления упрочнения материала при возникновении в локальных зонах напряжений, превышающих предел текучести.
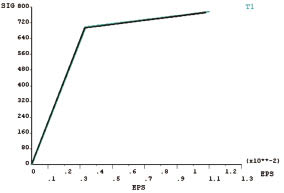
Рис. 1. Модель упругопластического поведения материала
Анализ влияния угла заострения, степени затупления и угла приложения нагрузки выполнен для индентора в виде конуса с переменными геометрическими параметрами.
Разный угол заострения
Параметр а (рис. 2) варьировался в диапазоне от 5 до 12 мм. При упругом решении за единичный результат приняты расчетные параметры при а = 5 мм, при упругопластическом ‒ при а = 12 мм. Напряжения и деформации представлены в относительных единицах от единичного результата. Эквивалентные напряжения рассчитываются по методике Мизеса. Результаты моделирования представлены в табл. 1, 2.
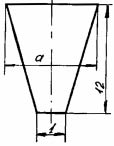
Рис. 2. Расчетная схема при переменном угле заострения
Таблица 1
Результаты решения упругой задачи
|
а, мм |
Интенсивность напряжений |
Абсолютные деформации (в долях единиц от максимальной деформации) |
|
5 |
1 |
1 |
|
6 |
0,981 |
0,849 |
|
7 |
0,973 |
0,746 |
|
8 |
0,967 |
0,671 |
|
9 |
0,942 |
0,569 |
|
10 |
0,942 |
0,569 |
|
11 |
0,950 |
0,535 |
|
12 |
0,955 |
0,507 |
Таблица 2
Результаты решения упругопластической задачи
|
а, мм |
Интенсив-ность напряжений |
Абсолютные деформации |
Эквива-лентные пластические напряжения |
Интенсив-ность полной деформации |
Интенсив-ность пластической деформации |
Эквива-лентные пластические деформации |
Работа пластической деформации |
|
5 |
1,17 |
12,80 |
1,23 |
35,61 |
95,97 |
100,74 |
112,55 |
|
6 |
1,14 |
8,86 |
1,18 |
28,24 |
75,74 |
78,67 |
85,85 |
|
7 |
1,09 |
5,79 |
1,13 |
20,22 |
53,73 |
55,19 |
58,72 |
|
8 |
1,06 |
3,34 |
1,07 |
12,09 |
31,40 |
31,75 |
32,90 |
|
9 |
1,02 |
1,69 |
1,02 |
4,68 |
11,05 |
11,02 |
11,15 |
|
10 |
1,00 |
1,18 |
1,01 |
1,32 |
1,90 |
1,94 |
1,94 |
|
11 |
0,99 |
1,07 |
1,00 |
1,06 |
1,18 |
1,20 |
1,20 |
|
12 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Можно сделать вывод, что с уменьшением угла резания растут все силовые и деформационные характеристики, однако пластические составляющие напряжений и деформаций увеличиваются быстрее, чем упругие и полные компоненты.
Разная степень затупления
Параметр b (рис. 3) варьировался в диапазоне от 0,5 до 3 мм. За единичный результат приняты расчетные параметры при b=3 мм. Результаты моделирования представлены в табл. 3, 4.
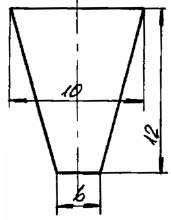
Рис. 3. Расчетная схема при переменной степени затупления
Таблица 3
Результаты решения упругой задачи
|
b, мм |
Интенсивность напряжений |
Абсолютные деформации |
|
0,5 |
44,75 |
6,54 |
|
1,0 |
10,85 |
3,22 |
|
1,5 |
4,55 |
2,03 |
|
2,0 |
2,54 |
1,58 |
|
2,5 |
1,50 |
1,20 |
|
3,0 |
1 |
1 |
Таблица 4
Результаты решения упругопластической задачи
|
b, мм |
Интенсив-ность напряжений |
Абсолютные деформации |
Эквива-лентные пластические напряжения |
Интенсив-ность полной деформации |
Интенсив-ность пластической деформации |
Эквива-лентные пластические деформации |
Работа пластической деформации |
|
0,5 |
32,07 |
21,74 |
32,56 |
61,50 |
64,00 |
65,05 |
1453,20 |
|
1,0 |
11,58 |
9,00 |
11,31 |
21,58 |
22,43 |
21,92 |
172,50 |
|
1,5 |
4,80 |
4,80 |
4,71 |
8,38 |
8,68 |
8,52 |
29,57 |
|
2,0 |
2,67 |
2,80 |
2,61 |
4,23 |
4,46 |
4,26 |
8,82 |
|
2,5 |
1,53 |
1,71 |
1,52 |
2,04 |
2,08 |
3,60 |
2,78 |
|
3,0 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
С уменьшением степени затупления растут все компоненты напряжений и деформаций. Однако в данном случае скорости изменения пластических и упругих компонентов напряжений и деформаций отличаются слабо и могут быть приняты практически одинаковыми.
Разный угол приложения нагрузки
Угол α приложения нагрузки (рис. 4) варьировался от 0 до 90°. За единичный результат приняты расчетные параметры при α=0°. Результаты моделирования представлены в табл. 5, 6.
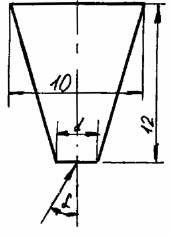
Рис. 4. Расчетная схема при переменном угле приложения нагрузки
Таблица 5
Результаты решения упругой задачи
|
α, ° |
Интенсивность напряжений |
Абсолютные деформации |
|
0 |
1 |
1 |
|
10 |
1,46 |
2,24 |
|
20 |
1,91 |
4,29 |
|
30 |
2,44 |
6,59 |
|
40 |
2,77 |
9,06 |
|
50 |
3,10 |
11,59 |
|
60 |
3,65 |
13,51 |
|
70 |
4,59 |
16,38 |
|
80 |
5,10 |
18,47 |
|
90 |
6,87 |
20,27 |
Таблица 6
Результаты решения упругопластической задачи
|
α, ° |
Интенсив-ность напряжений |
Абсолютные деформации |
Эквива-лентные пластические напряжения |
Интенсив-ность полной деформации |
Интенсив-ность пластической деформации |
Эквива-лентные пластические деформации |
Работа пластической деформации |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
0 |
1 |
1 |
0 |
1 |
0 |
0 |
0 |
|
10 |
1,21 |
2,91 |
1 |
4,52 |
1 |
1 |
1 |
|
20 |
1,42 |
7,35 |
1,18 |
9,77 |
2,52 |
2,51 |
2,76 |
|
30 |
1,67 |
13,80 |
1,42 |
16,11 |
4,35 |
4,37 |
5,31 |
|
40 |
2,00 |
24,26 |
1,68 |
24,09 |
6,66 |
6,67 |
9,14 |
|
50 |
2,31 |
40,37 |
1,97 |
31,82 |
8,90 |
9,06 |
13,83 |
|
60 |
2,81 |
60,63 |
2,38 |
43,73 |
12,3 |
12,43 |
21,65 |
|
70 |
3,47 |
85,56 |
2,91 |
59,5 |
16,89 |
16,85 |
34,03 |
|
80 |
3,79 |
110,93 |
3,20 |
67,43 |
19,18 |
19,21 |
42,42 |
|
90 |
5,26 |
136,07 |
4,35 |
102,05 |
29,20 |
28,77 |
82,51 |
С увеличением угла приложения нагрузки вследствие постепенного перехода от осевого сжатия к поперечному изгибу растут все компоненты напряжений и деформаций, однако упругие компоненты растут быстрее пластических.
Разная форма индентора
Рассмотрено напряженное состояние инденторов одинаковых размеров четырех типов (рис. 5). За единичный результат приняты расчетные параметры для индентора типа 1. Результаты моделирования представлены в табл. 7, 8.




1 2 3 4
Рис. 5. Твердотельные модели инденторов: 1 ‒ форма вогнутого конуса;
2 ‒ форма выпуклого конуса; 3 ‒ цилиндро-сферическая форма;
4 ‒ форма прямого конуса
Таблица 7
Результаты решения упругой задачи
|
Тип индентора |
Интенсивность напряжений |
Абсолютные деформации |
|
1 |
1 |
1 |
|
2 |
0,95 |
0,65 |
|
3 |
0,81 |
0,55 |
|
4 |
0,97 |
0,77 |
Таблица 8
Результаты решения упругопластической задачи
|
Тип индентора |
Интенсив-ность напряжений |
Абсолю-тные дефор-мации |
Эквива-лентные пластические напряжения |
Интенсив-ность полной деформации |
Интенсив-ность пластической деформации |
Эквива-лентные пластические деформации |
Работа пласти-ческой дефор-мации |
|
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
2 |
0,77 |
0,30 |
0,73 |
0,25 |
0,18 |
0,18 |
0,15 |
|
3 |
0,77 |
0,21 |
0,68 |
0,10 |
0,03 |
0,03 |
0,02 |
|
4 |
0,88 |
0,53 |
0,87 |
0,64 |
0,60 |
0,59 |
0,55 |
Как видно, форма индентора оказывается фактически определяющей характеристикой, поскольку при одних и тех же характерных размерах показатели напряжений и деформаций отличаются в десятки раз.
Выводы
1. Срок службы вооружения (твердосплавных зубков) бурового инструмента в значительной степени определяется его геометрическими параметрами, такими, как угол заострения, степень затупления и форма рабочей поверхности.
2. С увеличением угла заострения и степени затупления интенсивность напряжений и деформаций в твердосплавных зубках снижается, что следует учитывать при конструировании бурового инструмента: меньшие значения указанных параметров приемлемы для горных пород небольшой крепости (f=4‒6), а большие значения предпочтительны для крепких (f=6‒10) и очень крепких (f=10‒16) пород [5].
3. Цилиндро-сферическая форма зубка обеспечивает наименьшие деформационные и пластические нагрузки на вооружение, что является определяющим фактором при создании бурового инструмента с ударно-вдавливающим характером разрушения горных пород, например, шарошечных долот [6].
4. При разработке конструктивных схем бурового инструмента следует исходить из того, что при работе угол приложения нагрузки на него должен быть минимальным, с целью снижения напряжений и деформаций на вооружение [7].
НИР выполнена в рамках реализации ФЦП «Научные и научно-педагогические кадры инновационной России» на 2009-2013 годы.
Список литературы
- Буткин В.Д., Гилёв А.В., Чесноков В.Т. Опыт и развитие технологии силового бурения резанием. ‒ М.: МаксПресс, 2005. ‒ 304 с.
- Буткин В.Д., Гилёв А.В., Чесноков В.Т. Проектирование буровых долот для открытых горных, земляных и строительных работ. ‒ М.: МаксПресс, 2005. ‒ 240 с.
- Гилёв А.В. О повышении срока службы бурового инструмента // Изв. вузов. Горный журнал. ‒ 2004. ‒ №12. ‒ С. 70-74.
- Гилёв А.В., Буткин В.Д., Доронин С.В. Развитие проектных расчетов буровых шарошечных долот повышенной живучести // Современные методы математического моделирования природных и антропогенных катастроф: тр. 7-й Всерос. науч. конф. В 3-х т. ‒ Красноярск, 2003. ‒ Т. 2 ‒ С. 73-78.
- Буткин В.Д., Гилёв А.В. Математические модели для оценки качества и экономической эффективности шарошечных долот в условиях карьера // Современные технологии освоения минеральных ресурсов: сб. науч. тр. ‒ Вып. 3. ‒ Красноярск, 2005. ‒ С. 88-94.
- Буткин В.Д., Гилёв А.В., Вершинский С.Н. Разборные шарошечные долота с вертикальными опорами // Территория Нефтегаз. ‒ 2008. ‒ №3. ‒ С. 24-30.
- Гилёв А.В., Буткин В.Д., Чесноков В.Т. Развитие конструктивных схем долот с зубчато-дисковыми шарошками // Горное оборудование и электромеханика. ‒ 2005. ‒ №3. ‒ С. 14-16.
Рецензенты:
Анушенков Александр Николаевич, д.т.н., главный научный сотрудник лаборатории подземной разработки рудных месторождений ИГД СО РАН;
Сигова Елена Михайловна, к.т.н., научный сотрудник отдела живучести конструкций технических систем учреждения Российской академии наук «Специальное конструкторско-технологическое бюро «Наука» Красноярского научного центра СО РАН.
Библиографическая ссылка
Гилёв А.В, Шигин А.О, Доронин С.В, Чесноков В.Т ВЛИЯНИЕ ФОРМЫ ВООРУЖЕНИЯ НА НАПРЯЖЕННОЕ СОСТОЯНИЕ БУРОВОГО ИНСТРУМЕНТА // Фундаментальные исследования. 2010. № 12. С. 80-87;URL: https://fundamental-research.ru/en/article/view?id=17437 (дата обращения: 11.07.2026).