



В производстве древесноволокнистых плит (ДВП) отходы производства составляют около 20 %. В основном эти отходы вывозятся на полигоны - захоронения или сжигаются в местных ТЭЦ. Иногда часть отходов находит свое применение в основном производстве. Однако, из-за отсутствия технологии переработки вторичного волокна, его повторное использование в производственном процессе в большинстве случаев оказывается негативное влияние на качество плиты. Для роспуска вторичного волокна в производстве ДВП используются либо дисковые, либо конические мельницы. Применение ножевых машин для подготовки вторичного волокна неприемлемо на наш взгляд по следующим причинам:
- ранее обработанное волокно подвергается дополнительной рубке в рабочих органах ножевых машин;
- исключается возможность использования вторичного волокна в полном объеме.
Основная цель обработки вторичного волокна заключается в создании условий для поглощения волокнами воды и максимального набухания, в придании волокнам формы, близкой к первоначальной. В процессе размола древесной массы вследствие механического воздействия на волокна и их ороговения при сушке капилляры разрушаются, сами волокна сжимаются, размеры их уменьшаются. Все это приводит к снижению способности волокон к набуханию. Изменения, происходящие с волокнами, являются необратимыми. Однако при соответствующей механической обработке можно частично улучшить механические свойства массы. При этом важно проводить обработку вторичного волокна при оптимальных технологических параметрах.
Правильное использование вторичного волокна представляет собой крупную технико-экономическую проблему. В связи с этим очевидна актуальность работ, посвященных разработке новых технологических решений в обработке вторичного волокна, разработке новых видов оборудования, модернизации существующих машин и технологий.
В промышленных условиях действующего предприятия на заводе ДВП ЗАО "Лесосибирский лесопильно-деревообрабатывающий комбинат №1" и в лаборатории Сибирского государственного технологического университета были проведены исследования, посвященные подготовке вторичного волокна при производстве древесноволокнистых плит. Были изучены основные закономерности процесса разработки вторичного волокна при производстве древесноволокнистых плит мокрым способом, а также влияние технологических параметров данного процесса на основные бумагообразующие свойства вторичной массы и физико-механические характеристики отливок из разработанной массы. Получена математическая модель процесса роспуска вторичного волокна в производстве ДВП с использованием безножевого способа его подготовки.
Математический анализ проводился по модели с нормализованными обозначениями факторов:
Y1 = 14,43 + 4,226Х1 + 1,9Х2 + 3,18Х3 + 0,36Х12 + 0,36Х22 +0,56Х32 - - 0,85Х1Х2 -0,35Х1Х3 +0,75Х2Х3
Проанализировав данное уравнение, можно сделать следующие выводы: зависимость Y1 (ДС - степени помола) от каждого из факторов Х1, Х2, Х3 является квадратичной, так как присутствуют соответствующие квадратичные члены. При этом можно утверждать, что при росте величины Х1 (τ - продолжительность обработки вторичного волокна в гидроразбивателе), отклик возрастает всегда, при любых значениях остальных факторов. Для этого достаточно убедится, что b1 > 0 и b1 > ![]()
![]() . Действительно, имеем b1 = 4,22 > 0 и 4,22 > (-1,21). Аналогично, с ростом Х2 и Х3 (Т - температура обработки и с - концентрация массы соответственно) отклик Y1 тоже всегда возрастает. Зависимости отклика от каждого из факторов описываются уравнениями парабол, так как b11, b22 и b33 отличны от нуля.
. Действительно, имеем b1 = 4,22 > 0 и 4,22 > (-1,21). Аналогично, с ростом Х2 и Х3 (Т - температура обработки и с - концентрация массы соответственно) отклик Y1 тоже всегда возрастает. Зависимости отклика от каждого из факторов описываются уравнениями парабол, так как b11, b22 и b33 отличны от нуля.
Далее отмечаем, что наибольшее влияние фактора Х1 имеет место при Х2 = + 1 и Х3 = + 1, при этом ![]() = 6,15. Аналогично, наибольшее влияние факторов Х2 и Х3 имеет место при Х1 = + 1, Х3 = + 1 для Х2 и Х1 = +1, Х2 = +1 для Х3. Наибольшее влияние по показателю
= 6,15. Аналогично, наибольшее влияние факторов Х2 и Х3 имеет место при Х1 = + 1, Х3 = + 1 для Х2 и Х1 = +1, Х2 = +1 для Х3. Наибольшее влияние по показателю ![]() имеет фактор Х1.
имеет фактор Х1.
Наглядное представление о влиянии факторов и их взаимодействий на отклик дает изучение графиков, построенных по зависимости с натуральными значениями факторов:
ДС = 12,1 - 0,002τ + 0,033T -1,8с + 0,0000024τ2 + 0,0007Т2 + с2 -- 0,000045Tτ + 0,00045τc + 0,034Тс
В трехмерной системе координат поверхность отклика включает в себя все кривые семейства Y1 = f (τ, Т) в диапазоне - 1 > τ > +1 (рисунок 1) при различных значениях фактора T - температуры и фиксированных значениях фактора концентрации с.
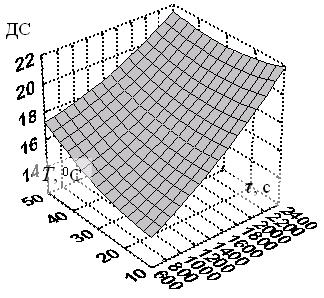
Рисунок 1. Поверхность отклика ДС = f (τ, Т) в трехмерной системе координат
Трехмерный график позволяет оценить и парное взаимодействие, так влияние фактора продолжительности обработки (τ) на отклик увеличивается с ростом второго фактора - температуры. Это подтверждает выводы, которые были сделаны на основе математического анализа модели.
Полученные научные обоснования и технологические решения позволяют использовать в производстве древесноволокнистых плит мокрым способом весь объем вторичного сырья с сохранением качественных показателей готовой продукции, значительно снижая удельный расход электроэнергии на приготовление вторичной массы. На основании полученных результатов, в технологическую схему современного производства ДВП мокрым способом, действующим на исследуемом предприятии целесообразно включать гидроразбиватель как узел переработки вторичного волокна.
Таким образом, результаты проведенных исследований дают возможность применения основных положений наших исследований в качестве научных основ разработки технологии безотходного производства древесноволокнистых плит мокрым способом.
Библиографическая ссылка
Петрушева Н.А, Чистова Н.Г, Трофимук В.Н БЕЗОТХОДНЫЕ ТЕХНОЛОГИИ В ПРОИЗВОДСТВЕ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ // Фундаментальные исследования. 2004. № 3. С. 112-114;URL: https://fundamental-research.ru/ru/article/view?id=4822 (дата обращения: 02.07.2026).