



Шероховатость поверхности является одним из важных показателей качества деталей машин. Она определяет свойства как подвижных, так и неподвижных соединений, а также ряд других показателей качества [1, 2].
Важной задачей современного машиностроения является повышение экономической эффективности обработки деталей. Для этого необходимо обеспечить высокую производительность обработки при заданном уровне качества поверхностного слоя деталей. Одним из путей повышения производительности является выбор оптимальных режимов резания, обеспечивающих высокую скорость обработки и требуемое качество поверхности [3].
Контроль качества поверхности деталей при обработке шлифованием является актуальной задачей. Это связано в первую очередь с тем, что шлифование является финишной обработкой и появление брака на данной операции сводит на нет все усилия по повышению качества на предыдущих операциях. Поэтому контроль шероховатости поверхности является актуальным направлением развития автоматизированных систем управления технологическими процессами.
Износ абразивного инструмента при шлифовании с течением времени приводит к изменению сил резания. Для уменьшения влияния размерного износа инструмента на погрешность обработки детали используют системы контроля линейных размеров. Однако изменение сил резания приводит также к увеличению шероховатости поверхности.
Шероховатость поверхности контролируют чаще всего после обработки. Это является экономически нецелесообразным, так как приводит только к выявлению брака. Определение же качества поверхности во время обработки позволит корректировать режимы резания для исключения брака в ходе технологического процесса. Однако применяемые в производстве методы измерения шероховатости не дают возможность проводить контроль качества поверхности в режиме реального времени.
Для измерения шероховатости используются контактные и бесконтактные методы. Первые используются для измерений шероховатости поверхностей в заводских лабораториях. К ним в первую очередь относится использование профилометров. Использование профилометров в ходе технологического процесса затруднительно из-за вибрации станочного оборудования, которая влияет на погрешность измерений. Для автоматизированного контроля качества поверхности в ходе технологического процесса предпочтительней использовать бесконтактные оптические методы, сущность которых заключается в изучении различных свойств отраженного от исследуемой поверхности излучения.
В настоящее время существуют различные оптические методы измерения шероховатости, такие как методы светового и теневого сечения профиля, растровые, рефлектометрические. Среди последних следует выделить методы, использующие в качестве информативного параметра поляризационные характеристики отраженного излучения [4, 5]. Они основаны на явлении поляризация излучения, происходящей на границах раздела сред.
Известно, что шероховатость поверхности влияет на поляризационные характеристики отраженного от нее излучения [6, 7]. Поэтому одним из перспективных направлений развития методов контроля качества поверхности является применение в качестве информативного параметра поляризационных характеристик отраженного излучения. Теоретические исследования поляризации отраженного излучения являются достаточно сложными, поэтому при изучении влияния шероховатой поверхности на поляризационные характеристики предпочтительней использовать экспериментальные методы. С целью выявления зависимости поляризационных параметров отраженного излучения от величины шероховатости проведены экспериментальные исследования.
Постановка эксперимента. В ходе эксперимента шероховатая поверхность освещалась пучком монохроматического излучения и фиксировалась интенсивность отраженного излучения с помощью фотоприемника. Предварительные эксперименты показали, что наиболее оптимальными углами падения и отражения является угол в 45 °. При этом при определенных диапазонах шероховатости характеристика, полученная при угле падения в 60 °, обладала более крутой характеристикой. Поэтому угол падения целесообразно выбирать в зависимости от диапазона измерений шероховатости. Для изучения поляризационных свойств отраженного излучения перед фотоприемником устанавливался линейный поляризатор. Структурная схема экспериментальной установки показана на рис. 1. На рисунке показаны: 1 – источник монохроматического излучения, 2 – образцовая шероховатая поверхность, 3 – линейный поляризатор, 4 – фотоприемник, 5 – блок электронной обработки.
Для уменьшения влияния фоновых шумов использовалась импульсная модуляция излучения, а в блоке электронной обработки применялся полосовой фильтр.
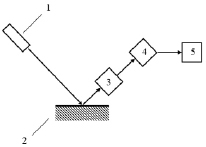
Рис. 1. Структурная схема экспериментальной установки
Результаты эксперимента
|
Ra, мкм |
U(J0), В |
U(J45), В |
U(J90), В |
P |
|
0,1 |
1,74 |
1,69 |
1,63 |
0,033 |
|
0,2 |
1,40 |
1,05 |
1,02 |
0,2 |
|
0,4 |
0,99 |
0,67 |
0,62 |
0,268 |
|
0,8 |
0,80 |
0,48 |
0,53 |
0,386 |
|
1,6 |
0,59 |
0,31 |
0,31 |
0,44 |
|
3,2 |
0,37 |
0,18 |
0,17 |
0,473 |
Эксперименты проводились на образцах шероховатости по ГОСТ 9378-75 с плоской поверхностью с номинальными значениями параметра Ra 0,1 … 3,2.
Степень поляризации вычисляется по формуле
 ,
,
где J0, J45, J90 – интенсивность излучения, измеренная при углах поляризатора 0, 45 и 90 ° соответственно.
Результаты замеров приведены в таблице.
На рис. 2 показана зависимость степени поляризации излучения от шероховатости поверхности, полученная на основе экспериментальных данных.
Для аппроксимации экспериментальной кривой использовался полином второго порядка, расчет коэффициентов аппроксимирующей функции проводили методом наименьших квадратов. Проверка адекватности полученной зависимости с помощью критерия Фишера показала, что полученная модель с высокой доверительной вероятностью хорошо описывает взаимосвязь степени поляризации отраженного излучения и параметра шероховатости Ra.
Таким образом, в результате экспериментальных исследований было выявлено наличие зависимости между степенью поляризации отраженного излучения и параметром шероховатости Ra. Полученная модель позволяет использовать степень поляризации отраженного излучения в качестве информативного параметра при контроле процесса шлифования в режиме реального времени.
Применение. С целью практического использования результатов экспериментальных исследований разработана система активного контроля качества поверхности на шлифовальных операциях.
Для управления процессом шлифования в режиме реального времени обрабатываемую деталь (D) освещают источником монохроматического излучения (L). Отраженное излучение фиксируют трехплощадочным фотоприемником (PD), перед чувствительными площадками которого установлены линейные поляризаторы (P), оси поляризации которых ориентированы под 0, 45 и 90 ° соответственно. Сигнал с фотоприемника поступает в систему активного контроля (IMS). По результатам измерения шероховатости система активного контроля формирует управляющие воздействия на стойку числового программного управления станком (CNC) с целью корректировки режимов резания, либо с целью передачи сигнала о необходимости замены обрабатывающего инструмента. Корректировка режимов резания достигается формированием соответствующих управляющих сигналов со стойки числового программного управления на приводы станка (ED).
Схема активного контроля содержит три измерительных канала. Реализация обработки полученных с каждого канала данных возможна либо последовательно, либо параллельно. В первом варианте используется аналоговый коммутатор, последовательно подающий на вход аналогово-цифрового преобразователя напряжения с каждого из трех измерительных каналов. Однако в этом случае появляется дополнительная динамическая погрешность измерений, вызванная замером интенсивностей линейно-поляризованного излучения в разные моменты времени. Предпочтение следует отдать схеме с параллельной обработкой (рис. 4). При реализации этого варианта, данные с фотоприемников (PD1…PD3) усиливаются и фильтруются блоками усилителей (A1…A3), преобразуются в цифровой код тремя аналогово-цифровыми преобразователями (ADC1…ADC3) и считываются в один момент времени по команде с вычислительной системы (CS).
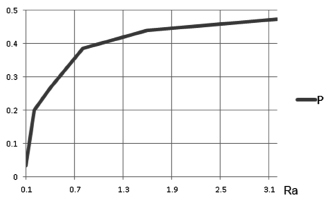
Рис. 2. Зависимость степени поляризации P от параметра шероховатости Ra
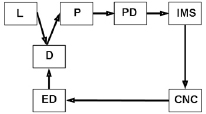
Рис. 3. Структурная схема управления процессом шлифования
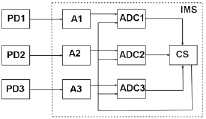
Рис. 4. Структурная схема системы активного контроля
Блоки усилителей (A1…A3) представляют собой преобразователь тока в напряжение, усилитель и полосовой фильтр. Обработанный сигнал с фотоприемников поступает на вход вычислительной системы, которая вычисляет шероховатость поверхности и формирует сигнал на систему числового программного управления станком.
Шероховатость шлифованной поверхности во многом определяется режимами резания. Для выбора оптимальных режимов резания требуется разрешение технического противоречия. С одной стороны, уменьшению шероховатости способствует занижение режимов резания. А с другой, для повышения производительности оборудования требуются высокие скорости обработки. Повышение режимов обработки приводит к нагреву поверхностного слоя и уменьшению твердости из-за изменения структуры металла. Это отрицательно влияет на эксплуатационные свойства деталей. Увеличение температуры также приводит к появлению деформаций в системе.
Для достижения требуемой шероховатости в конце шлифовальной операции часто используют выхаживание (шлифование без подачи). С некоторого момента времени выхаживание перестает влиять на качество поверхности и дальнейшая обработка является экономически нецелесообразной. Поэтому контроль времени выхаживания на основе измерения текущей шероховатости может повысить эффективность обработки.
Другим применением системы активного контроля может служить контроль состояния инструмента. Износ абразивного круга увеличивает шероховатость обрабатываемой поверхности, и достижение заданного уровня может служить основанием для замены инструмента или его правки.
Таким образом, применение систем активного контроля шероховатости поверхности в режиме реального времени позволяет увеличить производительность и качество обрабатываемых деталей, а также дает текущую информацию о ходе технологического процесса и состоянии обрабатывающего инструмента.
Заключение
Контроль качества поверхности в ходе выполнения технологического процесса является актуальной задачей. Одним из способов контроля качества поверхности является применение поляризационных методов измерения шероховатости. Результаты проведенных экспериментов показали наличие корреляции между шероховатостью поверхности и степенью поляризации отраженного от нее излучения. Использование полученных результатов позволяет создать автоматизированную систему контроля качества поверхности при шлифовании деталей. Она позволит отслеживать изменения хода технологического процесса, в режиме реального времени вносить корректировки в технологический процесс и, следовательно, уменьшить время обработки и повысить качество деталей, а также контролировать состояние обрабатывающего инструмента.
Библиографическая ссылка
Зиятдинов Р.Р., Шабаев А.А., Валиахметов Р.Р. СИСТЕМА АКТИВНОГО КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ НА ОСНОВЕ ИЗМЕРЕНИЯ СТЕПЕНИ ПОЛЯРИЗАЦИИ ОТРАЖЕННОГО ИЗЛУЧЕНИЯ // Фундаментальные исследования. 2017. № 12-2. С. 287-291;URL: https://fundamental-research.ru/ru/article/view?id=42017 (дата обращения: 30.07.2026).