



В настоящее время на предприятиях пищевой промышленности России ежегодно разрабатывается несколько видов новой продукции. Не исключением является мясная промышленность. Например, в Крестьянском хозяйстве Волкова в городе Кемерово выпускается порядка 10–15 единиц новой продукции в год, которая требует разработки новой упаковки, отвечающей современным требованиям по экологичности, безопасности и устойчивости к воздействию окружающей среды. В частности, при упаковке варено-копченой колбасы необходимо использовать термоусадочную пленку, поскольку она отвечает данным требованиям.
В Крестьянском хозяйстве Волкова используется упаковочное оборудование горизонтального типа, формирующее из одного рулона пленки трехшовные пакеты-«подушки». В процессе упаковывания возникает ряд проблем, приводящих к негерметичности упаковки и, как следствие, к возобновлению упаковочного процесса, приводящего к значительному увеличению расхода пленочного материала. Поэтому разработка нового упаковочного оборудования или модернизация существующего является актуальной для предприятий мясной промышленности и частных хозяйств.
В связи с этим целью настоящей работы являлась модернизация упаковочной машины, входящей в технологическую линию по упаковке варено-копченой колбасы производительностью 240 шт/ч.
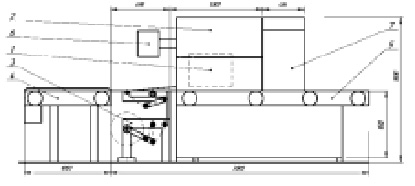
Рис. 1. Схема упаковочной машины Delta FloBAG: 1 – блок продольной запайки; 2 – блок поперечной запайки; 3 – блок держателя рулона; 4 – стол подачи продукта; 5 – отводящий конвейер; 6 – панель оператора; 7 – пневматический штамп
Достижение поставленной цели осуществлялось путем решения следующих задач:
1. Повышение производительности упаковывания колбасных изделий и сокращение брака по термоусадочной пленке за счет модернизации ролика.
2. Проектировка натяжного ролика, предотвращающего провисание термоусадочной пленки.
3. Определение величины натяжения ленты до и после установки модернизируемого ролика.
4. Изучение зависимости провисания ленты от ее ширины и скорости работы оборудования.
Объектом исследования являлась упаковочная машина Delta FloBAG [1], общий вид которой представлен на рис. 1.
Предметом исследования было определение силы натяжения, влияющей на провисание термоусадочной пленки на модернизируемых валах.
Результаты исследования и их обсуждение
В ходе эксплуатации упаковочной машины было выявлено провисание пленочного материала на валах под номерами 1 и 3 в зоне узла натяжения (рис. 2), приводящее к замятию кромок ленты и неравномерности ее подачи.
Для устранения данных недостатков была произведена модернизация роликов натяжения 1 и 3, технической новизной которых являлся надетый на вал полиуретановый рукав с ребордами, предотвращающий соскальзывание полотна пленки. Помимо этого на концы вала установлены ограничители, способствующие центрированию пленки [4]. Конструкция модернизируемого полиуретанового ролика представлена на рис. 3.
Таким образом, благодаря данным техническим решениям увеличивается натяжение ленточного материала, который не смещается, точно центрируется относительно заданного направления. Все это приводит к сведению брака к минимуму [3].

Рис. 2. Геометрическая схема
По известной методике [2] был проведен расчет величины натяжения F, Па, в зависимости от тягового фактора и коэффициента огибания ролика ленточным материалом.
Натяжение на каждом валу исследуемого узла определялось по формуле
 , (1)
, (1)
где Km – коэффициент увеличения натяжения ленты при огибании ролика (при угле обхвата меньше 300 Km = 1; при угле обхвата 300 – 900 Km = 1,02; при угле обхвата 900 – 1400 Km = 1,03; при угле обхвата 1400 – 1800 Km = 1,04) [5];
Fn-1 – натяжение в предыдущей точке схемы, Па;
Fматериал – добавочное натяжение ленты в зависимости от используемого материала роликов, Па;
W – сопротивление движению ленты (во влажном отапливаемом помещении с небольшим количеством пыли W = 0,025Па).
Натяжение ленты при размотке рулона определялось по формуле
 , (2)
, (2)
где b – ширина материала, м (b = 400 мм);
δ – толщина материала, м (δ = 55 мкм);
Е – модуль упругости ленты, Па (Епэ+па = 1000 Мпа);
v – скорость движения ленты, м/с (v = 0,1 м/с);
vp – скорость вращения рулона, м/с (vp = 0,03 м/с) [2].
 (3)
(3)
Далее были определены значения добавочного натяжения ленточного материала на валах при использовании стальных и полиуретановых роликов.
Натяжение ленты в точках 2:8 при использовании стальных роликов определяется по формулам
 (4)
(4)
 (5)
(5)
 (6)
(6)
 (7)
(7)
 (8)
(8)
 (9)
(9)
 (10)
(10)
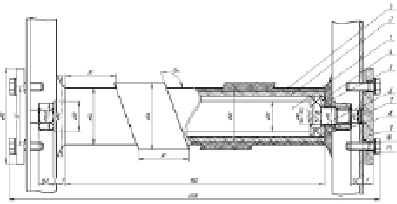
Рис. 3. Полиуретановый модернизируемый ролик: 1 – вал; 2 – корпус; 3 – рукав; 4 – заглушка; 5 – ограничитель; 6 – подшипник; 7 – шайба; 8 – гайка; 9 – заглушка; 10 – болт; 11 – шайба
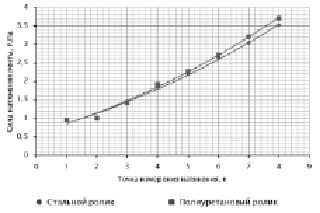
Рис. 4. Зависимость величины натяжения ленты от используемого материала роликов в различных точках узла (ширина ленты 400 мм, скорость движения 0,1 м/с)
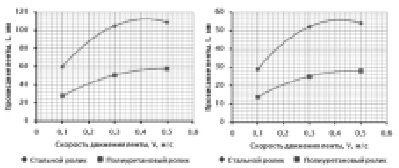
Рис. 5. Зависимость провисания ленты от скорости ее движения (при постоянной ширине ленты 400 мм) на 1 и 3 валу соответственно
Натяжение ленты в аналогичных точках при использовании модернизируемых полиуретановых роликов равно







Сопоставленные результаты расчетов приведены в виде графика на рис. 4. Из графика видно, что после установки полиуретанового ролика начинается увеличение силы натяжения пленки на всем последующем участке натяжения ленты примерно на 5–10 % [3].
Полученные данные можно описать с достаточной степенью точности (R2 = 0,9949) при помощи полинома второго порядка:
 (11)
(11)
После внедрения полиуретанового ролика в производство были изучены зависимости провисания ленты от ее ширины и скорости работы оборудования, результаты которых представлены в таблице.
Зависимости провисания ленты от ее ширины и скорости работы оборудования
|
№ п/п |
Ширина ленты, B, мм |
Скорость работы, V, м/с |
Номер ролика |
Стальной ролик |
Полиуретановый ролик |
||||||
|
Значения величины провисания, мм |
Среднее значение L, мм |
Значения величины провисания, мм |
Среднее значение L, мм |
||||||||
|
L1 |
L2 |
L3 |
L1 |
L2 |
L3 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1 |
400 |
0,1 |
1 |
60 |
58 |
62 |
60 |
26 |
28 |
30 |
28 |
|
2 |
3 |
30 |
27 |
31 |
29 |
13 |
13 |
15 |
14 |
||
|
3 |
0,3 |
1 |
105 |
106 |
103 |
105 |
50 |
53 |
49 |
51 |
|
|
4 |
3 |
52 |
53 |
50 |
52 |
25 |
26 |
24 |
25 |
||
|
5 |
0,5 |
1 |
110 |
108 |
109 |
109 |
58 |
59 |
56 |
58 |
|
|
6 |
3 |
55 |
54 |
53 |
54 |
26 |
29 |
28 |
28 |
||
|
7 |
400 |
0,1 |
1 |
60 |
58 |
62 |
60 |
26 |
28 |
30 |
28 |
|
8 |
3 |
30 |
27 |
31 |
29 |
13 |
13 |
15 |
14 |
||
|
9 |
450 |
1 |
75 |
80 |
78 |
78 |
52 |
54 |
55 |
54 |
|
|
10 |
3 |
37 |
40 |
39 |
38 |
26 |
27 |
27 |
27 |
||
|
11 |
500 |
1 |
89 |
88 |
90 |
89 |
60 |
62 |
59 |
60 |
|
|
12 |
3 |
45 |
44 |
45 |
45 |
30 |
31 |
29 |
30 |
||
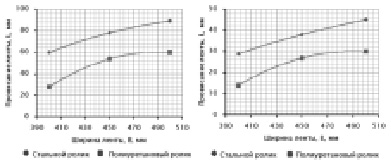
Рис. 6. Зависимость провисания ленты от ее ширины (при постоянной скорости движения ленты 0,1 м/с) на 1 и 3 валу соответственно
Для лучшего восприятия численных значений результаты данных исследований представлены на рис. 5. Из графиков видно, что увеличение скорости приводит к провисанию ленты, а установка полиуретанового ролика сокращает его в 2 раза.
Полученные графические данные с высокой точностью описываются следующими регрессионными уравнениями.
На 1 валу для стального ролика:
 (12)
(12)
а для полиуретанового:
 (13)
(13)
На 3 валу для стального ролика:
 (14)
(14)
а для полиуретанового:
 (15)
(15)
На рис. 6 представлены результаты исследований зависимости провисания ленты от ее ширины при постоянной скорости транспортировки 0,1 м/с, которые также подтверждают целесообразность применения полиуретанового ролика по отношению к стальному.
Полученные данные апроксимировались при помощи полинома второго порядка:
На 1 валу: для стального ролика:
 (16)
(16)
для полиуретанового ролика:
 . (17)
. (17)
На 3 валу: для стального ролика:
 (18)
(18)
для полиуретанового ролика:
 (19)
(19)
Решения поставленных задач позволяют сделать следующие выводы:
1. Произведена модернизация упаковочной машины, приводящая к увеличению ее производительности и сокращению образования брака по термоусадочной пленке.
2. Спроектирован полиуретановый ролик, отвечающий заданным техническим параметрам.
3. Спроектированный полиуретановый ролик позволяет увеличить силу натяжения ленты на 5–10 %.
4. Провисание ленты в зависимости от ширины и скорости работы оборудования при замене стального ролика на полиуретановый в упаковочной машине Delta FloBAG сокращается в 2 раза.
Все это подтверждает целесообразность применения модернизируемого ролика в упаковочных машинах, работающих с рулонной пленкой.
Библиографическая ссылка
Бородулин Д.М., Непомнящая Т.И., Клопова К.В., Никитенко Я.Г., Шепиева Б.М., Черданцева А.А. МОДЕРНИЗАЦИЯ КОНСТРУКЦИИ НАТЯЖНОГО РОЛИКА ДЛЯ УПАКОВЫВАНИЯ КОЛБАСНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ // Фундаментальные исследования. 2016. № 12-1. С. 31-36;URL: https://fundamental-research.ru/ru/article/view?id=41042 (дата обращения: 02.07.2026).