



Как показывает мировая практика [4], в области производства и применения ячеистых бетонов автоклавного твердения их разновидность – пенобетон в качестве конкурентоспособного стенового материала даже не рассматривается. В настоящее время высокопроизводительные и дорогостоящие заводы газобетона ведущих фирм, таких как Ytong, Siporex, Hebel, Wehrhahn, MASA-Henke, Xetten, работают во многих странах мира, в основном в крупных промышленных центрах. Однако несомненный интерес для малых городов представляют исследования, проведенные еще в 1930–1940 годах в СССР, по разработке и практической реализации технологии производства автоклавных пенобетонов [1]. В 1945–1960 годах автоклавный пенобетон получил дальнейшее развитие с использованием пенообразователей, приготавливаемых непосредственно в производственных условиях (клееканифольного, смолосапонинового, алюмосульфонафтенового, ГК, жидкостекольного и некоторых других производств). С развитием науки и техники были изучены основы физико-химических процессов в производстве бетонных изделий на основе цемента и извести с тонкомолотым кварцевым песком в автоклавах при температурах 174,5–200 °С и давлении насыщенного пара 0,9–1,2 МПа [2].
В настоящее время с появлением высококачественных пенообразователей отечественного и импортного происхождения резко возросло производство пенобетонов неавтоклавного твердения, не требующее больших капитальных вложений. Однако присущие ячеистым бетонам неавтоклавного твердения невысокие прочностные характеристики сохранились, поэтому стеновые изделия, например, выпускаются повышенной плотности порядка D800-D1200. Для условий холодного климата России самыми востребованными в строительстве являются в первую очередь, стеновые блоки из ячеистых бетонов автоклавного твердения марки D500-D600, обладающие одновременно высокими теплоизолирующими и конструкционными характеристиками.
На наш взгляд, принимая во внимание положительный опыт советских времен и современных энтузиастов, следует повсеместно, особенно в труднодоступных районах, в том числе Арктических регионах России, развивать малые производства автоклавного пенобетона с использованием отечественного технологического оборудования. Уместно отметить, что в условиях вечной мерзлоты уже был положительный опыт производства и применения силикатобетонных блоков и панелей из ячеистого газобетона в пос. Айхал и г. Удачный Мирнинского района – алмазной провинции России в далеких 60–80-х годах прошлого столетия [3].
На учебно-производственной базе Северо-Восточного федерального университета имени М.К. Аммосова при научно-технической поддержке специалистов кафедры инженерной химии и естествознания Петербургского государственного университета путей сообщения (ПГУПС) освоена технология и запущено производство автоклавного пенобетона местного сырья малой мощности до 50 м3 в сутки.
Основным кремнеземистым компонентом для производства ячеистых бетонов автоклавного твердения является кварцевый песок с содержанием кварца не менее 85 % согласно требованиям ГОСТ 31359-2007 «Бетоны ячеистые автоклавного твердения. ТУ». В условиях Якутии, имеющей огромное количество больших и малых рек, по берегам которых расположены основные поселения, наиболее доступным сырьем для производства автоклавных ячеистых бетонов являются речные пески, относящиеся к осадочным горным породам. Результаты исследований песков с рек Лена и Вилюй позволяют сделать вывод об их сложном полиминеральном составе, которые можно отнести к кварцполевошпатовым пескам, % масс.: кварц – 29,84, альбит – 17,48, микроклин – 7,41, иллит 2М – 2,46, биотит – 1,06, роговая обманка – 2,59, гисмондин – 1,08, аморфная фаза – 40,78. Высокое содержание рентгеноаморфной фазы позволяет прогнозировать высокую активность речных песков по отношению к СаО, как извести, так формирующемуся в процессе гидратации портландцементу.
Химический анализ исследуемого речного песка показал наличие следующих оксидов, % масс.: SiO2 – 80,10; Al2O3 – 10,61; Fe2O3 – 2,56; FeO – 0,07; CaO – 2,40; MgO – 0,17; SO3 – 0,08; TiO2 – 0,32; K2O – 2,78; Na2O – 3,05; H2O – 0,42; п.п.п. – 0,52.
В ранних исследованиях отечественных ученых [1–3] была показана зависимость прочности бетонов, в том числе пенобетонов, автоклавного твердения от массового содержания SiO2 в песках различных месторождений. При этом высокие показатели прочности на сжатие 6,4–8,0 МПа показали пенобетоны марки Д700 на песках с содержанием SiO2 в пределах 90–95 % по массе, а минимальный показатель прочности на сжатие 3,9 МПа – на песках содержанием SiO2 в 65 % по массе.
Нами было установлено, что составы на малокварцевом речном песке с большой вероятностью могут обеспечить получение конструкционно-теплоизоляционного ячеистого бетона D500 В1,5 и D600 В2,5 в соответствии с ГОСТ 31359-2007. Было изучено влияние модифицирующей добавки (силикатсодержащего модификатора с наноструктурными элементами – «ноу-хау» ПГУПС [5]) к пенобетонной смеси на прочностные показатели автоклавного пенобетона. При этом предел прочности образцов пенобетона D500 при сжатии повысился на 18–25 %, пенобетона D600 – на 33–36 % [4].
В процессе оптимизации производства автоклавного пенобетона в опытно-промышленных условиях изучены и уточнены основные технологические параметры:
? зависимости предела прочности образцов пенобетона при сжатии от тонкости помола извести (оптимальная удельная поверхность составляет 580–620 м2/кг);
? зависимости предела прочности образцов пенобетона при сжатии от тонкости помола кремнеземистого компонента – речного песка из поймы реки Лена (оптимальная удельная поверхность песка составляет 220–240 м2/кг); соответствует требуемой объемной массе песчаного шлама (мокрый помол) в 1,6–1,7 кг/л, см;
? объемная масса пенобетонной смеси на выходе из смесителя должна составлять 630–690 г/л для марки пенобетона D500, для D600 – 750–810 г/л;
? определен режим гидротермальной обработки пенобетона в автоклаве: 6–8 час – предварительное твердение при температуре 30 °С до набора пластической прочности (прочность при сжатии для исходного пенобетона D500 – 0,26–0,28 МПа, для пенобетона D600 – 0,28–0,30 МПа); твердение образцов в автоклаве при давлении 0,8–0,9 МПа и температуре 174–184 °С по режиму 2 + 8 + 2 ч (подъем + изотермическая выдержка + сброс давления).
Производственный состав и физико-механические свойства образцов пенобетона
|
№ п/п |
Наименование показателя |
Единица измерения |
D500 |
D600 |
|
Производственный состав пенобетонной смеси на 1 м3 |
||||
|
1 |
Цемент |
кг |
190 |
200 |
|
2 |
Известь |
кг |
40 |
75 |
|
3 |
Песок |
кг |
290 |
320 |
|
4 |
Вода |
л |
210 |
235 |
|
5 |
Пенообразователь FOAMSEM |
л |
1,9–2,0 |
1,8–1,9 |
|
Физико-механические свойства |
||||
|
6 |
Средняя плотность в сухом состоянии |
кг/м3 |
524,34 |
623,68 |
|
7 |
Предел прочности на сжатие |
МПа |
2,63 |
3,5 |
|
8 |
Коэффициент теплопроводности |
Вт/(м??C) |
0,109 |
0,127 |
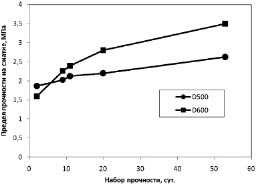
Рис. 1. Изменение прочности пенобетона после автоклава в зависимости от срока хранения
Контролируемыми технологическими параметрами при производстве являются: весовая дозировка и подача исходных компонентов (таблица); объемная масса песчаного шлама (1,6–1,7 кг/л); объемная масса пены (70–80 г/л для пенообразователя FOAMSEM); объемная масса пенобетонной смеси; расплыв пенобетонной смеси по вискозиметру Суттарда (26–30 см); температура пенобетонной смеси (30 ± 2 °С); время подачи пены и перемешивания исходных компонентов; температура в камере выдержки (30–35 °С).
Установлено, что образцы изделий из опытной партии пенобетона после автоклавной обработки имеют недостаточно высокие показатели прочности, но при их хранении в естественных условиях происходит постепенное повышение прочности на сжатие (рис. 1). По-видимому, повышение прочности пенобетона со временем связано с достаточно высоким содержанием цемента в исходной смеси (таблица).
В процессе опытного производства выявлено, что наивысших прочностных характеристик при обычных составах пенобетона (таблица) можно достигнуть, если прогнозируемую плотность пенобетона в сухом состоянии установить чуть больше, чем 500 и 600 кг/м3 соответственно для марок D500 и D600 согласно ГОСТ 31359-2007 (таблица).
Результаты электронной микроскопии наиболее характерных сколов пенобетона показали, что пенобетон до автоклавной обработки имеет мелкоячеистую структуру, состоящую в основном из сферических пор размерами от 0,291–1,15 мм.
В образцах пенобетона до автоклавной обработки наблюдается достаточно плотная структура межпоровой перегородки с сообщающимися микропорами размерами от 1,53 до 29,4 мкм, имеются кристаллические новообразования и глобулярная масса незакристаллизованных фаз гидросиликатов кальция (рис. 2 а). Продукты гидратации вяжущих покрывают зерна кварца, а также заполняют межзерновое пространство, образуя единый прочный конгломерат.
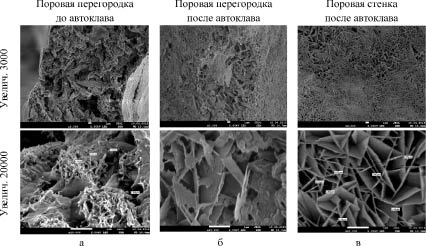
Рис. 2. Микроструктура межпоровых перегородок (скола) и поровых стенок пенобетона
После автоклавной обработки в микроструктурах пенобетона наблюдается однородный рост кристаллических новообразований низкоосновных гидросиликатов кальция тоберморитовой группы в виде кристаллов пластинчато-сотовых ячеек, объединенных в непрерывную высокопрочную структуру (рис. 2 б, в). Расстояние между новообразованными пластинчатыми структурами находится в пределах 0,34–0,68 мкм, толщина пластин – не более 0,05 мкм (рис. 2 в).
Образование низкоосновных гидросиликатов кальция, приводящее к повышенной прочности цементного камня, было изучено советскими учеными [1–2]. Гидросиликаты группы C–S–H (I) при повышенных температурах (150–200 °С) имеют вид пластинок толщиной до 10–20 мономолекулярных слоев, что обусловливает резкое уменьшение удельной поверхности новообразований по сравнению с поверхностью тех же фаз, но возникающих при обычных температурах в виде лепестков толщиной в два-три молекулярных слоя. В большей мере возрастает степень закристаллизованности новообразований, появляющихся при 174,5–200 °С и более. Поэтому в нашем случае для пенобетонов принят оптимальный режим автоклавной обработки при температуре 174–184 °С и соответствующем давлении 0,8–0,9 МПа.
Выпускаемая продукция – автоклавный пенобетон на основе кварцполевошпатовых речных песков ? соответствует классу бетона В1,5 для плотности 500 кг/м3 (таблица) и отвечает требованиям ГОСТ 31359-2007. Более высокий уровень прочности автоклавного пенобетона достигается при плотности 600 кг/м3 – класс бетона В2,5 (таблица). Сравнительный анализ с ранее проведенными исследованиями [4] показывает, что относительно низкие прочностные характеристики полученных пенобетонов обусловлены тем, что исходные пески имеют невысокое содержание кварца (рис. 2). Перед нами стоят задачи повышения прочностных показателей класса бетона до В2,5 для автоклавного производства пенобетона D500 и до В3,5 – для D600, а также по снижению плотности пенобетона до 350–400 кг/м3 классом по прочности на сжатие В1,5–В2,0. В первую очередь предусматривается использование природных минеральных компонентов, активированных механохимическим способом.
На сегодня впервые появившиеся на строительном рынке Якутии стеновые блоки (200?300?600 мм) из автоклавного пенобетона стали весьма востребованными в строительстве жилых и общественных зданий. Под контролем специалистов СВФУ уже построены ряд индивидуальных домов и развернуто планомерное строительство монолитно-каркасных многоэтажных жилых зданий с использованием изделий из автоклавного пенобетона, в первую очередь для сотрудников университета. В будущем планируется строительство аналогичных производств в городах Вилюйск и Ленск, пос. Нижний Бестях, где будут трудоустроены выпускники СВФУ – технологи и строители, а также будут подготовлены и привлечены специалисты технического профиля со средним образованием.
Библиографическая ссылка
Местников А.Е., Семенов С.С., Федоров В.И. ПРОИЗВОДСТВО И ПРИМЕНЕНИЕ ПЕНОБЕТОНА АВТОКЛАВНОГО ТВЕРДЕНИЯ В УСЛОВИЯХ ЯКУТИИ // Фундаментальные исследования. 2015. № 12-3. С. 490-494;URL: https://fundamental-research.ru/ru/article/view?id=39567 (дата обращения: 19.06.2026).