



Сварка трением с перемешиванием (СТП) – способ получения неразъемных соединений в твёрдой фазе, то есть без плавления материала. Характерными дефектами для данного вида сварки являются: несплошности, замешанные оксидные плёнки и зоны пониженной прочности. Минимизировать вероятность образования подобных дефектов можно подбором технологических параметров сварки. Однако даже оптимальные параметры не обеспечивают равнопрочность соединений дисперсно-упрочняемых алюминиевых сплавов и снижения остаточных внутренних напряжений. Для улучшения качества сварных соединений предлагаются различные модификации СТП, одной из которых является интенсификация процесса перемешивания посредством приложения в процессе сварки ультразвукового (УЗ) воздействия (СТП-УЗ). Входе СТП к инструменту или заготовке прикладывается УЗ воздействие, которое за счет активации акустопластического эффекта снижает вязкость материала заготовки и приводит к интенсификации процесса перемешивания практически без изменения температуры заготовки [1, 9]. На микроуровне при действии акустопластического эффекта несколько изменяется характер движения дислокаций и вакансий в зернах материала, что теоретически может приводить к образованию вторичных фаз в приграничной области зерна, обычно свободной от выделений и снижающей прочность. Существует несколько различных способов приложения УЗ воздействия к заготовке или инструменту. На сегодняшний день самыми популярными из них являются приложение УЗ воздействия посредством волновода к заготовке перед инструментом [3, 9], к инструменту перпендикулярно его оси и оси шва [4] или аксиально к инструменту [1, 7].
Материалы и методы исследования
В данной работе исследовалось влияние УЗ воздействия, приложенного к заготовке перпендикулярно её поверхности, как показано на рис.1. Сведения о применении подобной схемы на момент проведения исследования отсутствовали в доступной литературе.
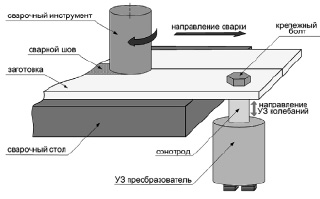
Рис. 1. Схема сварки трением с перемешиванием с ультразвуковым воздействием
Материалом исследования являлись СТП и СТП-УЗ соединения листового проката из алюминиевого сплава Д16АТ толщиной 10мм.
Для формирования соединений использовался инструмент с длиной рабочей части 8,0мм. Сцелью выявления влияния УЗ воздействия сравнивались свойства и микроструктура соединений, полученных при одинаковых технологических параметрах сварки с приложением УЗ воздействия и без него.
Мощность УЗ воздействия составляла 1,1КВт, частота – 22,5КГц. Использовались следующие технологические параметры СТП: нагрузка на инструмент 3600кг, частота вращения инструмента 1000об/мин, скорость подачи инструмента 200мм/мин.
Исследование микро- и макроструктуры проводилось на полированных и травленых шлифах поперечного сечения шва при помощи оптического микроскопа Альтами МЕТ-1С. Микротвердость измерялась на микротвердомере ПМТ-3М при нагрузке на индентор 0,49Н.
Определение предела прочности проводилось при механических испытаниях на растяжение на разрывной машине УТС 110М-1001У.
Для исследования микроструктуры и фазового состава методами растровой электронной микроскопии (РЭМ) использовался микроскоп Zeiss LEO EVO50 в режиме обратно рассеянных электронов. Элементный микроанализ вторичных выделений и твёрдого раствора материала исследования проводился методом энергодисперсионной рентгеновской спектроскопии.
Результаты исследования и их обсуждение
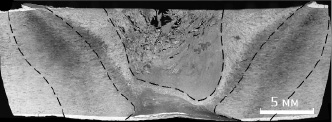
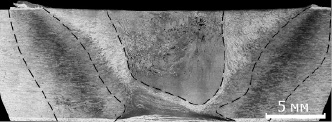
На рис.2 приведены металлографические изображения поперечных сечений СТП (образец №1) и СТП-УЗ (образец №2) соединений соответственно. Впоперечном сечении СТП соединений различают три зоны влияния со своими структурными особенностями [5]. Зона перемешивания (ЗП), которая непосредственно контактирует с инструментом. За её пределами по обеим сторонам располагаются зоны термомеханического влияния (ЗТМВ), которые характеризуются деформированными зернами, повернутыми относительно плоскости прокатки основного металла (ОМ) на углы до 90°. Далее следуют зоны термического влияния (ЗТВ). Для них характерны недеформированные в процессе СТП, вытянутые вдоль направления прокатки зерна ОМ.
Результаты определения размеров зерен, микротвердости, предела прочности и площадей зон влияния сварки приведены в табл.1. Как видно из табл.1, средний размер зерна твердого раствора в аналогичных зонах образцов №1 и 2 существенно не отличается, что позволяет судить о слабом влиянии УЗ воздействия на рекристаллизацию твердого раствора. Поскольку при воздействии СТП в материале ЗП и ЗТМВ соединения возникают условия для динамической и первичной рекристаллизации, некоторые зерна твёрдого раствора в этих областях имеют форму, близкую к равноосной, в отличие от ОМ, где наблюдается выраженная анизотропия формы зерен вследствие прокатки.
Сохранение мелкого зерна твёрдого раствора после процесса СТП обусловлено подавлением собирательной рекристаллизации распадом пересыщенного a-твёрдого раствора и интенсивным выпадением мелкодисперсных упрочняющих фаз [8
а
б
Рис. 2. Макроструктура СТП и СТП-УЗ соединений в поперечных сечениях: а – образец №1; б – образец №2
Таблица 1
Результаты измерений
|
№ п/п |
Зона |
Средний размер зерна, мкм |
Микротвердость, HV |
Предел прочности, МПа |
Площадь зоны, мм2 |
|
ОМ |
43,05 |
31,6 |
430,85 |
– |
|
|
1 |
ЗП |
3,37 |
52,9 |
103,25 |
54,86 |
|
ЗТМВ |
26,24 |
61,6 |
66,31 |
||
|
ЗТВ |
66,74 |
58,8 |
74,45 |
||
|
2 |
ЗП |
3,47 |
55,4 |
156,31 |
57,77 |
|
ЗТМВ |
25,08 |
55,8 |
80,21 |
||
|
ЗТВ |
60,47 |
55,9 |
41,76 |
Средний размер зерна твердого раствора в ЗТВ обоих образцов оказался выше, чем в ОМ, что свидетельствует о частичной реализации собирательной рекристаллизации.
Измерения микротвердости показали, что включение УЗ воздействия в схему СТП приводит к выравниванию микротвердости в структурных зонах влияния сварки. Об этом свидетельствуют практически одинаковые значения микротвёрдости во всех зонах влияния сварки образца №2 (табл.1).
Таким образом, можно утверждать, что УЗ воздействие обеспечивает равнопрочность СТП-УЗ соединения по всем структурным зонам влияния сварки. Примечательно, что микротвердость материала в ЗТМВ СТП-УЗ соединения существенно ниже, чем у СТП соединения.
Это может объясняться способом подвода УЗ воздействия к заготовкам. Впрочих схемах сварки УЗ воздействие малой мощности подается на инструмент или на заготовку около него и быстро затухает. Вданной схеме мощному УЗ воздействию подвержена вся заготовка в ходе процесса сварки, что может приводить к релаксации остаточных напряжений и, соответственно, к снижению микротвердости [10]. Однако в таком случае микротвердость материала в ЗП, в которой сохраняются ещё большие остаточные напряжения, также должна была быть ниже в СТП-УЗ, чего не наблюдается. Вэтом случае стоит учитывать механизм дисперсного упрочнения вторичными фазами.
На рис.3 приведено РЭМ-изображение ЗТВ образца №1. Основными упрочняющими частицами в сплавах типа Д16 являются S-фаза состава Al2CuMg и θ-фаза состава Al2Cu [6]. Также существуют другие частицы систем Al–Mg–Cu–Si, Al–Mn–Cu, Al–Cu–Fe, которые не приводят к значительному упрочнению и более того – обедняют твердый раствор легирующими элементами, что препятствует дополнительному выделению упрочняющих вторичных фаз и приводит к разупрочнению α-твердого раствора. Вданной работе частицы таких систем объединены в одну группу и обозначены «Al–Cu–Mn–Fe– (Si)». Довольно часто в литературе их называют «coarse particles», см., например, [2].
Как видно из рис.3, частицы S-фазы имеют округлую форму и размеры в диапазоне 0,3–2,0мкм. Частицы θ-фазы более крупные (2,0–4,0мкм) и имеют округлую, близкую к эллипсу, форму. Частицы «Al–Cu–Mn–Fe–(Si)» имеют неправильную форму и их размеры находятся в диапазоне 2,0–8,0мкм. Скопления таких частиц вытянуты в направлениях прокатки (в ОМ и ЗТВ) или течения металла (в ЗТМВ). Наибольшие размеры таких скоплений достигают 32,5мкм.
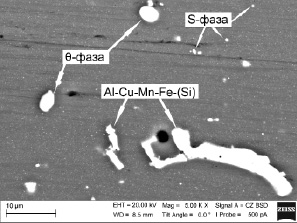
Рис. 3. РЭМ-изображение ЗТВ образца №1
В табл.2 приведены значения объёмных долей и размеров частиц выделений вторичных фаз, содержащихся в ОМ и структурных зонах влияния сварки. Как видно из приведенных данных, в ЗП образца №1 объемная доля частиц Al–Cu–Fe–Mn– (Si) и S-фазы больше в 5,8 и 3,1 раз соответственно, чем в образце №2. При этом средний размер частиц S-фазы в образце №1 меньше в 1,7раз, то есть частицы находятся в большем количестве зерен. Частиц θ-фазы в этой зоне не обнаружено.
В ЗТМВ образца №1 объемная доля частиц S-фазы в 3,7раза больше, чем в образце №2, одновременно их средний размер больше в 2раза. Объемные доли частиц Al–Cu–Fe–Mn– (Si) значительно не отличаются, а их размеры не играют существенной роли. Частиц θ-фазы в этой зоне также не обнаружено. Таким образом, эффект частиц вторичных фаз в сумме с эффектом релаксации напряжений объясняет разницу в микротвердости этой зоны в соединениях №1 и 2.
Объёмные доли частиц Al–Cu–Fe–Mn– (Si) и частиц S-фазы в ЗТВ обоих образцов значительно не отличаются, однако в ЗТВ образца №1 присутствуют частицы θ-фазы, что выказывает некоторый упрочняющий эффект.
Полученные значения, однако, не объясняют разницы микротвердости между ЗТВ и основным металлом, поскольку они имеют схожую микроструктуру, а исходя из значений объемных долей частиц вторичных фаз, микротвердость в рамках используемой модели должна быть выше, чего не наблюдается.
Предел прочности при растяжении для соединения СТП-УЗ оказался на 51 % выше, чем у соединения СТП. Однако полученные данные не позволяют судить о прочности материала как такового ввиду наличия дефектов. Разная прочность соединений объясняется существенно меньшей суммарной площадью выявленных несплошностей на поперечных сечениях шва при СТП-УЗ, по сравнению с СТП. Применение УЗ воздействия не устранило макродефекты в полной мере, но привело к минимизации их размеров, что свидетельствует о лучшем перемешивании материала в процессе СТП-УЗ.
Таблица 2
Объемные доли и размеры (мкм) вторичных частиц
|
Образец |
Зона |
Al–Cu–Fe–Mn–(Si) |
θ |
S |
|
№0 |
ОМ |
0,0218 (4±2,37) |
0,0050 (2,53±1,2) |
0,0017 (0,79±0,24) |
|
№1 |
ЗП |
0,0098 (2,51±1,32) |
– |
0,0071 (0,7±0,23) |
|
ЗТМВ |
0,0115 (3,67±2,33) |
– |
0,0026 (0,85±0,38) |
|
|
ЗТВ |
0,0209 (2,32±1,77) |
0,0040 (3,79±0,25) |
0,0012 (0,59±0,14) |
|
|
№2 |
ЗП |
0,0017 (2,22±0,3) |
– |
0,0023 (1,24±0,19) |
|
ЗТМВ |
0,0147 (1,39±1,21) |
– |
0,0007 (0,43±0,06) |
|
|
ЗТВ |
0,0199 (2,53±1,98) |
– |
0,0008 (0,54±0,12) |
Анализ площадей зон воздействия сварки показал, что площадь ЗП практически одинакова в обоих соединениях, при этом площадь ЗТМВ в соединения №2 на 21 % больше, чем в соединении №1. Этот факт является косвенным подтверждением снижения вязкости пластифицированного материала и интенсификации его перемешивания за счет акустопластического эффекта. Всвязи с этим площадь ЗТВ в образце №2 меньше, чем в №1, а суммарная площадь всех зон сварного соединения у образца №2 меньше на 8 %, что согласуется с результатами [7].
Заключение
По результатам исследования свойств соединения сваркой трением с перемешиванием с ультразвуковым воздействием выявлено, что ультразвуковое воздействие приводит к минимизации объёмной доли макродефектов типа несплошностей за счет улучшения перемешивания при активации акустопластического эффекта. По этой же причине увеличивается область термомеханического влияния. Также происходит выравнивание микротвердости по всем зонам влияния сварки в результате релаксации напряжений из-за влияния ультразвука. Ультразвуковое воздействие не оказывает влияния на размер зерна во всех зонах соединения. Объемная доля частиц вторичных фаз при включении ультразвука в схему СТП уменьшается. Вцелом ультразвуковое воздействие оказывает положительное влияние на качество получаемого сварного соединения.
Работа выполнена в рамках Программы фундаментальных научных исследований государственных академий наук на 2013?2020 годы и при финансовой поддержке Министерства образования и науки РФ (договор №02.G25.31.0063) в рамках реализации Постановления Правительства РФ №218.
Библиографическая ссылка
Елисеев А.А., Фортуна С.В., Рубцов В.Е., Колубаев Е.А., Калашникова Т.А. ВЛИЯНИЕ УЛЬТРАЗВУКОВОГО ВОЗДЕЙСТВИЯ НА СТРУКТУРУИ СВОЙСТВА СОЕДИНЕНИЙ СПЛАВА Д16 ПРИ СВАРКЕ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ // Фундаментальные исследования. 2015. № 12-2. С. 253-257;URL: https://fundamental-research.ru/ru/article/view?id=39400 (дата обращения: 17.06.2026).