



Одним из эффективных способов регулирования свойств полимерматричных композиционных материалов (ПКМ) является модификация армирующего наполнителя и полимерного связующего, в частности при получении композитов с хемосорбционными свойствами.
Ранее [1, 3] было показано, что для повышения функциональных свойств катионообменного волокнистого материала (КОВМ) эффективно введение термо- и СВЧ-обработанного базальтового волокна (БВ) [4] на стадии синтеза модифицированной фенольной смолой катионообменной фенолформальдегидной матрицы. Однако появление на отечественном рынке новых производителей и расширение ассортиментного ряда БВ потребовало изучения адгезионных свойств данных волокнистых наполнителей и оценки их влияния на формирование КОВМ на их основе.
В данной работе для исследований использовали 3 вида базальтовых волокон: БВ производства ОАО «Ивотстекло» (г. Ивот) – БВ-1, ЗАО СЗСМ (г. Саратов) – БВ-2 и БВ производства ОАО «Ивотстекло» (г. Ивот) после длительного хранения (некондиционное) – БВ-3.
Для исследования смачивания базальтового волокна связующим был применен метод капиллярного поднятия жидкости. Экспериментально изучали смачивающую способность исходного, термообработанного, и термо- и СВЧ-обработанного базальтового волокна. Смачивающая жидкость состояла из 50 % (по массе) раствора, применяемого при синтезе КОВМ пропиточного состава: серная кислота, фенол, фенольная смола и формалин [5], в 96 % спирте. Результаты эксперимента представлены на рис. 1.
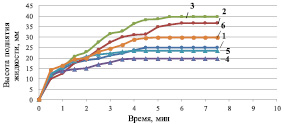
Рис. 1. Кинетические кривые смачивания базальтового волокна: 1 – БВ-3 исходного; 2 – БВ-3 термообработанного; 3 – БВ-3 термо- и СВЧ-обработанного; 4 – БВ-2 исходного; 5 – БВ-2 термообработанного; 6 – БВ-2 термо- и СВЧ-обработанного
Из приведенных данных (рис. 1) следует, что у необработанного БВ производства «Ивотстекло» высота поднятия жидкости не превышает 32,7 мм (кривая 1), для термообработанного БВ высота капиллярного поднятия жидкости составляет 36,7 мм (кривая 2), а при последовательной термо- и СВЧ-модификации данного образца этот показатель достигает 39,8 мм (кривая 3). Показатели смачивания как исходного, так и модифицированного БВ производства ЗАО «СЗСМ» оказались ниже, чем БВ производства ОАО «Ивотстекло». Высота поднятия жидкости у исходного БВ составляет 19,7 мм (кривая 4), термообработанного – 23,5 мм (кривая 5), а для термо- и СВЧ-обработанного – 29,8 мм (кривая 6). Это связано, вероятно, с отличием химического состава БВ разных производителей.
Вместе с тем полученные результаты свидетельствуют о том, что лучшей смачивающей способностью обладает базальтовое волокно производства ОАО «Ивотстекло». Причем при модификации БВ разных производителей наблюдается тенденция к повышению смачиваемости, что должно способствовать их активному влиянию на процессы структурообразования при синтезе катионообменной матрицы.
В связи с этим изучено влияние исследуемых БВ на процесс синтеза олигомеров и их последующее отверждение методом дифференциально-сканирующей калориметрии (ДСК) (рис. 2–4).
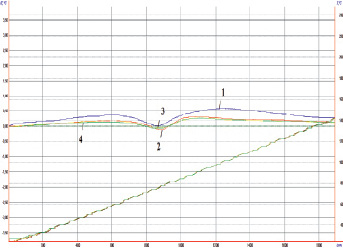
Рис. 2. Влияние БВ-1 на процессы синтеза олигомеров и формирование структуры катионообменного волокнистого материала: 1 – пропиточный состав; 2 – пропиточный состав + исходное обработанное БВ-1; 3 – пропиточный состав + термообработанное БВ-1; 4 – пропиточный состав + термо- и СВЧ-обработанное БВ-1
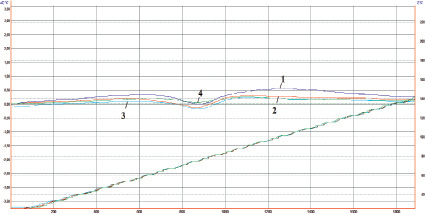
Рис. 3. Влияние наполнителя на процессы синтеза олигомеров и формирование структуры катионообменного волокнистого материала: 1 – пропиточный состав; 2 – пропиточный состав + исходное обработанное БВ-2; 3 – пропиточный состав + термообработанное БВ-3; 4 – пропиточный состав + термо- и СВЧ-обработанное БВ-3
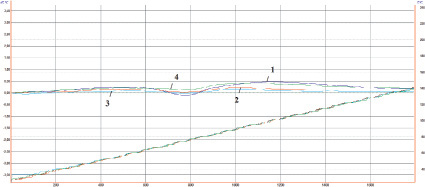
Рис. 4. Влияние наполнителя на процессы синтеза олигомеров и формирование структуры катионообменного волокнистого материала: 1 – пропиточный состав; 2 – пропиточный состав + исходное обработанное БВ-2; 3 – пропиточный состав + термообработанное БВ-3; 4 – пропиточный состав + термо- и СВЧ-обработанное БВ-3
Из анализа кривых ДСК (рис. 2–4) следует, что наибольшие экзотермические эффекты характерны для системы без наполнителя (кривая 1, рис. 2–4). Введение волокнистого наполнителя (кривые 2–4, рис. 2–4) при поликонденсационном наполнении фенолформальдегидной катионообменной матрицы, когда синтез олигомеров проводится из низкомолекулярных веществ – мономеров (парафенолсульфокислота, формалин), очевидно, сопровождается избирательной сорбцией одного из компонентов пропиточной смеси его поверхностью. Это приводит к затруднению протекания реакции синтеза олигомеров, связанному со снижением подвижности сорбированных молекул [2], т.е. при синтезе катионообменной фенолоформальдегидной матрицы в присутствии базальтового волокна на начальном этапе интенсивно образуются более короткие олигомерные цепи по сравнению с ненаполненной системой. При этом, как видно из графиков, время процессов синтеза и отверждения композиционного материала сокращается, процесс сдвигается в область более низких температурных значений, по сравнению с ненаполненной катионообменной матрицей, что свидетельствует об ускорении этих процессов в системах, наполненных базальтовым волокном.
Анализ значений теплового эффекта процессов синтеза и отверждения полимерной матрицы (табл. 1) показывает, что более сшитая структура характерна для ненаполненной матрицы. Введение модифицированных БВ разных производителей в систему при проведении процесса синтеза и отверждения катионообменной матрицы приводит к образованию менее сшитой и более пористой структуры материала, о чём свидетельствует снижение тепловых эффектов на 176,4–651,6 кДж/г при одновременном ускорении процесса отверждения. Следует отметить также, что проведенная модификация БВ усиливает влияние наполнителя на формирование полимерной матрицы.
Активное влияние модифицированных БВ на формирование структуры и свойств КОВМ на их основе подтверждается комплексной оценкой функциональных свойств разработанных катионитов (табл. 2).
Из полученных экспериментальных данных следует, что введение модифицированного БВ разных производителей обеспечивает повышение функциональных характеристик катионита. При этом лучшими эксплуатационными характеристиками обладает КОВМ на основе БВ-3 производства «Ивотстекло» после длительного хранения.
Таблица 1
Данные дифференциально-сканирующей калориметрии
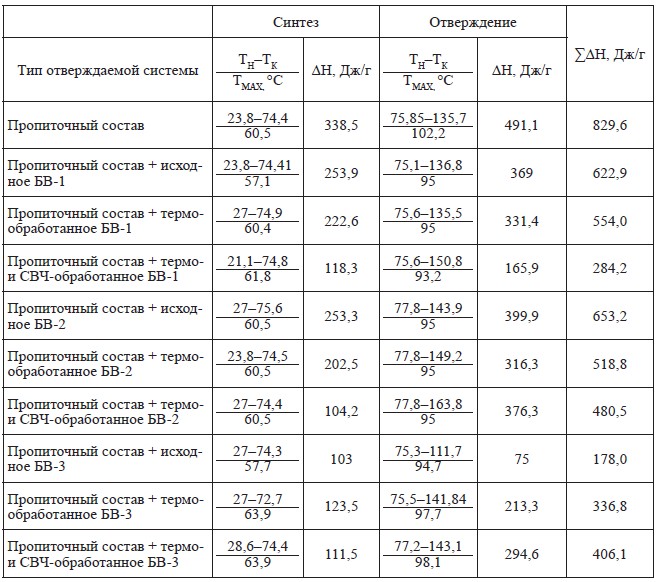
Таблица 2
Сравнительная характеристика свойств катионообменных материалов
|
Свойства Состав композита |
Плотность, г/см3 |
Массовая доля влаги, % |
Удельный объем ионита в Н-форме, см3/г |
Полная статическая обменная емкость, мг-экв/г |
Динамическая обменная емкость, мг-моль/дм3 |
Окисляемость фильтрата, мг/г, не более |
Осмотическая стабильность, % |
|
КОВМ на основе термо- и СВЧ-обработанного БВ-1 |
1,53 |
41,6 |
4,3 |
3,5 (max 4,4) |
920 |
0,8 |
98 |
|
КОВМ на основе термо- и СВЧ-обработанного БВ-2 |
1,41 |
45,8 |
4,0 |
2,7 |
900 |
1,8 |
99,0 |
|
КОВМ на основе термо- и СВЧ-обработанного БВ-3 |
1,78 |
34,3 |
3,0 |
4,7 |
975 |
0,7 |
99 |
Выводы
– Изучено влияние модифицированных БВ, вводимых на стадии синтеза полимерной матрицы, на формирование структуры и свойства композиционного материала.
– Установлено, что модифицированные БВ отличаются повышенной смачиваемостью и оказывают активное влияние на формирование катионообменной фенолформальдегидной матрицы, что обеспечивает повышение функциональных свойств катионитов на их основе.
Рецензенты:
Кадыкова Ю.А., д.т.н., доцент, профессор, Энгельсский технологический институт (филиал), ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.», г. Энгельс;
Гороховский А.В., д.х.н., профессор, зав. кафедрой ХИМ, декан факультета ФТФ, руководитель ОНН 02В, ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.», г. Саратов.
Библиографическая ссылка
Варюхин В.В., Розов Р.М., Устинова Т.П. ИССЛЕДОВАНИЕ ВЛИЯНИЯ БАЗАЛЬТОВЫХ ВОЛОКОН НА ПРОЦЕССЫ СТРУКТУРООБРАЗОВАНИЯ И СВОЙСТВА КАТИОНООБМЕННОГО КОМПОЗИТА НА ИХ ОСНОВЕ // Фундаментальные исследования. 2015. № 2-21. С. 4648-4652;URL: https://fundamental-research.ru/ru/article/view?id=38044 (дата обращения: 03.07.2026).