



Сложность конструкций электротехнических изделий (ЭТИ), тенденции миниатюризации и снижения материалоёмкости предъявляют все более высокие требования к качеству комплектующих деталей и ЭТИ в целом. Для увеличения выхода годных изделий, как правило, используются системы управления производством ЭТИ с применением межоперационного технологического контроля магнитных, геометрических и др. характеристик и параметров комплектующих деталей. Недостатком такого контроля являются значительные экономические и временные затраты на его организацию. В то же время технические характеристики целого ряда ЭТИ, к которым относятся пропорциональные электромагниты, электрические машины, трансформаторы и др., во многом зависят от взаимного влияния свойств комплектующих деталей. Как правило, выявить бракованные изделия в этом случае удается лишь после испытаний готовых изделий. Перспективным направлением таких испытаний является определение наиболее информативных характеристик изделий, по которым можно судить о характере неисправности и диагностировать бракованные комплектующие изделия. Задача усложняется тем, что для их определения необходимо специальное оборудование и использование дополнительных сенсоров. Поэтому целесообразно использовать технологии испытаний ЭТИ, основанные на использовании «внутренних сенсорных» свойств испытуемых изделий. Например, управляющий и информационный сигналы подаются и снимаются с обмотки электромагнита, являющейся его составной частью. Определяется вебер-амперная характеристика (ВАХ), анализируя характерные точки и сегменты которой, судят о состоянии электромагнита. В этой связи актуальным является разработка теоретических основ создания бессенсорных устройств определения характеристик изделий и построение на их основе эффективных систем управления производством ЭТИ.
Цель работы: Разработка алгоритма оценки погрешности измерения потокосцепления для создания оптимальных по точности и быстродействию бессенсорных устройств определения ВАХ систем управления производством электромагнитов.
Материал и методы исследований: методы теории автоматического управления, элементы теории планирования эксперимента, теории измерений.
Результаты исследований и их обсуждение
Рассмотрим систему управления производством электромагнитов, использующую бессенсорные устройства определения ВАХ (рис. 1). Система обеспечивает управление операциями изготовления магнитопроводов (ИМ), дополнительных комплектующих (ИДК) (корпусов, крепежей, пружин, уплотнительных элементов), обмоток электромагнитов (ИОЭ) и сборкой электромагнитов. В комплекс технических средств подсистемы входят бессенсорные устройства определения ВАХ, устройства управления технологической операцией (УУТО) (параметрами механической обработки, параметрами укладки обмотки, скорости нагрева и охлаждения, температуры нагрева при термической обработке, подбор комплектующих деталей и др.), устройства ввода-вывода (УВВ) информации, устройства моделирования технологического процесса (УМТП). Система управления функционирует следующим образом. На этапах ИМ, ИДК, ИОЭ изготовляются необходимые комплектующие, из которых потом собираются электромагниты. Бессенсорные устройства определяют ВАХ готовых изделий и передают эти данные УМТП, которые анализируют ВАХ электромагнитов и принимают решение об их браке/годности, а также выявляют дефекты электромагнитов, частоту их обнаружения и на основании этого управляют технологическим процессом и корректируют его. На основании определенных ВАХ УМТП принимают решение направить n1 групп электромагнитов, признанных исправимым браком (замена дефектных деталей которых обеспечит их переход в разряд годных), n2 групп годных электромагнитов отправляется на консервацию и упаковку, n3 групп электромагнитов составляют неисправимый брак. После замены дефектных деталей проводятся повторные испытания электромагнитов, бессенсорными устройствами определяются ВАХ с последующим анализом УМТП полученных данных и сортировкой на группы годных n4 и бракованных n5 изделий.
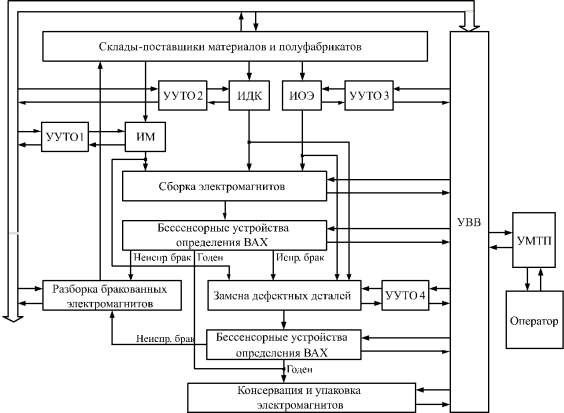
Рис. 1. Структурная схема системы управления производством электромагнитов
Важными элементами системы управления (рис. 1) являются бессенсорные устройства определения ВАХ электромагнитов. От времени и погрешности определения ВАХ во многом зависит эффективность системы управления производством этих изделий. В таких устройствах рабочая обмотка испытуемого электромагнита, при протекании в ней тока I, служит в качестве источника магнитного поля. Активную составляющую сопротивления обмотки Rоб предварительно измеряют и затем используют как постоянную величину при вычислении магнитного потокосцепления [1, 4, 8]. Действительное значение потокосцепления yд определяют по формуле
 (1)
(1)
где U – напряжение на обмотке испытуемого изделия; ΔRоб – абсолютная погрешность определения активной составляющей сопротивления обмотки; t – время испытания; С – постоянная.
Величина ΔRоб зависит от погрешности измерения Rоб в начале испытаний, обусловленной как наличием методических и инструментальных погрешностей устройства, так и изменением Rоб в процессе испытаний из-за нагрева обмотки.
В [6] установлено, что в процессе испытания электромагнитов из-за изменения ΔRоб возникает погрешность измерения потокосцепления и, как следствие, погрешность определения ВАХ бессенсорными устройствами [1, 4, 8]. При этом зависимости погрешностей разных устройств отличаются вследствие разного характера ΔRоб(t). Для учета данной особенности предлагается использовать следующие коэффициенты. Весовой коэффициент j учитывает среднюю значимость влияния ΔRоб:
 (2)
(2)
где Ik – значение тока в обмотке; Uk – значение напряжения на обмотке; ΔRобk – активная составляющая сопротивления обмотки в момент времени tk, k = 1, 2, ..., N – количество временных отсчетов при определении ВАХ.
Коэффициент p вычисляется по формуле
 (3)
(3)
где δRоб – относительная погрешность определения активной составляющей сопротивления обмотки; δRобk – относительная погрешность определения активной составляющей сопротивления обмотки на k-м шаге определения ВАХ, и позволяет учитывать характер изменения δRоб в ходе испытаний.
С целью анализа погрешности измерения потокосцепления проведено исследование работы бессенсорных устройств [1, 4, 8] в системе схемотехнического моделирования Micro-Cap 9 для параметров обмотки: начальное значение активной составляющей сопротивления  ; индуктивность L = 1,148 Гн; число витков обмотки w = 196, и характере изменения δRоб при определении ВАХ: постоянное значение (δRоб = const); линейное изменение (δRоб = linear).
; индуктивность L = 1,148 Гн; число витков обмотки w = 196, и характере изменения δRоб при определении ВАХ: постоянное значение (δRоб = const); линейное изменение (δRоб = linear).
На рис. 2 показаны зависимости изменения приведенной погрешности измерения потокосцепления в ходе испытаний γψ(t) при δRоб = 5 % (линейный режим): бессенсорное устройство [1] – 1; бессенсорное устройство [4] – 2; бессенсорное устройство [8] – 3. Как следует из рисунка, погрешность изменяется как по абсолютному значению, так и по знаку.
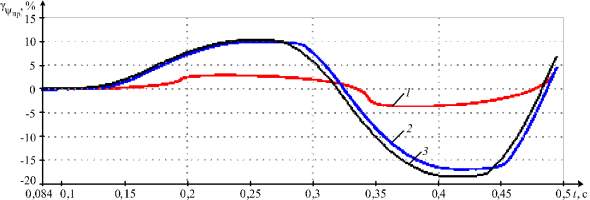
Рис. 2. Зависимости приведенной погрешности измерения потокосцепления бессенсорных устройств
В табл. 1 приведены результаты моделирования работы бессенсорных устройств, где  – средняя приведенная погрешность определения потокосцепления; pg – коэффициент, определяемый по формуле
– средняя приведенная погрешность определения потокосцепления; pg – коэффициент, определяемый по формуле  .
.
Таблица 1
Результаты моделирования бессенсорных устройств
|
δRоб = const |
|||||||||
|
δRоб, % |
Бессенсорное устройство [1] |
Бессенсорное устройство [4] |
Бессенсорное устройство [8] |
||||||
|
j |
γψ, % |
pγ |
j |
γψ, % |
pγ |
j |
γψ, % |
pγ |
|
|
0 |
4,44 |
0,1 |
- |
4,83 |
0,1 |
- |
0,97 |
0,1 |
- |
|
0,3 |
4,45 |
1,2 |
0,92 |
4,84 |
1,3 |
0,92 |
0,98 |
0,3 |
0,86 |
|
1,0 |
4,49 |
4,3 |
0,95 |
4,87 |
4,6 |
0,95 |
0,99 |
0,9 |
0,94 |
|
3,0 |
4,59 |
13,0 |
0,95 |
4,97 |
14,1 |
0,95 |
1,04 |
2,9 |
0,94 |
|
5,0 |
4,69 |
21,9 |
0,93 |
5,07 |
23,6 |
0,93 |
1,10 |
5,1 |
0,92 |
|
δRоб = linear |
|||||||||
|
δRоб, % |
Бессенсорное устройство [1] |
Бессенсорное устройство [4] |
Бессенсорное устройство [8] |
||||||
|
j |
γψ, % |
pγ |
j |
γψ, % |
pγ |
j |
γψ, % |
pγ |
|
|
0 |
4,44 |
0,1 |
- |
4,83 |
0,1 |
- |
0,97 |
0,1 |
- |
|
0,3 |
4,45 |
0,6 |
0,43 |
4,84 |
0,6 |
0,41 |
0,98 |
0,1 |
0,35 |
|
1,0 |
4,49 |
2,0 |
0,44 |
4,87 |
2,0 |
0,42 |
0,99 |
0,4 |
0,40 |
|
3,0 |
4,59 |
5,9 |
0,44 |
4,97 |
6,1 |
0,42 |
1,04 |
1,3 |
0,42 |
|
5,0 |
4,69 |
9,7 |
0,43 |
5,07 |
10,0 |
0,41 |
1,09 |
2,3 |
0,43 |
Из табл. 1 следует, что коэффициент j фактически остается постоянным при разных значениях δRоб. Коэффициент pγ хорошо коррелируется с коэффициентом p, поскольку для режима δRоб = const коэффициент pγ = 1, для δRоб = linear – pγ = 0,5.
На основании проведенных исследований предлагается следующий алгоритм оценки погрешности измерения потокосцепления бессенсорными устройствами в ходе испытаний электромагнитов.
- Осуществляется измерение активной составляющей сопротивления обмотки в начале и конце испытаний.
- Вычисляется относительная погрешность определения активной составляющей сопротивления обмотки δRоб.
- Вычисляется весовой коэффициент j по формуле (2).
- Вычисляется коэффициент p, учитывающий характер изменения δRоб в ходе испытаний, по формуле (3).
- Оценивается средняя приведенная погрешность измерения потокосцепления в соответствии с выражением

В настоящее время разработаны методы определения ВАХ электромагнитов с компенсацией погрешности измерения активной составляющей сопротивления обмотки, основанные на периодическом измерении Rоб(t) с последующей корректировкой его значения в выражении (1) [2]; периодическом измерении Rоб(t) с последующей линейно-ступенчатой аппроксимацией значения активной составляющей сопротивления обмотки в выражении (1) [7]; на учете, выделенной в обмотке тепловой энергии [5].
С помощью предложенного алгоритма выполнялась оценка погрешности измерения потокосцепления с применением компенсации и без нее. Испытания производились на кольцевом образце и электромагните с применением бессенсорного устройства для определения ВАХ MagHyst [8]. Изделия специально оснащались дополнительной измерительной обмоткой для получения образцовых ВАХ. Был реализован квазистатический режим, при котором поддерживается постоянное значение ЭДС Uind, индуцируемой в рабочей обмотке, в течение всего цикла перемагничивания. Также осуществлялось измерение тока I в рабочей обмотке и напряжения U на ней для определения активной составляющей сопротивления обмотки непосредственно до начала испытаний  и после
и после  . Для считывания и обработки измеренных MagHyst данных, визуализации и сохранения результатов использовалось программное обеспечение в среде графического программирования LabVIEW [3]. Результаты экспериментальных исследований приведены в табл. 2, где
. Для считывания и обработки измеренных MagHyst данных, визуализации и сохранения результатов использовалось программное обеспечение в среде графического программирования LabVIEW [3]. Результаты экспериментальных исследований приведены в табл. 2, где  – максимальная приведенная погрешность измерения потокосцепления; tи – время испытания.
– максимальная приведенная погрешность измерения потокосцепления; tи – время испытания.
Таблица 2
Результаты экспериментальных исследований
|
Электромагнит без компенсации δRоб |
||||||||||
|
Номер опыта |
|
|
δRоб, % |
j |
I, А |
Uind, В |
tи, с |
|
pγ |
|
|
1 |
49,134 |
49,170 |
0,07 |
8,9 |
0,5 |
1,00 |
1,170 |
0,7 |
1,085 |
2,1 |
|
2 |
49,170 |
49,226 |
0,11 |
17,8 |
0,5 |
0,50 |
2,354 |
1,2 |
0,576 |
2,2 |
|
3 |
48,713 |
48,828 |
0,24 |
29,3 |
0,5 |
0,30 |
3,930 |
3,0 |
0,438 |
5,9 |
|
4 |
49,572 |
49,861 |
0,58 |
28,3 |
1,0 |
0,50 |
2,919 |
8,1 |
0,493 |
14,6 |
|
Кольцевой образец C45 без компенсации δRоб |
||||||||||
|
Номер опыта |
|
|
δRоб, % |
j |
I, А |
Uind, В |
tи, с |
|
pγ |
|
|
5 |
1,078 |
1,079 |
0,05 |
3,6 |
7 |
0,50 |
0,134 |
0,5 |
2,724 |
1,0 |
|
6 |
1,075 |
1,079 |
0,41 |
20,2 |
7 |
0,08 |
0,819 |
4,1 |
0,494 |
8,0 |
|
Электромагнит с компенсацией δRоб, учитывающей выделенную в обмотке тепловую энергию |
||||||||||
|
Номер опыта |
|
|
δRоб, % |
j |
I, А |
Uind, В |
tи, с |
|
pγ |
|
|
1 |
49,134 |
49,170 |
0,07 |
8,9 |
0,5 |
1,00 |
1,170 |
0,7 |
1,247 |
2,2 |
|
2 |
49,170 |
49,226 |
0,11 |
17,8 |
0,5 |
0,50 |
2,354 |
0,7 |
0,346 |
1,9 |
|
3 |
48,713 |
48,828 |
0,24 |
29,4 |
0,5 |
0,30 |
3,930 |
0,7 |
0,108 |
2,2 |
|
4 |
49,572 |
49,861 |
0,58 |
28,3 |
1,0 |
0,50 |
2,919 |
1,1 |
0,066 |
2,5 |
|
Кольцевой образец с компенсацией δRоб, учитывающей выделенную в обмотке тепловую энергию |
||||||||||
|
Номер опыта |
|
|
δRоб, % |
j |
I, А |
Uind, В |
tи, с |
|
pγ |
|
|
5 |
1,078 |
1,079 |
0,05 |
3,6 |
7,0 |
0,50 |
0,134 |
0,4 |
2,508 |
1,1 |
|
6 |
1,075 |
1,079 |
0,30 |
20,3 |
7,0 |
0,08 |
0,819 |
0,9 |
0,106 |
2,1 |
|
Электромагнит с линейно-ступенчатой аппроксимацией δRоб |
||||||||||
|
Номер опыта |
|
|
δRоб, % |
j |
I, А |
Uind, В |
tи, с |
|
pγ |
|
|
1 |
49,134 |
49,170 |
0,07 |
8,9 |
0,5 |
1,00 |
1,170 |
0,8 |
1,272 |
2,2 |
|
2 |
49,170 |
49,226 |
0,11 |
17,8 |
0,5 |
0,50 |
2,354 |
0,8 |
0,366 |
2,1 |
|
3 |
48,713 |
48,828 |
0,24 |
29,4 |
0,5 |
0,30 |
3,930 |
0,9 |
0,128 |
2,6 |
|
4 |
49,572 |
49,861 |
0,58 |
28,3 |
1,0 |
0,50 |
2,919 |
1,3 |
0,081 |
3,8 |
|
Кольцевой образец C45 с линейно-ступенчатой аппроксимацией δRоб |
||||||||||
|
Номер опыта |
|
|
δRоб, % |
j |
I, А |
Uind, В |
tи, с |
|
pγ |
|
|
5 |
1,078 |
1,079 |
0,05 |
3,6 |
7 |
0,50 |
0,134 |
0,4 |
2,573 |
1,1 |
|
6 |
1,075 |
1,079 |
0,30 |
20,3 |
7 |
0,08 |
0,819 |
1,1 |
0,128 |
2,6 |
 , Ом
, Ом
 , Ом
, Ом
 , %
, %
 , %
, %
 , Ом
, Ом
 , Ом
, Ом
 , %
, %
 , %
, %
 , Ом
, Ом
 , Ом
, Ом
 , %
, %
 , %
, %
 , Ом
, Ом
 , Ом
, Ом
 , %
, %
 , %
, %
 , Ом
, Ом
 , Ом
, Ом
 , %
, %
 , %
, %
 , Ом
, Ом
 , Ом
, Ом
 , %
, %
 , %
, %
Из табл. 2 видно, что применение методов компенсации погрешности δRоб обеспечивает повышение точности измерения потокосцепления электромагнитов. Использование метода, учитывающего выделенную в обмотке тепловую энергию, позволяет добиться лучших результатов: средняя приведенная погрешность не превысила 1,1 %; максимальная приведенная погрешность – 2,5 %. Если  %, то коэффициент pγ ≈ 0,5, что подтверждает возможность использования предложенного алгоритма для оценки погрешности измерения потокосцепления. Если
%, то коэффициент pγ ≈ 0,5, что подтверждает возможность использования предложенного алгоритма для оценки погрешности измерения потокосцепления. Если  , то коэффициент pγ > 1. Следовательно, можно сделать вывод, что погрешность δRоб не является основной при измерении потокосцепления, а основной вклад вносят погрешности напряжения смещения нуля, интегрирования, преобразования аналоговых и цифровых сигналов. В этом случае осуществлять компенсацию δRоб нецелесообразно ввиду ее незначительности, и, как следствие, введение режима компенсации δRоб может привести к снижению точности определения ВАХ при увеличении времени испытания электромагнитов. Таким образом, применение разработанного алгоритма оценки погрешности измерения потокосцепления позволяет создавать оптимальные по точности и производительности бессенсорные устройства и тем самым повысить эффективность системы управления производством электромагнитов.
, то коэффициент pγ > 1. Следовательно, можно сделать вывод, что погрешность δRоб не является основной при измерении потокосцепления, а основной вклад вносят погрешности напряжения смещения нуля, интегрирования, преобразования аналоговых и цифровых сигналов. В этом случае осуществлять компенсацию δRоб нецелесообразно ввиду ее незначительности, и, как следствие, введение режима компенсации δRоб может привести к снижению точности определения ВАХ при увеличении времени испытания электромагнитов. Таким образом, применение разработанного алгоритма оценки погрешности измерения потокосцепления позволяет создавать оптимальные по точности и производительности бессенсорные устройства и тем самым повысить эффективность системы управления производством электромагнитов.
Результаты работы получены при поддержке проекта № 2833 «Теоретические основы моделирования, диагностики и информационного обеспечения сложных технических систем», выполняемого в рамках базовой части государственного задания № 2014/143, с использованием оборудования ЦКП «Диагностика и энергоэффективное электрооборудование» ЮРГПУ(НПИ) им. М.И. Платова.
Рецензенты:
Горбатенко Н.И., д.т.н., профессор, первый проректор, ФГБОУ ВПО «Южно-Российский государственный политехнический университет (НПИ) имени М.И. Платова», г. Новочеркасск;
Кириевский Е.В., д.т.н., профессор кафедры «Информационные и измерительные системы и технологии», ФГБОУ ВПО «Южно-Российский государственный политехнический университет (НПИ) имени М.И. Платова», г. Новочеркасск.
Работа поступила в редакцию 30.04.2014.
Библиографическая ссылка
Широков К.М., Гречихин В.В. ИССЛЕДОВАНИЕ БЕССЕНСОРНЫХ УСТРОЙСТВ ОПРЕДЕЛЕНИЯ МАГНИТНЫХ ХАРАКТЕРИСТИК ДЛЯ СИСТЕМ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ ЭЛЕКТРОМАГНИТОВ // Фундаментальные исследования. 2014. № 6-6. С. 1173-1178;URL: https://fundamental-research.ru/ru/article/view?id=34308 (дата обращения: 27.07.2026).