



Рост производства алюминия обусловлен его уникальными физико-химическими свойствами, благодаря которым этот металл нашел широкое применение в электротехнике, авиа- и автостроении, транспорте, производстве бытовой техники, строительстве, упаковке пищевых продуктов и пр.
Единственным промышленным способом производства алюминия является электролиз оксида алюминия Al2O3 (глинозема) в расплаве криолита 3NaF⋅AlF3 [2]. Производство алюминия связано с высоким расходом электроэнергии и сырья – глинозема, фторидов, электродных коксов, пека и др. Во время процесса электролиза происходит негативное влияние на состояние окружающей среды, которое сопровождается выделениями и выбросами в атмосферу фторидов, диоксида серы, канцерогенных соединений, пыли и других соединений. Количество выделяющихся веществ зависит от целого ряда факторов – типа, конструкции и мощности электролизеров, технологического режима электролиза, качества и состава сырья, мощности завода в целом, а также материалов, использующихся для футеровки и анодов [1].
Специфика производства алюминия в России (ОК РУСАЛ) заключается в том, что в эксплуатации находится три типа электролизеров – с самообжигающимися анодами (с верхним ВТ и боковым токоподводом БТ) и с обожженными анодами ОА, причем на 75 % доминирующим является производство алюминия в электролизерах с самообжигающимися анодами (электролизеры Содерберга) [5]. Основными недостатками электролизеров Содерберга являются ограниченные возможности повышения единичной мощности, а также использование современных средств механизации и автоматизации, в том числе систем автоматизированного питания глиноземом АПГ. При обжиге анодов в атмосферу попадает значительное количество вредных для здоровья углеводородов — смол и газов. Кроме того система газоочистки работает крайне неэффективно из-за конструкционных особенностей этих электролизеров [3].
Электролизёры с обожженными анодами практически лишены этих недостатков, и на этом типе электролизеров возможно повышение мощности путём увеличения числа анодов и расширения геометрических размеров ванн. Электролизёр ОА более приспособлен для механизации и автоматизации технологических операций, а сбор и очистка анодных газов производятся с большей эффективностью (до 98,5 %), в газах нет смолистых веществ и углеводородов. В настоящее время все вновь строящиеся алюминиевые заводы оснащаются электролизёрами ОА на силу тока 275–350 кА, в частности в конце 2013 года намечен пуск первой очереди Богучанского алюминиевого завода (Красноярский край).
Несмотря на высокие показатели систем газоочистки для электролизеров ОА, реальная степень очистки при разгерметизации во время технологических операций и пусковой период составляет 50–75 %, при этом не учитываются фонарные выбросы, поступающие через аэрационные фонари производственных корпусов.
Следовательно, для того, чтобы действительно повысить экологическую безопасность алюминиевых производств, необходимо разработать эффективные технологии по извлечению из отводимых газов фторида водорода в максимально возможной степени и снизить выбросы во время обслуживания электролизеров.
Особенности очистки отходящих газов
В последние годы в России и за рубежом самым распространенным методом очистки электролизных газов при производстве алюминия является метод сухой очистки газов от фтористых соединений на газоочистных установках (ГОУ). Во время работы электролизера основная часть газов собирается в системе газопроводов и направляется в реакторы сухой очистки газов, где в качестве сорбента используется металлургический глинозем.
Технология улавливания фтористого водорода в системе сухой газоочистки основана на способности глинозема поглощать фтористый водород. В реакторе-адсорбере в режиме аэровзвеси, происходит процесс соединения фтористого водорода с оксидом алюминия:
nHF(г) + Al2O3 = Al2O3∙nHF (адсорб); (1)
6/nAl2O3∙HF → 2AlF3 + 3H2O + 6-n/n Al2O3. (2)
Одновременно происходит адсорбция оксидом алюминия полициклических ароматических углеводородов:
nС20H12 + Al2O3 = Al2O3∙nC20H12 (адсорб). (3)
В рукавных фильтрах при прохождении очищаемых газов через слой глинозема, осевшего на материале, продолжается процесс очистки газов.
В результате образуется фторированный глинозем, который возвращается в электролизеры как источник сырья оксида и фторида алюминия. Это обеспечивает практически полную утилизацию уловленных фторидов без дополнительной переработки. Фторидные составляющие электролита имеют высокое давление паров и характеризуются большими расходными коэффициентами – 30–60 кг на 1 т металла, что составляет (4–8 %) в себестоимости производства первичного алюминия [4].
Однако во время обслуживания электролизера в некоторых случаях электролизер находится в разгерметизированном состоянии, что существенно снижает эффективность работы ГОУ. В ходе работы изучалось количество выбросов, которые образуются во время технологических операций (замена анода, перетяжка анодной рамы, выливка металла), в пусковой период и в период капитального ремонта электролизера. Проведена оценка работы систем газопылеудаления и выработаны мероприятия для снижения фонарных выбросов в эти периоды работы электролизеров. Наибольшие трудности и проблемы вызывают пусковые электролизеры. В этот период неконтролируемые выбросы происходят в течение 5–7 дней. В работе также изучались пути интенсификации процесса очистки отходящих газов за счет увеличения степени улавливания летучих компонентов при использовании глиноземов песочного типа.
Интенсификация процесса очистки отходящих газов
В настоящее время, даже при использовании современного оборудования (ГОУ норвежской фирмы ALSTOM), эффективность процесса очистки недостаточно высока, а качество получаемого фторированного глинозема значительно хуже исходного. Это происходит в связи с тем, что технология очистки не адаптирована к изменению физико-химических свойств глинозема и температуры газов, при изменении условий забора газов во время технологического обслуживания.
Учитывая, что выделяющиеся фториды являются вредными для окружающей среды (второй класс опасности), а фторированный глинозем является сырьем для производства алюминия, актуальной научной проблемой является совершенствование технологии сухой очистки отходящих газов.
Целью работы являлось научное обоснование и разработка новых технических решений, позволяющих интенсифицировать процесс очистки отходящих газов высокоамперных электролизеров. Для решения этой проблемы решались следующие задачи:
● Анализ поэтапного изменения физико-химических свойств глинозема.
● Определение вещественного, гранулометрического состава глинозема и эффективность его улавливания.
● Определение активной площади поверхности для максимальной адсорбции фтористых соединений.
● Определение механизмов улавливания газов в условиях сухой газоочистки.
Для изучения улавливающей способности глиноземов различного типа и качества были поэтапно отобраны пробы с электролизеров РА-300 (участок 1–2), из системы газоходов электролизных корпусов (участок 3) и сухой газоочистки (участок 4) на Хакасском алюминиевом заводе. Проанализировано поэтапное изменение физико-химических свойств. После участка газоочистки происходит увеличение химически связанной влаги, а содержание адсорбированной влаги остается на прежнем уровне.
При статистической обработке проб было определено влияние технологических этапов на структурные особенности пыли, определен вещественный и гранулометрический состав образцов фторированного глинозема. По результатам анализа можно заключить, что глинозем, прошедший сухую газоочистку, характеризуется минимальным содержанием мелкой фракции и повышенным содержанием примесей, при этом содержание крупной фракции +152,5 мкм значительно уменьшается.
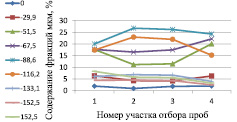
Рис. 1. Изменение содержания фракций в образцах глинозема
Микроструктурные исследования частиц фторированного глинозема свидетельствуют об агломерации глиноземной пыли (поверхностных осколков) и увеличении удельной площади поверхности частиц.
Фторирование глинозема происходит в основном с участием двух соединений, фтороводорода и тетрафторалюмината натрия, а механизм процесса фторирования глинозема основан на хемосорбции фтористого водорода оксидом алюминия.
Образование на поверхности глинозема фтористых соединений и увеличение содержания влаги способствуют агломерации мелких частиц в более крупные, однако высокая интенсивность перемешивания создает условия для истирания фракции +152,5 мкм. Снижение степени фторирования глинозема на участке ГОУ может быть связано с разгерметизацией электролизера в пусковой период.
Выводы
Повышение амперной нагрузки на электролизерах с обожженными анодами обеспечивает рост производительности, но при этом увеличивается экологическая нагрузка, в-первую очередь из-за выделения фторводорода, которая связана с работой систем сухой газоочистки при удалении и нейтрализации фторида водорода отходящих газов во время работы и при выполнении технологических операций. Важным фактором является качество глинозема как основного улавливающего компонента и изучение его влияния на химический состав электролита и материальный баланс электролизера по фтористым солям. Количество выделяющихся электролизных газов постоянно изменяется, при этом параметры процесса улавливания газов остаются постоянными. По изменению свойств глинозема в дальнейшем можно корректировать его дозирование и время контакта в промышленных реакторах систем газоочистки с отходящими газами.
● Взаимодействие глинозема с соединениями фтора в условиях сухой газоочистки приводит к уменьшению как мелкой (–67,5 мкм), так и крупной (+152,5 мкм) фракций.
● Микроструктурные исследования частиц фторированного глинозема свидетельствуют об агломерации глиноземной пыли (поверхностных осколков) и увеличении удельной площади поверхности частиц.
● Фторирование глинозема происходит в основном с участием двух соединений, фтороводорода и тетрафторалюмината натрия.
● Механизм процесса фторирования глинозема основан на хемосорбции фтористого водорода оксидом алюминия из-за повышенного содержания влаги.
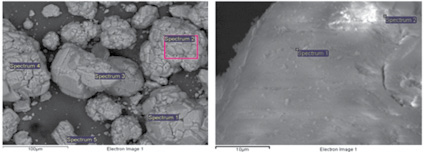
а б
Рис. 2. Поверхность частиц глинозема № 1 (а) и 2 (б)
Таким образом, повышение единичной мощности электролизера должно происходить при постоянном совершенствовании систем очистки отходящих электролизных газов. Повышение эффективности улавливания фторидов в процессе сухой очистки достигается при контроле количества образующихся газов и параметров процесса их улавливания в ГОУ.
Рецензенты:Утков В.А., д.т.н., профессор, ведущий специалист ОАО РУСАЛ ВАМИ, отдел производства алюминия, г. Санкт-Петербург;
Петров Г.В., д.т.н., профессор, генеральный директор ООО ТЕХНОЛИТ, г. Санкт-Петербург.
Работа поступила в редакцию 17.10.2013.
Библиографическая ссылка
Пятернева А.А. ПОВЫШЕНИЕ СТЕПЕНИ СУХОЙ ГАЗООЧИСТКИ НА АЛЮМИНИЕВЫХ ПРЕДПРИЯТИЯХ // Фундаментальные исследования. 2013. № 10-9. С. 1942-1945;URL: https://fundamental-research.ru/ru/article/view?id=32563 (дата обращения: 04.07.2026).