



Для осуществления процесса упрочнения крупногабаритных деталей по схеме с жестким креплением детали в контейнере необходимо интенсивно вибрировать большую массу инструментальной среды. На 1 кг детали приходится 15–20 кг металлических шариков диаметром до 5 мм, что при упрочнении крупногабаритных деталей доводит общую массу до четырех и более тон. Вследствие вышеперечисленного необходимо применять приводные двигатели вибраторов большой мощности до 75 кВт и более, что существенно увеличивает энергоемкость и себестоимость процесса [2].
Для решения данной проблемы предлагается использовать близкорезонансные режимы упрочнения [4]. Эти режимы за счет применения эффекта резонанса, т.е. увеличения амплитуды колебаний при приближении собственной частоты колебаний к вынуждающей, позволяют использовать менее мощные двигатели. Но применение этих режимов при схеме с жестким креплением детали в контейнере невозможно вследствие возникновения большого вибрационного воздействия на основание станка и окружающее помещение и персонал [2]. Предлагается новая компоновка (рис. 1, а), в которой деталь 3, на подвижной системе которой установлен вибратор, крепится к контейнеру 2 упруго за счет пневмоупругих элементов 5, позволяющих регулировать собственную частоту колебаний посредством плавного изменения давления внутри них за счет пневмосистемы 6 и ступенчатого изменения высоты упругих элементов посредством системы 4. В результате деталь совершает наиболее интенсивные колебания с амплитудой виброускорения до 10 g в близкорезонансном режиме. Контейнер, установленный на основание 1 на мягких упругих связях 8, совершает колебания в зарезонансном режиме с виброускорением 6–8 g. Данная двухмассовая схема является динамически уравновешенной и колебания, приходящиеся на основание, малы и не превышают установленных санитарных норм [2]. В данной статье приводятся результаты экспериментальных исследований по формированию поверхностного слоя обрабатываемых деталей на станке с упругим креплением детали в контейнере.
Исследование формирования технологических параметров поверхностного слоя при упругом креплении детали к контейнеру проводилось на установке ВУРТ-3М. Предварительно установка была оснащена устройством подачи и слива промывочной жидкости. Для промывки использовался слабый раствор двухромового кислого калия (хромпика). На макет детали (рис. 1, б) были установлены пронумерованные образцы-свидетели из алюминиевого сплава Д16АТ, размером 100×19 и толщиной 1,3 ± 0,030 мм. Шероховатость Ra образцов была заранее измерена в условиях заводской лаборатории при помощи профиллографа-профилеметра.
Эксперимент проходил следующим образом. Макет детали с подвижной системой и вибратором был упруго прикреплен к контейнеру согласно конструктивной схеме (рис. 1, а). Далее в контейнер была засыпана инструментальная среда 7 из металлических шариков (материал сталь ШХ15) массой 36,5 кг. Такая масса была выбрана с целью полного покрытия детали слоем шариков. Заводской технологический процесс виброударной обработки проходит при значениях амплитуды перемещений подвижной системы станка от 0,32 до 0,5 см. При конструировании экспериментальной установки ввиду ее габаритов и выбранного направления исследований был выбран мотор-вибратор ЭВ320-4с частотой вращения 1500 об/мин. Он позволил получить амплитуду колебаний подвижной системы детали 0,25 см. В связи с чем было принято решение увеличить время обработки до 180 мин. Был определен близкорезонансный режим из соотношения ω/ω0 ≈ 0,9. Для обеспечения необходимой жесткости пневмоупругих элементов Gy = 350–380 кг/см было создано давление 0,29 МПа.
а 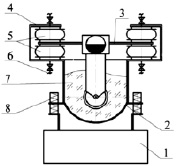 б
б 
Рис. 1. Общий вид экспериментального вибростанка ВУРТ3М (а)и макета детали (б) с установленными образцами-свидетелями со схемой их расположения
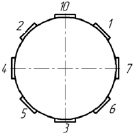
Рис. 2. Схема расположения образцов свидетелей на макете детали
В связи с тем, что предварительно замеренная шероховатость Ra, мкм, образцов-свидетелей была не одинакова, было принято решение расположить их на детали в порядке указанном на схеме (рис. 2).
После обработки деталь была извлечена из контейнера, образцы-свидетели были сняты, промыты и заново изучены в заводской лаборатории. Результаты замеров шероховатости приведены на диаграмме (рис. 3, а). В последующем эксперименте была исследована форма траектории движения детали. В контейнере было сделано смотровое окно из органического стекла. На макет детали был установлен светодиод. Траектория была отснята на зеркальный фотоаппарат NikonD3100 с длинной выдержкой (рис. 3, б). Сравнение траектории перемещения подвижной системы детали и равномерности распределения полученной шероховатости поверхностного слоя позволяет определить влияние траектории на стабильность получаемых параметров [5].
По данным полученной шероховатости поверхности деталей Ra построен график (рис. 3, а). Для обработки образцов № 4, 7, находящихся на горизонтальной оси макета детали, потребовалось загрузить сверху 30–35 мм инструментальной среды. У образца № 4 снижение шероховатости составило с Ra 1,4 до 0,65 мкм, у образца № 7 – с Ra 1,85 до 0,925 мкм, т.е. шероховатость поверхности деталей снизилась на 50 %. Образец № 3 находился в самой нижней части макета детали и показал снижение шероховатости на 58 % с Ra 1,7 до 0,7 мкм.
а 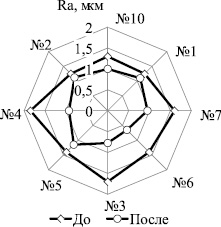 б
б 
Рис. 3. Диаграмма шероховатости Ra (мкм) образцов-свидетелей до и после виброударной обработки на экспериментальной установке ВУРТ3М(а) и фрагмент детали в движении (б)(светодиодом отмечена траектория перемещения макета детали)
Образец № 5, расположенный в левой нижней части макета детали, показал снижение шероховатости на 17 % с Ra 1,4 до Ra 1,15 мкм в связи с малой циркуляцией частиц инструментальной среды в этой области.
Образец № 6, расположенный в правой нижней части макета детали показал снижение шероховатости на 53 % с Ra 1,4 до Ra 0,65 мкм.
Образцы № 1, 2, 10 получили минимальную обработку при снижении шероховатости в среднем на 10–20 %, из-за недостаточной толщины покрывающего их слоя инструментальной среды над образцами.
На процесс формирования поверхностного слоя особое влияние оказывает циркуляция инструментальной среды. Наиболее оптимальным вариантом является круговая циркуляция с равномерной скоростью, в этом случае деталь наиболее равномерно обрабатывается, обеспечивается необходимая чистота поверхности [3]. Для обеспечения круговой циркуляции инструментальной среды необходимо устанавливать вибратор как можно ближе к центру масс контейнера и детали. Для визуализации траектории циркуляционных перемещений среды подвижной детали на передний торец контейнера была установлена прозрачная стенка, через которую велась видеосъёмка. Траектория перемещений детали представляет собой эллипс по наклоненный на 45° по направлению движения дебалансов вибратора. Это обусловлено тем, что жесткость пневмоупругих элементов подвижной системы детали на 30–50 % больше в продольном направлении, чем в поперечном.
Анализ полученных данных показывает, что виброупрочнение с упругим креплением детали позволяет снизить шероховатость поверхностного слоя упрочняемых деталей. Вследствие того, что установленный вибратор не обеспечил необходимых значений амплитуды колебаний (0,45–0,5 см) подвижной системы экспериментальной установки из-за недостаточной массы дебалансов, время обработки пришлось увеличить в два раза при малой стабильности получаемых параметров. В условиях заводских режимов обработки при установке более мощного вибратора требуемые параметры качества шероховатости поверхностного слоя деталей можно будет получить в более короткие сроки и с большей стабильностью с применением близкорезонансных режимов при меньшей мощности мотор-вибратора и с меньшим вибрационным воздействием на фундамент.
Рецензенты:
Копылов Ю.Р., д.т.н., профессор кафедры «Технология машиностроения», Воронежский государственный технический университет, г. Воронеж;
Тарасенко А.П., д.т.н., профессор, заведующий кафедрой сельскохозяйственных машин, Воронежский государственный аграрный университет им. Петра Великого, г. Воронеж.
Работа поступила в редакцию 08.10.2013.
Библиографическая ссылка
Мерчалов А.С. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ФОРМИРОВАНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛИ ПРИ ВИБРОУДАРНОМ УПРОЧНЕНИИ С УПРУГИМ КРЕПЛЕНИЕМ ДЕТАЛИ В КОНТЕЙНЕРЕ // Фундаментальные исследования. 2013. № 10-6. С. 1215-1218;URL: https://fundamental-research.ru/ru/article/view?id=32518 (дата обращения: 01.07.2026).