



Наиболее сложными проблемами при стремлении соответствовать современным требованиям к качеству моторных топлив являются обеспечение октанового числа автомобильных бензинов и выработка малосернистых и ультрамалосернистых дизельных дистиллятов [3]. Одной из современных технологий производства высококачественных малосернистых дизельных топлив является технология, реализованная на установке гидродепарафинизации дизельных фракций. Установка гидродепарафинизации позволяет вовлекать в переработку дизельных фракций атмосферный газойль за счет облегчения его углеводородного состава и депарафинизации, а также облагораживать бензин висбрекинга [4]. Получаемая на установке гидродепарафинизации бензиновая фракция имеет высокое содержание и-алканов, но обладает низким октановым числом. Для повышения октанового числа этой фракции возможно вовлечение ее в переработку на установке риформинга, что позволит повысить качество бензина и эффективность процесса риформинга путем расширения сырьевого парка.
Целью данной работы является разработка математической модели процесса гидродепарафинизации для оптимизации и прогнозирования состава получаемой в данном процессе бензиновой фракции и оценка целесообразности использования стабильного бензина с установки гидродепарафинизации дизельных топлив как сырья на установке каталитического риформинга.
Материал и методы исследования
Схема основных потоков установки гидродепарафинизации смеси атмосферного газойля и бензина висбрекинга Л-24-10/2000 показана на рис. 1.
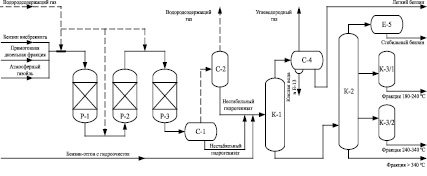
Рис. 1. Схема основных потоков установки Л-24-10/2000
На рис. 3: Р-1 и Р-2 – реакторы гидроочистки, Р-3 – реактор гидродепарафинизации.
Суть процесса заключается в гидрировании сернистых, азот- и кислородсодержащих соединений, полиароматических углеводородов и гидродепарафинизации углеводородов С10 + с целью улучшения низкотемпературных свойств продуктов.
Глубокое обессеривание и депарафинизация сырья обеспечивается при повышенном давлении (9,0 МПа) и за счет применения современных катализаторов фирм Axens и Sud-Chemie [4]. Основные параметры технологического режима представлены в табл. 1.
Первоначальным этапом разработки математической модели сложного многокомпонентного процесса нефтепереработки является анализ химических превращений углеводородов в реакторах. Далее проводится термодинамический анализ данных превращений с целью выявления термодинамической вероятности протекания реакций в условиях технологического процесса. По результатам термодинамического анализа составляется формализованная схема превращений углеводородов в ходе процесса и на ее основе кинетическая модель процесса. Результаты реализации указанных этапов математического моделирования процесса гидродепарафинизации дизельных топлив представлены в источнике [2].
С использованием разработанной кинетической модели процесса гидродепарафинизации дизельных топлив путем решения обратной кинетической задачи были определены константы скорости химических реакций процесса гидродепарафинизации. Исходные данные для расчетов представлены в табл. 2.
Таблица 1
Основные параметры технологического режима процесса гидродепарафинизации
|
Технологические параметры |
Значение |
|
1. Расход сырья, м3/час |
238 |
|
2. Расход свежего ВСГ, нм3/ч |
42560 |
|
3. Расход циркулирующего ВСГ, нм3/ч |
87190 |
|
4. Объемная скорость по Р-1 и Р-2, ч–1 |
0,65 |
|
5. Объемная скорость по Р-3, ч–1 |
2,25 |
|
6. Температура на входе в Р-1, °С |
322 |
|
7. Температура на выходе Р-1, °С |
339 |
|
8. Температура на входе в Р-2, °С |
339 |
|
9. Температура на выходе Р-2, °С |
348 |
|
10. Температура на входе в Р-3, °С |
346 |
|
11. Температура на выходе Р-3, °С |
350 |
|
12. Давление на входе в: Р-1, МПа Р-2, МПа Р-3, МПа |
7,80 7,40 6,90 |
|
13. Отдув ВСГ, нм3/час |
10370 |
|
14. Кратность циркуляции по: Р-1, нм3/м3 Р-2, нм3/м3 Р-3, нм3/м3 |
368 428 458 |
Таблица 2
Исходные данные для подбора констант скоростей
|
Группа компонентов |
Концентрация в сырье, % мас. |
Концентрация в продукте, % мас. |
Молярная масса, г/моль |
|
Моноароматические |
21,68 |
20,99 |
99 |
|
Полиароматические |
1,23 |
1,57 |
180 |
|
Алкены |
1,09 |
1,74 |
77 |
|
Н-алканы С5–С9 |
10,91 |
8,87 |
100 |
|
Н-алканы С10–С17 |
5,90 |
3,40 |
261 |
|
Циклоалканы |
45,00 |
49,63 |
103 |
|
И-алканы |
14,19 |
14,8 |
100 |
Результаты оценки констант скоростей химических реакций процесса гидродепарафинизации представлены в табл. 3.
В табл. 3 приняты следующие обозначения: kпр – константа скорости прямой реакции, kоб – константа скорости обратной реакции.
Таблица 3
Константы скоростей химических реакций процесса гидродепарафинизации
|
Реакция |
kпр |
kоб |
|
1. Гидрирование полиароматических углеводородов в моноароматические |
7,00·10–4 л∙с–1∙моль–1 |
2,60·10–9 л∙с–1∙моль–1 |
|
2. Гидрирование алкенов до н-алканов С5 – С9 |
2,30 л∙с–1∙моль–1 |
1,01·10–4 л∙с–1∙моль–1 |
|
3. Гидрирование моноароматических углеводородов в циклоалканы |
5,24·10–3 л∙с–1∙моль–1 |
1,02·10–5 л∙с–1∙моль–1 |
|
4. Гидрокрекинг н-алканов С10 – С27 |
4,50·102 л∙с–1∙моль–1 |
– |
|
5. Изомеризация н-алканов С5 – С9 |
0,78 с–1 |
0,25 с–1 |
|
6. Циклизация и-алканов в циклоалканы |
1,50·10–4 с–1 |
1,59·10–5 с–1 |
Результаты расчета на модели концентраций групп компонентов в продукте представлены в табл. 4.
Для расчета концентрации индивидуальных компонентов были введены относительные константы скорости их образования в зависимости от реакционной способности в реакциях процесса гидродепарафинизации, которая определялась изменением энергии Гиббса в соответствующих реакциях. На рис. 2, 3 показана зависимость изменения энергии Гиббса в ходе реакции гидрокрекинга н-алканов С10–С17 и констант скоростей реакций от числа атомов в молекуле н-алкана соответственно.
Таблица 4
Результаты расчета с применением математической модели процесса гидродепарафинизации
|
Дата |
12.03.2013 |
10.04.2012 |
||
|
Группа компонентов |
Концентрация в продукте (расчет), % мас. |
Концентрация в продукте (эксперимент), % мас. |
Концентрация в продукте (расчет), % мас. |
Концентрация в продукте (эксперимент), % мас. |
|
Моноароматические |
22,87 |
20,99 |
20,33 |
20,53 |
|
Полиароматические |
1,26 |
1,57 |
1,10 |
1,50 |
|
Алкены |
1,70 |
1,74 |
2,88 |
2,63 |
|
Н-алканы С5–С9 |
7,11 |
8,87 |
10,70 |
8,49 |
|
Н-алканы С10–С17 |
3,69 |
3,40 |
4,27 |
5,16 |
|
Циклоалканы |
49,16 |
49,63 |
39,52 |
39,23 |
|
И-алканы |
14,20 |
14,80 |
21,20 |
22,46 |
Результаты исследования и их обсуждение
Для проведения исследований влияния замены сырья на установке каталитического риформинга применялась разработанная математическая модель данного процесса [1, 6].
Исходные данные для проведения исследований с использованием математической модели процесса риформинга представлены в табл. 5.
По результатам расчета на математической модели процесса риформинга были получены следующие данные (табл. 6)

Рис. 2. Зависимость изменения энергии Гиббса в реакции гидрокрекинга от числа атомов в молекуле н-алкана
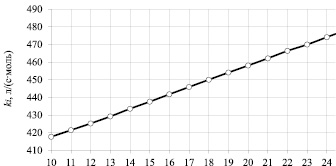
Рис. 3. Зависимость константы скорости в реакции гидрокрекингаот числа атомов в молекуле н-алкана
Таблица 5
Технологические параметры для расчета на модели
|
Объем переработанного сырья, т |
1354,5 |
|
Расход ВСГ, нм3/ч |
100000 |
|
Влажность ВСГ, мг/кг |
22,3 |
|
Сера в гидрогенизате, мг/кг |
0,20 |
|
Расход сырья, м3/ч |
75 |
|
Давление в реакторе Р-2, МПа |
2,2 |
|
Температура в реакторе Р-2, °С |
484 |
|
Давление в реакторе Р-3, МПа |
2,1 |
|
Температура в реакторе Р-3, °С |
484 |
|
Давление в реакторах Р-4/1,2, МПа |
2,0 |
|
Температура в реакторе Р-4/1,2, °С |
483 |
Данные, представленные в табл. 6, подтверждают, что замена сырья на установке каталитического риформинга благоприятно скажется на выработке и основных показателях качества выпускаемой продукции, а именно выход риформата составит 82,71 октанотонны; октановое число составит 97,6. При этом ресурсоэффективность установки повышается на 20 % за счет увеличения нагрузки по сырью.
Заключение
Разработанная математическая модель процесса гидродепарафинизации дизельных топлив может применяться для расчетов и прогнозирования состава получаемой бензиновой фракции и повышения ресурсоэффективности установки каталитического риформинга бензинов. Выполненные исследования показали, что вовлечение бензина с установки гидродепарафинизации в сырьевой поток установки каталитического риформинга Л-35-11/600 положительно сказывается на выходе высокооктанового катализата, а именно выход риформата составит 82,71 октанотонны; октановое число составит 97,6. При этом ресурсоэффективность установки повышается на 20 % за счет увеличения нагрузки по сырью.
Таблица 6
Результаты расчета на модели
|
Дата отбора |
15.11.10 |
16.01.11 |
15.02.11 |
15.04.11 |
Новое сырьё |
|
Активность катализатора, отн. ед. |
0,91 |
0,91 |
0,91 |
0,91 |
0,91 |
|
Объем переработанного сырья, т |
1355 |
1355 |
1355 |
1355 |
1355 |
|
Содержание водорода, % об. |
84,1 |
84,1 |
84,1 |
84,1 |
84,1 |
|
Выход водорода, % мас. на сырье |
1,74 |
1,82 |
1,82 |
1,85 |
1,82 |
|
Температура входа, °С |
484 |
484 |
484 |
484 |
484 |
|
Расход сырья м3/ч |
75 |
75 |
75 |
75 |
75 |
|
Алканы/(Циклоалканы + Ароматика), в сырье, отн. ед. |
1,25 |
1,13 |
1,12 |
1,28 |
1,36 |
|
н-алканы/и-алканы в сырье, отн. ед. |
1,08 |
1,06 |
1,06 |
1,1 |
0,98 |
|
Кратность циркуляции, нм3/м3 |
1333,3 |
1333,3 |
1333,3 |
1333,3 |
1333,3 |
|
Степень изомеризации, % мас. |
48 |
46 |
46 |
48 |
40 |
|
Степень ароматизации, % мас. |
16,51 |
13,87 |
13,87 |
21,92 |
22,8 |
|
Ароматика, % мас. |
59,5 |
60,48 |
60,48 |
61,43 |
60,72 |
|
Октановое число, о.ч.и. |
96,6 |
97,2 |
97,3 |
97,7 |
97,6 |
|
Метилциклопентан в катализате, % мас. |
0,36 |
0,39 |
0,4 |
0,44 |
0,48 |
|
Выход риформата |
82,23 |
83,01 |
83,01 |
82,61 |
82,71 |
Рецензенты:
Косинцев В.И., д.т.н., профессор-консультант кафедры общей химической технологии Института природных ресурсов, ФГБОУ ВПО «Национальный исследовательский Томский политехнический университет», г. Томск;
Коробочкин В.В., д.т.н., профессор, зав. кафедрой общей химической технологии Института природных ресурсов, ФГБОУ ВПО «Национальный исследовательский Томский политехнический университет», г. Томск.
Работа поступила в редакцию 01.07.2013.
Библиографическая ссылка
Белинская Н.С., Силко Г.Ю., Иванчина Э.Д., Ивашкина Е.Н., Францина Е.В., Фалеев С.А. ИССЛЕДОВАНИЕ ЗАКОНОМЕРНОСТЕЙ ПРЕВРАЩЕНИЯ УГЛЕВОДОРОДОВ В РЕАКТОРАХ РИФОРМИНГА И ГИДРОДЕПАРАФИНИЗАЦИИ С ЦЕЛЬЮ УВЕЛИЧЕНИЯ РЕСУРСА ПЕРЕРАБАТЫВАЕМОГО СЫРЬЯ МЕТОДОМ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ // Фундаментальные исследования. 2013. № 8-3. С. 534-538;URL: https://fundamental-research.ru/ru/article/view?id=31952 (дата обращения: 30.06.2026).