



При эксплуатации высокотемпературных промышленных печей (доменных, нагревательных, мартеновских, конвертеров) необходимы сведения о состоянии и интенсивности износа разгара огнеупорной кладки при различных технологических режимах. Такие сведения позволили бы изучить динамику разгара разных зон огнеупорной кладки, применить огнеупоры разного качества с тем, чтобы обеспечить равностойкость всей футеровки или обоснованно назначать сроки ремонта и тем самым повысить коэффициент полезного действия и производительность печей [2, 3, 5].
Известно, что для контроля износа огнеупорной кладки применяют метод радиоактивных изотопов. При износе меченых кирпичей изменяется интенсивность излучения на наружной поверхности печи, по уровню которого и судят о состоянии футеровки. Однако вследствие сложности и высокой стоимости применяемой аппаратуры, а также из-за опасности при работе с открытыми радиоактивными источниками большой мощности и необходимости подготовки специального обслуживающего персонала для контроля этот метод не нашел широкого промышленного применения. Кроме того, метод радиоактивных изотопов не отличается высокой точностью, позволяет лишь приближенно оценить степень износа и дает примерную топографию износа огнеупорной кладки [1, 3].
Для получения более точных сведений о состоянии футеровки при непрерывном контроле ее износа в ходе кампании агрегата был испытан метод измерения толщины огнеупорной кладки ультразвуком с помощью прибора ДУК-20, освоенного промышленностью специально для контроля материалов, сильно рассеивающих ультразвук, к которым относятся и огнеупорные изделия. Прибор работает по двухщуповой схеме, которую невозможно использовать для контроля толщины кладки высокотемпературных печей. Помимо этого температура наружной поверхности кладки, например свода дуговых печей, в ходе кампании достигает 600–800 °С, а при таких температурах не может работать оператор-ультразвуковик и невозможно использовать применяемые в настоящее время ультразвуковые преобразователи [2, 4].
Высокая температура и тяжелые условия работы при эксплуатации промышленных печей требуют применения автоматических контрольных устройств повышенной надежности. В этом отношении перспективными представляются электрические методы контроля. Созданы три опытные установки для непрерывного автоматического контроля износа огнеупорного материала. Работа двух из них основана на принципе нарушения или восстановления электрической цепи датчиков глубины по мере износа огнеупора, третья установка действует по термопарному методу [1, 4].
Все установки состоят из нескольких одинаковых блоков датчиков глубины, сигнальной системы и источника питания. Принципиальная электрическая схема установок показана на рис. 1–3. Каждый блок датчиков представляет собой огнеупорный кирпич, в котором выфрезерованы пазы для датчиков глубины. Для работы по схемам, приведенным на рис. 1 и 2, датчики глубины изготовлены из отрезков жаростойкой проволоки, которые составляют соответственно нормально замкнутую или нормально разомкнутую электрическую цепь сигнальной системы [3, 4].
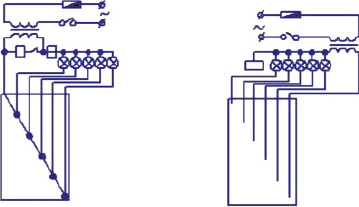
Рис. 1. Принципиальная электрическая схема контроля износа огнеупора при службе в высокотемпературной газовой среде
Рис. 2. Принципиальная электрическая схема контроля износа огнеупора при службе в контакте с жидким металлом
Для работы по схеме, показанной на рис. 3, используют датчики глубины, состоящие из термопар, спаи которых расположены на разной глубине. После монтажа датчиков в цепях их надежной изоляции от воздействия внешней среды пазы заполняются огнеупорным составом. Принцип выбора материала датчиков глубины для работы в условиях высокотемпературной газовой среды состоит в том, чтобы их температура плавления была выше максимальной температуры в измеряемом участке печи, а температура интенсивного окисления – ниже средней температуры технологического процесса. Для работы в условиях непосредственного контакта с жидким металлом необходим материал с высокой температурой плавления и слабое взаимодействие датчиков с жидким металлом. В проведенных экспериментах были использованы датчики, выполненные из вольфрамовой проволоки диаметром 0,5 мм, а для схемы, показанной на рис. 3, применены вольфрам-молибденовые термопары.
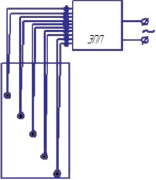
Рис. 3. Принципиальная электрическая схема контроля износа огнеупора термопарным методом (ЭПП – измеритель температуры)
Количество датчиков в кирпиче может быть различным и зависит от степени точности контроля и его задач. В производственных условиях для максимального использования огнеупорной кладки достаточно расположить несколько датчиков только на предельно допустимой глубине кирпича [1, 4].
Работа установок состоит в следующем. При износе огнеупорной кладки на некоторую глубину датчики глубины в месте сгиба либо сгорают заподлицо с кладкой (работа по схеме на рис. 1), либо замыкаются через жидкий металл (работа по схеме на рис. 2). Электрическая цепь сигнальной системы размыкается или замыкается в соответствии с величиной износа, что фиксируется на светлом табло или подачей звукового сигнала. При работе по схеме, показанной на рис. 3, которая предназначена в основном для контроля износа футеровки в высокотемпературной газовой среде, по мере износа огнеупора нарушаются цепи термопар на определенной глубине. Это фиксируется самопишущим прибором и соединенной с ним сигнальной системой.
Таким образом, термопарным методом можно одновременно фиксировать температуру в печи и износ огнеупорной кладки [1, 3].
Испытания установок показали, что на участках, где температура рабочего пространства печи не превышает 1600 °С, например, в своде регенератора, установки, работающие по схемам, показанным на рис. 1 и 3, работают одинаково хорошо. В местах, где температура рабочего пространства превышает 1600 °С, например, около электродных отверстий свода дуговой печи, четкость работы установки по схеме, показанной на рис. 1, нарушается. Несмотря на износ свода, некоторые лампочки светового табло продолжают гореть. Особенно значительно нарушается работа установки при продувке сталеплавильной ванны кислородом [3].
Сопоставление полученных данных приводит к выводу о том, что в центральной части свода дуговой печи в процессе плавки и особенно при продувке стали кислородом зона износа огнеупора насыщается пылью, состоящей из частичек окислов железа и других элементов. В таких условиях возможно замыкание контактов электрической цепи датчиков и нарушение работы установки по схеме, приведенной на рис. 1. Применение в таких местах схемы, показанной на рис. 2, тоже дает неустойчивые результаты. Работа установки, основанной на термопарном методе контроля износа во всех точках электросталеплавильной печи, отличается надежностью. Насыщение зоны износа металлической пылью в этом случае не имеет значения [1, 4].
Таким образом, для надежного определения величины и интенсивности разгара огнеупорной кладки промышленных печей наиболее предпочтителен термопарный метод. Установка для контроля, работающая этим методом, проста в изготовлении, не требует больших затрат и, как показали испытания, достаточно надежна в эксплуатации.
Рецензенты:
Абсатаров Р.А., д.м.н., профессор, кафедра металлургии и металловедения СТИ НИТУ МИСиС, г. Старый Оскол;
Меркер Э.Э., д.т.н., профессор, кафедры металлургии и металловедения СТИ НИТУ МИСиС, г. Старый Оскол.
Работа поступила в редакцию 17.04.2013.
Библиографическая ссылка
Харламов Д.А., Коберник О.П., Ансимов А.А. МЕТОДЫ КОНТРОЛЯ РАЗГАРА ОГНЕУПОРНОЙ ФУТЕРОВКИ В ПРОМЫШЛЕННЫХ ПЕЧАХ // Фундаментальные исследования. 2013. № 6-4. С. 877-879;URL: https://fundamental-research.ru/ru/article/view?id=31654 (дата обращения: 08.06.2026).