



Поливинилформальэтилаль (ПВФЭ) относится к поливинилацеталям (ПВАц), обладает высокой адгезией к различным материалам, в том числе к металлу и стеклу, хорошими электроизоляционными свойствами [2].
Эмпирическая формула ПВФЭ [1]:
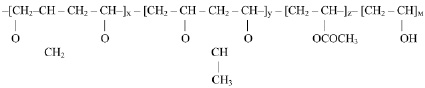
где х – содержание поливинилформаля = (41,3–45,65) % масс.; у – содержание поливинилэтилаля = (36,1–41,8) % масс.; z – содержание поливинилацетата = (0,5–1,46) % масс.; м – содержание поливинилового спирта (ПВС) = (22,49–11,09) % масс.
Производство поливинилацеталей в СССР существовало в ОАО «Пластполимер» (г. Санкт-Петербург); «Кусковский хим.завод» (г. Москва); ПО «Поливинилацетат», (г. Ереван, Армения); СПО «Азот» (г. Северодонецк, Украина).
В настоящее время в России производство поливинилацеталей отсутствует. Поэтому точного технологического регламента по производству ПВФЭ не существует, и основной задачей является определение в лабораторных условиях параметров, которые существенно влияют на качество готового продукта.
Для получения высокосортного поливинилформальэтилаля массовая доля формальных групп должна быть в пределах (18–21) %, массовая доля этилальных групп (18–20) % и кислотное число не более 0,12 мг КОН на 1 г сухого продукта [5].
В табл. 1 представлена выборка значений показателей качества поливинилформальэтилаля, полученного на лабораторной установке.
Таблица 1
Технические характеристики ПВФЭ, полученные экспериментально
|
Номер синтеза |
Массовая доля ацетальных групп, % |
Кислотное число, мг КОН на 1 г сухого продукта, k |
|
|
Формальные, m1 |
Этилальные, m2 |
||
|
1 |
18,9 |
23,9 |
0,04 |
|
2 |
17,6 |
24,3 |
0 |
|
3 |
18,8 |
23,2 |
0,36 |
|
4 |
19,6 |
24,1 |
0 |
|
5 |
19,0 |
24,1 |
0,08 |
|
6 |
18,6 |
25,1 |
0 |
|
7 |
22,8 |
21,3 |
0 |
|
8 |
18,8 |
24,4 |
0,17 |
|
9 |
20,2 |
20,6 |
0,06 |
|
10 |
19,9 |
23,4 |
0 |
|
11 |
21,0 |
22,8 |
0 |
|
12 |
19,9 |
21,95 |
0 |
|
13 |
16,2 |
26,2 |
0 |
|
14 |
21,7 |
22,0 |
0 |
|
15 |
20,1 |
22,7 |
0 |
|
16 |
20,7 |
21,1 |
0 |
|
17 |
19,1 |
23,4 |
< = 0,03 |
|
18 |
18,6 |
23,6 |
< = 0,03 |
|
19 |
20,3 |
21,7 |
< = 0,03 |
|
20 |
17,7 |
20,3 |
< = 0,03 |
|
21 |
19,3 |
23,3 |
< = 0,03 |
|
22 |
20,5 |
21,3 |
< = 0,03 |
|
23 |
17,6 |
25,8 |
< = 0,03 |
|
24 |
19,4 |
24,7 |
< = 0,03 |
|
25 |
17,8 |
25,7 |
< = 0,03 |
|
26 |
18,7 |
20,8 |
< = 0,03 |
|
27 |
15,3 |
26,9 |
< = 0,03 |
|
28 |
18,1 |
24,9 |
< = 0,03 |
|
29 |
15,3 |
27,7 |
< = 0,03 |
|
30 |
18,9 |
20,6 |
< = 0,03 |
|
31 |
19,3 |
23,6 |
< = 0,03 |
|
32 |
19,2 |
23,8 |
< = 0,03 |
|
33 |
19,5 |
23,2 |
< = 0,03 |
|
34 |
17,6 |
20,6 |
< = 0,03 |
|
35 |
21,2 |
20,9 |
< = 0,03 |
|
36 |
17,4 |
25,4 |
< = 0,03 |
|
37 |
17,0 |
26,6 |
< = 0,03 |
|
38 |
18,9 |
24,6 |
< = 0,03 |
|
39 |
20,7 |
20,4 |
< = 0,03 |
|
40 |
21,7 |
20,5 |
0 |
|
41 |
21,8 |
20,3 |
0 |
|
42 |
21,1 |
22,2 |
< = 0,03 |
|
43 |
21,7 |
20,6 |
< = 0,03 |
|
44 |
21,0 |
21,8 |
0 |
Из экспериментальных данных, полученных на лабораторной установке, видно, что показатель m2 (массовая доля этилальных групп) выходит за допустимые границы, которые соответствуют поливинилформальэтилалю высшего сорта.
В качестве плана эксперимента использовалась полуреплика от полно-факторного эксперимента 28.
Перечень факторов, варьируемых в эксперименте:
х1 – температура первой стадии ацеталирования (70 °С – верхний уровень, 68 °С – нижний уровень);
х2 – время выдержки (3 ч 18 мин – верхний уровень, 2 ч 42 мин – нижний уровень при температуре, равной х1);
х3 = u1 – скорость снижения температуры после завершения первой стадии ацеталирования (17 °С/ч – верхний уровень, 13 °С/ч – нижний уровень);
х4 = u2 – скорость снижения температуры после завершения второй стадии ацеталирования (14 °С/ч – верхний уровень, 10 °С/ч – нижний уровень);
х5 – время выдержки (3 ч 18 мин – верхний уровень, 2 ч 42 мин – нижний уровень при температуре 4 °C);
х6 – расход формалина (3,1 кг/15 мин – верхний уровень, 3,1 кг/20 мин – нижний уровень);
х7 – расход ацетальдегида (6,6 кг/15 мин – верхний уровень, 6,6 кг/20 мин – нижний уровень);
х8 = u3 – скорость подъема температуры (5,6 °С/ч – верхний уровень, 5 °С/ч – нижний уровень).
Для установления связи между массовой долей этилальных групп m2 и факторами, варьируемыми в данном эксперименте, применялось линейное уравнение регрессии [6]:
 (1)
(1)
где  – кодированное значение факторов xj;
– кодированное значение факторов xj;
 – шаг; bj – коэффициент регрессии.
– шаг; bj – коэффициент регрессии.
Для каждой строки определялись соответствующие значения откликов (m2 опытное – массовая доля этилальных групп). План эксперимента с полученными результатами приведен в табл. 2.
Таблица 2
План эксперимента с результатами
|
Номер опыта |
z1 |
z2 |
z3 |
z4 |
z5 |
z6 |
z7 |
z8 |
m2 опытное, % |
m2 расчетное, % |
|
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
18,94 |
19,1190 |
|
2 |
1 |
1 |
1 |
–1 |
–1 |
1 |
–1 |
–1 |
19,60 |
19,3941 |
|
3 |
1 |
1 |
–1 |
1 |
–1 |
–1 |
1 |
–1 |
18,40 |
18,6939 |
|
4 |
1 |
1 |
–1 |
–1 |
1 |
–1 |
–1 |
1 |
19,24 |
19,3690 |
|
5 |
1 |
–1 |
1 |
1 |
–1 |
–1 |
–1 |
1 |
18,70 |
18,8936 |
|
6 |
1 |
–1 |
1 |
–1 |
1 |
–1 |
1 |
–1 |
18,80 |
18,7685 |
|
7 |
1 |
–1 |
–1 |
1 |
1 |
1 |
–1 |
–1 |
18,90 |
18,6183 |
|
8 |
1 |
–1 |
–1 |
–1 |
–1 |
1 |
1 |
1 |
19,30 |
19,3436 |
|
9 |
–1 |
1 |
1 |
1 |
–1 |
–1 |
–1 |
–1 |
18,90 |
19,0810 |
|
10 |
–1 |
1 |
1 |
–1 |
1 |
–1 |
1 |
1 |
19,80 |
19,5811 |
|
11 |
–1 |
1 |
–1 |
1 |
1 |
1 |
–1 |
1 |
19,50 |
19,4309 |
|
12 |
–1 |
1 |
–1 |
–1 |
–1 |
1 |
1 |
–1 |
19,40 |
19,5310 |
|
13 |
–1 |
–1 |
1 |
1 |
1 |
1 |
1 |
–1 |
19,00 |
18,8304 |
|
14 |
–1 |
–1 |
1 |
–1 |
–1 |
1 |
–1 |
1 |
19,50 |
19,7307 |
|
15 |
–1 |
–1 |
–1 |
1 |
–1 |
–1 |
1 |
1 |
19,30 |
19,0305 |
|
16 |
–1 |
–1 |
–1 |
–1 |
1 |
–1 |
–1 |
–1 |
18,80 |
19,0804 |
В результате обработки экспериментальных данных [7] были получены искомые коэффициенты для уравнения (2).
Коэффициенты регрессии:
b0 = 19,156; b1 = –0,131; b2 = 0,119;
b3 = 0,019; b4 = –0,194; b5 = –0,056;
b6 = 0,094; b7 = –0,044; b8 = 0,156.
Тогда полученное уравнение регрессии (1) примет вид:
 (2)
(2)
Для оценки дисперсии воспризводимости  первый опыт был проведен пять раз.
первый опыт был проведен пять раз.
|
Номер опытов, n |
1 |
2 |
3 |
4 |
5 |
|
Результат, m2 |
18,9 |
18,8 |
19,0 |
18,9 |
19,1 |
Найдено среднее значение результатов всех опытов m2ср и получены дисперсия воспроизводимости опытов и среднеквадратическое отклонение воспроизводимости опытов Sm2:
 (3)
(3)
 (4)
(4)
где n – объем выборки, n = 5.
Проведена проверка значимости параметров.
Коэффициент регрессии bj является значимым, если выполняется условие значимости 
У всех коэффициентов ошибка Sb одинаковая, поскольку план эксперимента является ортогональным.
 (5)
(5)
где N – общее количество опытов.
Доверительный интервал ошибки коэффициента регрессии Sb·t, где t – критерий Стьюдента [3], равный:
t(α; f) = 2,78,
где α = 0,05 – уровень значимости; f = m – 1 – число степеней свободы для Sm2.
Тогда доверительный интервал ошибки коэффициента регрессии равен:
Sb·t = 0,028·2,78 = 0,079. (6)
В соответствии с условием значимости значимыми коэффициентами регрессии оказались:
b0 = 19,156; b1 = –0,131; b2 = 0,119; b4 = –0,194; b6 = 0,094; b8 = 0,156.
Значимые коэффициенты относятся к факторам, значимо влияющим на показатель качества m2. К таким факторам относятся x1, x2, x4, x6 и x8. Именно эти факторы необходимо найти и стабилизировать при промышленной реализации процесса.
Проверка адекватности уравнения регрессии осуществлялась по критерию Фишера F. Для того чтобы при заданном уровне значимости α = 0,05 проверить нулевую гипотезу H0 о принадлежности двух выборок одной генеральной совокупности, необходимо вычислить наблюдаемое значение критерия.
Адекватность полученного уравнения регрессии определялась остаточной дисперсией:
 (7)
(7)
где l – количество значимых коэффициентов.
Уравнение регрессии адекватно, если  и
и  относятся к одной генеральной совокупности, что оценивается по дисперсионному отношению:
относятся к одной генеральной совокупности, что оценивается по дисперсионному отношению:
 (8)
(8)
По таблице квантелей распределения Фишера [3] для заданного уровня значимости α и чисел степеней свободы f1 для  , f2 для
, f2 для  , найдена критическая точка Fk(α, f1, f2).
, найдена критическая точка Fk(α, f1, f2).
Критическое значение критерия Фишера:
Fk (0,05;10;4) = 5,96. (9)
Сравнив (8) и (9), выяснено, что F < Fk, поэтому уравнение регрессии адекватно.
В итоге установлено, что на получение высокосортного поливинилформальэтилаля оказывают влияние следующие факторы: температура первой стадии ацеталирования; время выдержки при температуре первой стадии ацеталирования; скорость снижения температуры после завершения второй стадии ацеталирования; расход формалина и скорость подъема температуры в конце процесса ацеталирования поливинилового спирта. Поэтому именно этими параметрами необходимо управлять при автоматизации процесса получения поливинилформальэтилаля высшего сорта.
Рецензенты:
Добротин С.А., д.т.н., профессор, директор ООО «НТЦ «Безопасность», г. Дзержинск;
Сажин С.Г., д.т.н., профессор, генеральный директор ООО «НТЦ «АСТ», г. Дзержинск.
Работа поступила в редакцию 07.11.2012.
Библиографическая ссылка
Рябкова Т.А., Луконин В.П., Мончарж Э.М. ИДЕНТИФИКАЦИЯ ЗНАЧИМЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ДЛЯ ПОЛУЧЕНИЯ ПОЛИВИНИЛФОРМАЛЬЭТИЛАЛЯ ВЫСШЕГО СОРТА // Фундаментальные исследования. 2012. № 11-4. С. 947-951;URL: https://fundamental-research.ru/ru/article/view?id=30689 (дата обращения: 05.07.2026).