



Механические передачи с промежуточными телами качения находят применение в редукторах приводов во многих областях техники. Большинство примеров их использования [1-3] связано с силовыми приводами, в которых они должны в минимальных объёмах передать максимальные мощности и иметь высокую ремонтопригодность. Учитывая качество тел качения (твердость и шероховатость) и их низкую стоимость, для выполнения требуемых условий необходимо обеспечить соответствующее качество рабочих поверхностей, сопряжённых с телами качения деталей передач. Поэтому при разработках и исследованиях редукторов, в которых используются данные передачи, всегда актуальной является задача по технологии обработки профилей на деталях, сопряжённых с телами качения.
Одной из разновидностей передач с промежуточными телами качения является волновая передача (ВППТК), представленная на рис. 1. Передача состоит из эксцентрика (генератор волн) 1, жёсткого колеса с зубчатым венцом 2, обоймы с радиальными пазами 3 и шариков 4.
В этой передаче наибольшие сложности возникают при нарезании зубчатого венца жёсткого колеса. Известные на сегодняшний день способы обработки зубчатого венца, а именно: нарезание зубчатого венца твердосплавным инструментом на обрабатывающем центре с программным управлением [4] и проволочная вырезка на электроэрозионном станке, имеют следующие общие недостатки:
высокая стоимость оборудования;
большая трудоёмкость (до 10 ч на один венец при обработке на электроэрозионном станке [5]).
Использование ВППТК в редукторах приводов систем космических аппаратов (КА) дополнительно ужесточает требования к качеству рабочих поверхностей зубчатого венца жёсткого колеса. Изменения физико-химических свойств рабочей поверхности профилей, которые происходят при электроэрозионной обработке, приводят к повышению интенсивности износа в зацеплении, что недопустимо для прецизионных редукторов с длительным ресурсом, применяемых на КА. Величина износа влияет на параметры редуктора, которые определяют его работоспособность, это: мёртвый ход, точность перемещений и динамические качества.
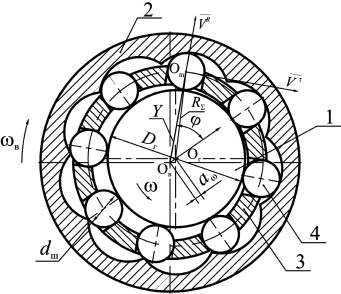
Рис. 1. ВППТК: 1 ‒ эксцентрик (генератор волн); 2 ‒ жёсткое колесо; 3 ‒ обойма; 4 ‒ шарики; Dг, ‒ диаметр генератора; dш ‒ диаметр шарика, aω ‒ эксцентриситет генератора; Y ‒ расстояние от центра венца Ов до центра шарика Ош; φ ‒ текущий угол поворота генератора; R∑ ‒ приведённый радиус генератора; ω ‒ скорость вращения генератора; ωв ‒ скорость вращения жёсткого колеса; VR ‒ радиальная скорость центра шарика; Vτ ‒ тангенциальная скорость центра шарика
Растущие потребности в редукторах приводов нового поколения КА с высокими требованиями к их параметрам и ресурсом 10 лет и более ставят задачу создания технологического оборудования для нарезания зубчатого венца жёсткого колеса ВППТК с экономически оправданной стоимостью и требуемым качеством.
Для решения этой задачи был предложен способ нарезания зубчатого венца жёсткого колеса [6]. Основной идеей способа является то, что заготовка колеса с требуемой твёрдостью проходит весь цикл нарезания зубчатого венца на одном оборудовании без её переустановки. Предлагается данный процесс проводить за две операции. 1-я ‒ черновая, проводится фрезерованием твёрдосплавными фрезами, 2-я ‒ чистовая ‒ шлифованием. Это позволит основной съём металла вести производительным путём и оставлять минимальные припуски под шлифование (до 2...3 мкм), что повысит стойкость шлифовальных кругов.
Для пояснения способа нарезания зубчатого венца приведём принцип работы передачи и её геометрические зависимости.
Вращение генератора со скоростью ω вызывает радиальные перемещения шариков в пазах обоймы, при этом скорость центров шариков относительно зубчатого венца имеет две составляющие: радиальную VR и тангенциальную Vτ. Шарики, контактируя с поверхностями зубьев жесткого колеса, вызывают вращение выходного звена с редуцированной скоростью ωв. Выходным звеном может быть обойма с шариками или жесткое колесо при фиксации любого из них относительно корпуса.
Основные геометрические параметры ВППТК R∑ и Y определяются следующими выражениями [7]:

На рис. 2 показаны перемещения инструмента и заготовки, которые должны обеспечить станочное зацепление, при этом инструмент выполняет функцию промежуточного тела качения.
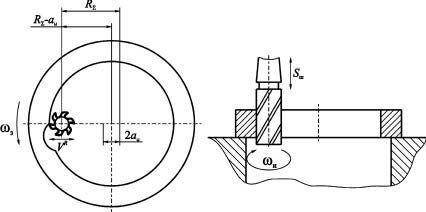
Рис. 2. Схема нарезания зубчатого венца жёсткого колеса методом обкатки:
ωз ‒ скорость вращения заготовки; R∑ ‒ приведённый радиус генератора;
aω ‒эксцентриситет генератора; Sш ‒ осевое перемещение шпинделя; ωи ‒ скорость вращения инструмента; VR ‒ радиальная скорость центра шарика
Для реализации станочного зацепления необходимо обеспечить вращение заготовки со скоростью ωз, при этом за поворот заготовки на угол, равный 2π/Z (Z ‒ количество зубьев), инструмент или заготовка должны совершить относительное возвратно-поступательное перемещение на величину 2aω со скоростью VR, определяемой по формуле
где aω ‒ эксцентриситет; φ ‒ текущий угол поворота генератора; R∑ ‒ приведённый радиус генератора, определяемый по формуле (1); Y ‒ расстояние от центра венца до центра шарика, определяемое по формуле (2); ω ‒ скорость вращения генератора.
Скорость резания задается угловой скоростью инструмента ωи. Осевое перемещение Sш шпинделя необходимо для регулировки инструмента на высоту заготовки и его вывода из неё.
Согласования перемещений заготовки и шпинделя можно достичь несколькими путями, например, с помощью цепи обкатки. Более прогрессивным, на наш взгляд, будет применение числового программного управления (ЧПУ) приводами станка. Это обеспечит работу в автоматическом цикле и позволит встраивать оборудование в автоматические линии [8]. В дальнейшем это даст возможность внедрить оборудование с ЧПУ в САПР ВППТК, поэтому остановимся на данном варианте.
Для реализации данного способа нарезания зубчатого венца жёсткого колеса была предложена схема станка (рис. 3) [9]. Станок имеет станину 2, поворотный стол 1 с приспособлением для крепления заготовки 3, механизм регулировки положения рабочего стола 4 и фрезерный суппорт 5. Фрезерный суппорт, установленный в направляющих 6, состоит из шпинделя, с закреплённым в нём инструментом 7, и привода шпинделя 8. Для перемещения фрезерного суппорта по направляющим служит привод 9.
Обработку зубчатого венца ведут следующим образом: заготовка жесткого колеса ВППТК 10 закрепляется в приспособлении, при помощи механизма регулировки положения рабочего стола ось заготовки совмещается с осью вращения инструмента. Заготовка выставляется таким образом, чтобы зубчатый венец обрабатывался по всей высоте колеса. После этого фрезерный суппорт перемещают в радиальном направлении (относительно оси заготовки) на величину, равную RΣ ‒ aω. Затем включается движение резания (вращательное движение шпинделя с инструментом) и движение обката, состоящее из согласованного вращения поворотного стола с закреплённой в приспособлении заготовкой и радиального перемещения фрезерного суппорта.
После нарезания зубчатого венца концевой фрезой ее меняют на шлифовальный круг. Не снимая заготовки со стола, изменяют скорость вращения инструмента и повторяют цикл обработки.
Поскольку фрезерование и шлифование предполагается проводить на одном технологическом оборудовании, к шпиндельному узлу предъявляются следующие требования:
- высокий момент на выходном валу, для преодоления силы резания при фрезеровании;
- большой диапазон регулирования скоростей.
На сегодняшний день поиск мотор-шпинделя, удовлетворяющего вышеизложенным требованиям, выявил следующие проблемы:
- большинство из рассмотренных моторшпинделей обеспечивают необходимую частоту вращения инструмента, но не подходят по вращающему моменту на валу;
- шпиндели для высокоскоростного фрезерования, например, шпиндели средней серии Швейцарской фирмы IBAG, подходящие и по частоте вращения, и по моменту, потребляют большую мощность из сети (50 кВт и более), их использование экономически нерационально [10].
Предлагаются два варианта решения этих проблем. Первый ‒ найти готовый привод или заказать разработку привода, обеспечивающего требуемые характеристики. Второй ‒ использовать в шпиндельном узле два привода, каждый из которых поочередно используется для конкретной операции.
Примерная кинематическая схема станка с одним приводом приведена на рис. 4. Главное движение резания передаётся инструменту от моторшпинделя М1. Вертикальные перемещения инструмента вместе со шпинделем осуществляется вручную. Вращение заготовки производится приводом поворотного стола, состоящего из двигателя М3 и червячной пары. Возвратно-поступательное перемещение заготовки, равное 2aω в радиальном направлении, осуществляется ходовым винтом II со скоростью VR. Помимо ходового винта в состав привода входит двигатель М2, редуктор и электромагнитная муфта Мэ, которая отключает ходовой винт от привода при ручных перемещениях заготовки. Согласование движений подачи осуществляется программным управлением электроприводами М2 и М3.
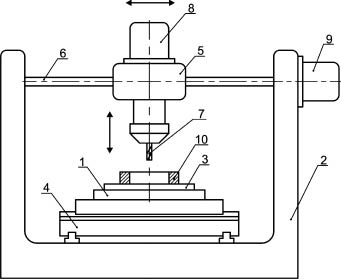
Рис. 3. Схема технологического оборудования для обработки зубчатых
венцов жёстких колёс методом обкатки:
1 ‒ поворотный стол; 2 ‒ станина; 3 ‒ приспособление для крепления заготовки;
4 ‒ механизм регулировки положения рабочего стола;
5 ‒ фрезерный суппорт; 6 ‒ направляющие; 7 ‒ инструмент; 8 ‒ привод шпинделя;
9 ‒ привод; 10 ‒ заготовка
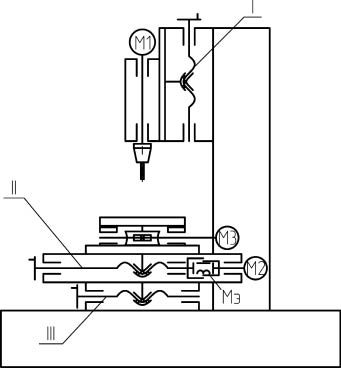
Рис. 4. Кинематическая схема станка с одним приводом вращения инструмента:
М1 ‒ моторшпиндель; М2, М3 ‒ электроприводы; Мф1, Мф2, Мэ ‒ муфты;
I,II, III ‒ ходовые винты
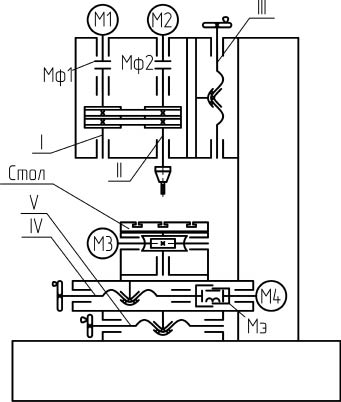
Рис. 5. Кинематическая схема станка с двумя приводами вращения инструмента:
М1,М2, М3, М4 ‒ электроприводы; Мф1, Мф2, Мэ ‒ муфты, I,II ‒ валы;
III, IV, V ‒ ходовые винты
Перемещения заготовки в горизонтальной плоскости при совмещении осей инструмента и заготовки осуществляются вручную: поперечное ‒ ходовым винтом III (условно повёрнут на 90°), продольное ‒ ходовым винтом II при отключенной муфте Мэ. Продольное перемещение заготовки на величину приведённого радиуса передачи RΣ также осуществляется ходовым винтом II при отключенной муфте Мэ.
Вариант кинематической схемы станка с двумя приводами вращения представлен на рис. 5. В данной кинематической схеме изменениям подвергся только шпиндельный узел, остальные движения реализованы, как и в предыдущем варианте.
Согласно кинематической схеме главное движение резания при черновой обработке осуществляется следующим образом: вал шпинделя II получает вращение от электропривода М1 посредством клиноремённой передачи, при этом муфта Мф1 включена и соединяет вал электропривода и вал I, а муфта Мф2 отключена, при шлифовании муфта Мф1 отключена, а муфта Мф2 включена и соединяет вал II и вал электропривода М2.
Выводы
1. Предложен новый способ нарезания зубчатых венцов жёстких колёс, состоящий в создании станочного зацепления между инструментом и заготовкой.
2. Предложена схема станка для обработки зубчатых венцов жёстких колёс.
3. Предложены пути построения кинематической цепи специального технологического оборудования, основанные на числовом программном управлении рабочими перемещениями инструмента и заготовки.
Список литературы
- Янгулов В.С. Волновые передачи с промежуточными телами (состояние, результаты и задачи) // Известия Томского политехнического университета. ‒ 2007. ‒ Т. 311, №2. ‒ С. 14-18.
- Беляев А.Е. Цилиндрические зубчато-роликовые передачи. ‒ Новоуральск: НГТИ, 2002. ‒ 196 с.
- Волновые редукторы с промежуточными телами качения [Электронный ресурс]. ‒ Режим доступа: http://www.nposibmach.ru/reductors.html.
- Паршин А.В. Способ изготовления деталей передающего узла дифференциального преобразователя скорости «редуктор ‒ подшипник» // Патент России № 2287417. 20.11.2006. Бюл. №32.
- Вырезка сложных деталей на электроэрозионных станках. [Электронный ресурс]. ‒ режим доступа: http://www.sodick.ru/publications/stati/virezka.html (дата обращения: 30.06.2010).
- Янгулов В.С., Москалюк И.А., Эдличко А.А. Способ нарезания зубчатого венца жесткого колеса волновой передачи с промежуточными телами качения// Патент России № 2359790. 26.06.2009. Бюл. №18.
- Янгулов В.С. Зубчатые передачи повышенной точности и долговечности. ‒ Томск: Изд-во ТПУ, 2008. ‒ 136 с.
- Калашников С.Н., Калашников А.С. Зубчатые колёса и их изготовление. ‒ М.: Машиностроение, 1983. ‒ 264 с.
- Янгулов В.С., Москалюк И.А., Эдличко А.А. Станок для нарезания зубчатого венца жёсткого колеса волновой передачи // Патент России 77194. 20.10.2008. Бюл. №29.
- IBAG моторшпиндели средних размеров для сверления, фрезерования и высокоскоростной обработки [Электронный ресурс]. ‒ Режим доступа: http://www.sergeev-hsc.de/40046.html (дата обращения: 30.06.2010).
Рецензенты:
Петрушин Сергей Иванович, д.т.н., профессор кафедры технологии машиностроения Юргинского технологического института ГОУ ВПО НИТПУ;
Громаков Анатолий Николаевич, к.т.н., доцент, член-кор. Академии проблем качества РФ, доцент кафедры точного приборостроения института неразрушающегося контроля ГОУ ВПО НИТПУ.
Библиографическая ссылка
Янгулов В.С, Дмитриев В.С, Москалюк И.А КОНЦЕПЦИЯ ОБОРУДОВАНИЯ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЁСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ КАЧЕНИЯ // Фундаментальные исследования. 2010. № 12. С. 165-171;URL: https://fundamental-research.ru/ru/article/view?id=17450 (дата обращения: 10.06.2026).