



Для современного машиностроения характерно изготовление широкой номенклатуры деталей пространственно-сложной формы. К таким деталям относятся пресс-формы, штампы, лопатки турбин и т.д. Основным методом получения данных деталей является фрезерование на станках с ЧПУ.
Технологический процесс изготовления деталей пространственно-сложной формы состоит из трех основных этапов. Первый этап – операция чернового фрезерования, в процессе которой производится снятие напуска и формируется ступенчатый припуск под чистовую обработку. Второй этап – операция чистового фрезерования. На данной операции снимается ступенчатый припуск и обеспечивается заданная точность (точность формы). Третий этап – доводочная операция. На доводочной операции достигается требуемая шероховатость поверхности.
С точки зрения достижения наибольшей производительности в условиях заданной точности наиболее важным является второй этап обработки детали, в ходе выполнения которого достигается требуемая точность, поскольку отклонения от заданных размеров и формы потребуют дальнейшей доработки на третьем этапе, что скажется на производительности операции.
Процесс чистовой обработки деталей пространственно-сложной формы, имеющих ступенчатый припуск, концевыми радиусными или сферическими фрезами связан с непрерывным изменением геометрических параметров зоны резания. К основным геометрическим параметрам зоны резания для данного вида обработки относятся толщина срезаемого слоя, положение и длина активной части режущей кромки (рис. 1).
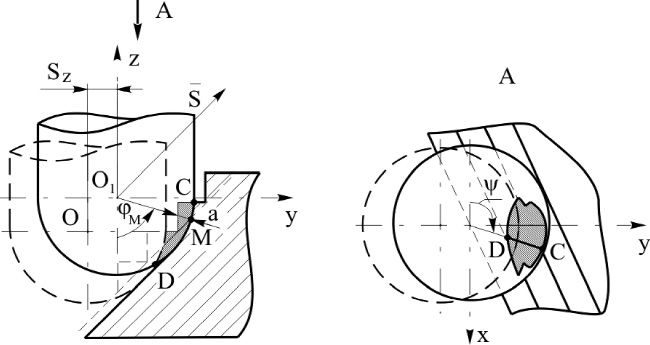
Рис. 1. Геометрические параметры зоны резания: а – толщина срезаемого слоя; ?м – угол профиля в рассматриваемой точке (М) режущей кромки; ? – угол контакта зуба фрезы и припуска; ![]() – вектор подачи; Sz – подача на зуб фрезы; DC – активная часть режущей кромки
– вектор подачи; Sz – подача на зуб фрезы; DC – активная часть режущей кромки
Непрерывное изменение геометрических параметров зоны резания связано с криволинейностью режущей кромки, трахоидальной траекторией ее движения, неравномерностью ступенчатого припуска и упругими перемещениями технологической системы. В свою очередь, изменение геометрических параметров зоны резания вызывает нестабильность силы резания, что оказывает влияние на точность и качество обрабатываемой поверхности. При этом доля погрешности обработки от упругих отжатий наиболее нежесткого элемента технологической системы – концевой фрезы может достигать 50 % [4, 5].
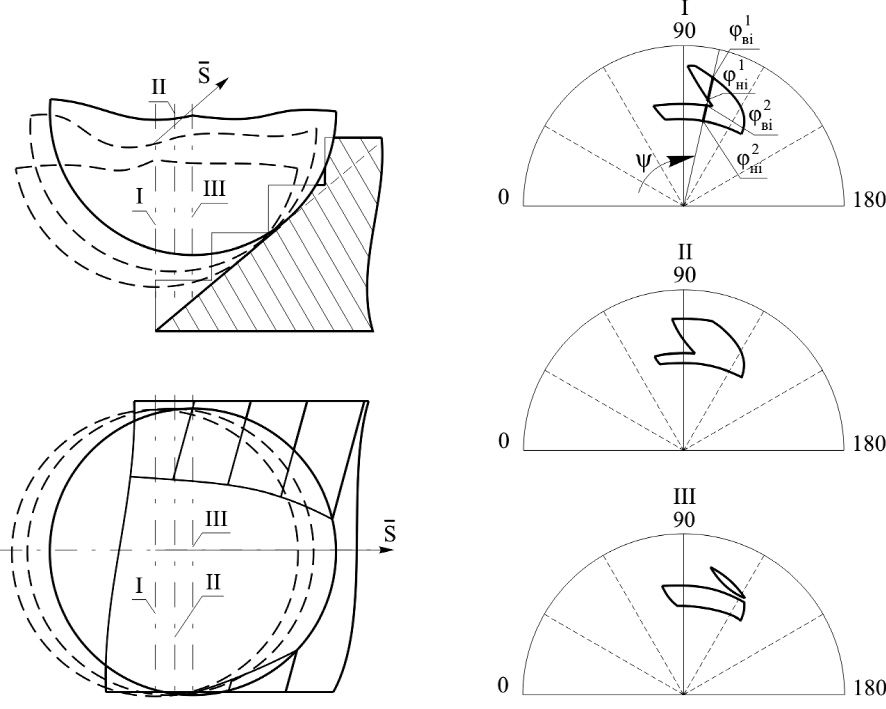
В работах автора статьи [1–3] была предложена методика и формулы для расчета геометрических параметров зоны резания при чистовом фрезеровании поверхности пространственно-сложной формы со ступенчатым припуском концевой радиусной фрезой. Данная методика позволяет определять переменную величину толщины срезаемого слоя в каждой точке криволинейной режущей кромки, положение и длину активной части режущей кромки, в каждый момент поворота зуба фрезы. Суть методики заключается в рассмотрении последовательных положений фрезы относительно ступенчатого припуска с шагом равным подаче на оборот инструмента и определения геометрических параметров для этих положений в каждый момент поворота зуба фрезы. На рис. 2 представлена схема последовательных положений фрезы относительно ступенек ступенчатого припуска и изменение «пятна контакта» инструмента со срезаемым припуском во время его рабочего хода. «Пятно контакта» определяет центральные углы ?вi и ?нi между осью вращения фрезы и крайними точками пересечения режущего лезвия с припуском. Из рисунка (рис. 2) видно значительное изменение положения и длины активной части режущей кромки в процессе обработки, связанное с изменением «пятна контакта». Изменение «пятна контакта» в процессе обработки обусловлено неравномерностью ступенчатого припуска, схемой фрезерования («вверх» или «вниз»), последующим расположением строки («слева» или «справа») при строчном фрезеровании.
Однако данные расчеты отражают геометрические параметры зоны резания при последовательных статических положениях фрезы относительно ступенек ступенчатого припуска и не учитывают влияние непрерывного изменения погрешности размера динамической настройки на текущие геометрические параметры зоны резания. Это допущение оказывает влияние на расчет составляющих силы резания и погрешности размера динамической настройки. В результате возникает неточность прогнозируемых значений ожидаемой погрешности обработки, что скажется на точности изготовленной детали и производительности спроектированной операции.
Определение погрешности расчетов на фактическую величину погрешности размера динамической настройки
С целью определения степени влияния погрешности расчетов геометрических параметров зоны резания при последовательных положениях режущего инструмента на фактическую величину погрешности размера динамической настройки были произведены расчеты по двум направлениям. Первое направление – расчет погрешности размера динамической настройки при последовательных положениях фрезы относительно ступенчатого припуска с шагом, равным подаче на оборот. Второе направление – расчет погрешности размера динамической настройки с учетом влияния отжимов фрезы при ее предыдущем положении на отжимы в текущем положении.
а б
Рис. 2. Схема последовательных положений фрезы относительно ступенчатого припуска: а – схема последовательных положений фрезы; б – «пятна контакта» при последовательных положениях фрезы и ступенчатого припуска
Расчет производился в следующей последовательности:
1. Для выбранных марки материала, геометрических параметров обрабатываемой поверхности и режимов резания рассчитывались геометрические параметры зоны резания при последовательных статических положениях режущего инструмента относительно ступенчатого припуска. Количество рассматриваемых положений фрезы выбиралось в зависимости от длины ступеньки припуска, а расстояние между рассматриваемыми положениями бралось равное подаче на оборот режущего инструмента. Полученные значения геометрических параметров зоны резания подставлялись в формулу расчета погрешности размера динамической настройки.
2. Для исходных данных, перечисленных выше, производился расчет геометрических параметров зоны резания с учетом влияния погрешности размера динамической настройки в предыдущем положении режущего инструмента. Для этого рассматривалось некое первоначальное положение инструмента, для которого рассчитывались геометрические параметры зоны резания и погрешность размера динамической настройки. Последующее положение режущего инструмента бралось на расстоянии, равном подаче на оборот фрезы, от текущего положения. Для последующего положения режущего инструмента производился расчет геометрических параметров зоны резания с учетом упругих перемещений фрезы, возникающем в предыдущем положении. Для полученных геометрических параметров зоны резания производился расчет нового значения погрешности размера динамической настройки. Таким образом, последовательные расчеты геометрических параметров зоны резания и погрешности размера динамической настройки учитывают текущие упругие перемещения режущего инструмента в процессе механической обработки.
а
б
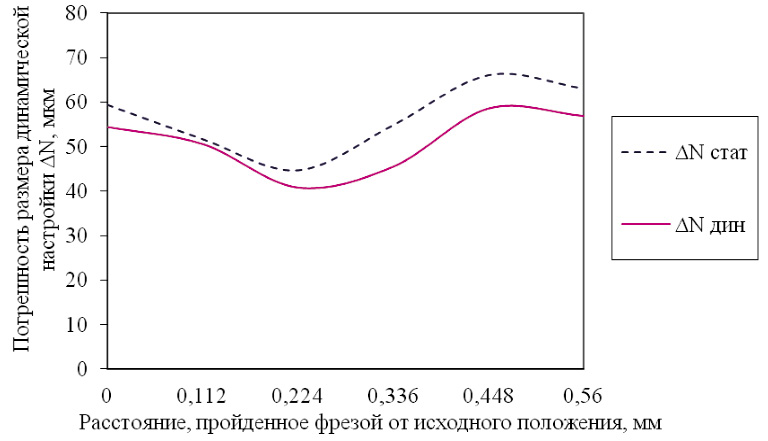
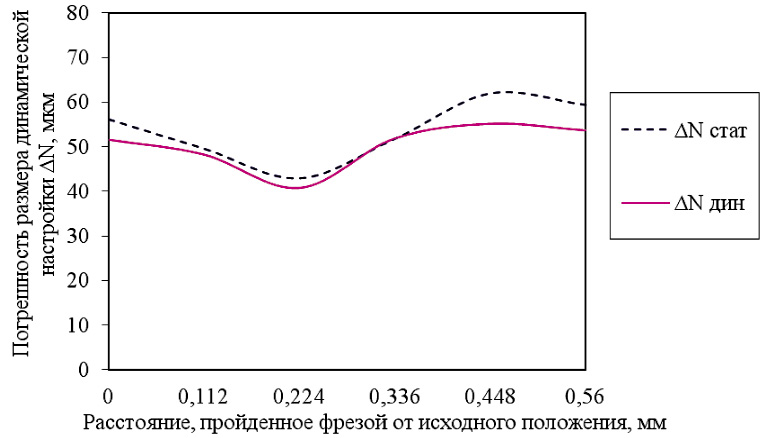
Рис. 3. Графики изменения погрешности размера динамической настройки при различных геометрических параметрах обрабатываемой поверхности: а – ? = 30°; ? = 30°; S = 0,1 мм/зуб; ?z = 2 мм; Sпер = 1,5 мм; б – ? = 30°; ? = –30°; S = 0,1 мм/зуб; ?z = 2 мм; Sпер = 1,5 мм
Расчеты производились для различных сочетаний параметров обработки. По результатам расчетов построены графики изменения погрешности размера динамической настройки без учета (?Nстат) и с учетом (?Nдин) влияния динамики изменения погрешности размера динамической настройки в процессе механической обработки. На рис. 3 представлен ряд графиков для следующих параметров обработки: угол наклона обрабатываемой поверхности в направлении подачи ?, угол поворота вертикальной плоскости, образующей ступенчатый припуск ?, величина подачи на зуб фрезы S, высота ступеньки ?z, схема фрезерования, расстояние между соседними строками Sпер.
Расчеты показали, в зависимости от сочетаний параметров обработки, перечисленных выше, величина возможной ошибки расчетов погрешности размера динамической настройки в процессе механической обработки пространственно-сложных поверхностей может изменяться как в большую, так и в меньшую сторону и при крайне неблагоприятных условиях достигать значения более 20 %, что в совокупности с другими допущениями, принимаемыми для расчета [1], оказывает значительное влияние на прогнозируемые значения ожидаемой погрешности обработки и основываемые на них выводы и рекомендации. Помимо этого обычные и уточненные расчеты позволяют определить «коридор», в границах которого будут находиться погрешности, связанные с упругими перемещениями режущего инструмента в процессе обработки детали. Данный «коридор» позволяет определять не только текущие значения погрешности, но и ее возможные колебания при заданных условиях обработки.
Библиографическая ссылка
Батуев В.В., Гузеев В.И. РАСЧЕТ ПОГРЕШНОСТИ РАЗМЕРА ДИНАМИЧЕСКОЙ НАСТРОЙКИ С УЧЕТОМ ДИНАМИКИ РЕЗАНИЯ // Фундаментальные исследования. – 2015. – № 12-5. – С. 877-881;URL: https://fundamental-research.ru/ru/article/view?id=39643 (дата обращения: 27.04.2024).