



Сложность решения проблемы обеспечения заданной долговечности трибосопряжения заключается в необходимости учета взаимозависимых параметров комплекса «технология – трибоузел – эксплуатация». Случайный характер изменения технологических и эксплуатационных факторов обуславливает сложность оценки параметров материала в процессе формирования, невозможность в большинстве случаев предусмотреть необходимые корректирующие воздействия для предупреждения их отклонений, а также учесть структурно-механические изменения в поверхностном слое материала в процессе технической эксплуатации [1].
Особенность проблемы в том, что важен не только факт достижения заданного уровня параметров материала, но и то, в каких пределах они могут изменяться, не нарушая несущей способности материала поверхностных слоев деталей сопряжения, как выбирать оптимальные интервалы их значений, чтобы обеспечить заданную долговечность восстановленных или упрочняемых деталей. Важной частью решения этой проблемы является разработка научно-практического аппарата, позволяющего проектировать технологию восстановления или упрочнения деталей, обеспечивающую заданную долговечность при приемлемой стоимости.
Настоящая методика применяется для типизации этапов формирования износостойких покрытий и обеспечивает определение взаимодействия между переменными, характеризующими технологический процесс, а также для выявления существенных параметров технологического процесса, которые должны регулироваться. Объектом системного проектирования является технологический процесс упрочнения поверхностей трения путем формирования металлокерамического покрытия, обеспечивающего заданную долговечность.
Проблему обеспечения заданной долговечности ответственных деталей, определяющих ресурс трибоузла или механизма в целом целесообразно решать на основе применения системного анализа [2, 3]. С позиции теории управления деталь (например, коленчатый вал дизеля) представляет собой в системе «технология – трибоузел – эксплуатация» объект исследования (рис. 1), в который входят следующие блоки: входные параметры; процессы, происходящие в трибосистеме, и выходные параметры. Входные параметры поделены на три категории – технологические, эксплуатационные и помехи. Такое разделение позволяет в явном виде выделить влияние технологических параметров на трущиеся элементы системы.
Функция системы, приведенной на рис. 1, состоит в преобразовании входных факторов в выходные параметры:

где Хm – технологические параметры; Хэ – эксплуатационные параметры; V – помехи; t – время эксплуатации; Y – выходные параметры; Z – потери.
Входные факторы:
1) технологические параметры: твердость материала основы детали, твердость материала покрытия детали, модуль упругости покрытия детали, параметры шероховатости сопряженных поверхностей, структура покрытия, начальный зазор в трибосопряжении;
2) эксплуатационные параметры: температура смазочного масла на входе и выходе в трибоузел, давление смазочного масла, динамическая вязкость смазочного масла, содержание механических примесей в смазочном масле, скорость скольжения поверхности трения, максимальная удельная нагрузка на поверхность трения;
3) помехи: царапины и риски на поверхностях трения, вибрация механизма (дизеля), деформация деталей трибоузла.
Выходные параметры:
1) частные: износостойкость (скорость изнашивания), коэффициент трения;
2) обобщенные: вероятность безотказной работы, интенсивность отказов, средний ресурс (срок службы), технико-экономические показатели (например, стоимость и ресурс восстановленной или упрочненной детали вала).
Износостойкость (выходной параметр) трибоузла определяет его ресурс и зависит от технологических и эксплуатационных параметров. Повысить износостойкость можно в первую очередь технологически – путем формирования металлокерамических покрытий на поверхности трения, она зависит от твердости материалов основы детали и покрытия, модуля упругости покрытия, величины упругого восстановления покрытий, параметров шероховатости сопряженных поверхностей, структуры и химического состава покрытия, коэффициента трения.
Во-вторых, износостойкость существенно зависит от количества механических примесей в смазке (особенно от окислов алюминия) и зазора в трибосопряжении, которые изменяются в процессе эксплуатации механизма и должны контролироваться.
Эксплуатационные параметры: температура смазочного масла на входе и выходе из трибоузла, давление и динамическая вязкость смазочного масла, скорость скольжения поверхности трения, а также максимальная удельная нагрузка на поверхность трения задаются в процессе проектирования механизма, поэтому их можно исключить из анализа.
Таким образом, величина износостойкости для конкретного механизма определяется зависимостью
Kи = f(Hп, Hо, Е, We, kт, ∆, П),
где Hп, Hо – величины твердости покрытия и основы; E – модуль упругости покрытия; We – величина упругого восстановления покрытия; kт – коэффициент трения; ∆ – величина зазора в сопряжении; П – количество примесей в смазке.
При постоянных внешних условиях трения механические и структурные характеристики покрытия играют решающую роль в резерве повышения износостойкости. Следовательно, наиболее перспективным объектом управления для обеспечения заданной долговечности трибосопряжения являются химический состав и структура износостойкого композиционного материала, которые в свою очередь во многом определяют физико-механические свойства покрытия наряду с параметрами режима его получения (технологией).
Для систематизации знаний и практического опыта для более эффективного управления процессом формирования технологических и эксплуатационных свойств трибосопряжения необходимо разработать методику проектирования технологии упрочнения поверхности трения формированием композиционного покрытия, включающую все этапы исследований, получения математических моделей, решения оптимизационных и технологических задач.
Технологическое обеспечение заданной долговечности трибосопряжения включает в себя принципы, положенные в основу разработки теоретических положений по системному проектированию технологии упрочнения конкретной детали, позволяющие формировать оптимальные параметры поверхностного слоя металла при приемлемой стоимости восстановления.
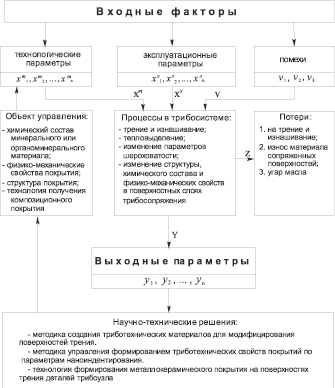
Рис. 1. Блок-схема системы «технология – трибоузел – эксплуатация»
Для обеспечения требуемой надежности узла трения представляется полезной разработка и реализация системного проектирования технологического процесса упрочнения поверхности трения, включающая следующие этапы: разработка критериальных параметров поверхностного слоя; выбор материалов и метода модифицирования; получение зависимостей триботехнических свойств пары трения от структурно-механических параметров поверхностного слоя шейки, необходимыми для управления процессом формирования покрытия; прогнозирование ожидаемого уровня долговечности; подконтрольные натурные испытания.
Для обоснованного выбора технологии упрочнения стальных деталей необходимо знание закономерностей изнашивания поверхностного слоя в трибосопряжении, что позволяет минимизировать толщину наносимого или упрочняемого при этом поверхностного слоя, снизить трудоемкость и себестоимость процесса. На эксплуатационные свойства сопряжения влияют как физико-механические свойства материала поверхностного слоя (твердость, модуль упругости, пределы прочности и выносливости и другие), так и геометрические показатели поверхности (размерная точность, отклонения формы, шероховатость и др.).
Выбор формируемых параметров материала поверхностного слоя деталей основан, как правило, на установлении целей, основных требований, управляющих воздействий, ограничений, критериев эффективности, поиске оптимума, выявлении закономерностей процессов технологического формирования свойств материала деталей, а также установлении закономерностей изменения этих свойств в процессе эксплуатации и параметров разрушения поверхностного слоя.
Долговечность детали с износостойким покрытием будет зависеть от структурно-энергетических параметров покрытия (технологии) и условий работы (эксплуатационных факторов, а также от характера и степени влияния технологии нанесения покрытия на деталь в целом. Правильный выбор технологических решений, учитывающий изменение структурно-энергетических параметров детали в процессе эксплуатации, позволяет обеспечить требуемый ресурс детали при минимизации материальных и трудовых затрат на ее упрочнение.
Блок-схема проектирования технологии упрочнения формированием металлокерамического покрытия приведена на рис. 2.
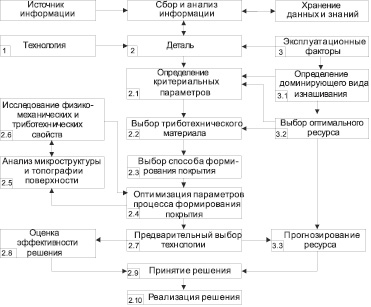
Рис. 2. Блок-схема проектирования ТП упрочнения поверхности трения формированием металлокерамического покрытия
Для проектирования оптимального технологического процесса, обеспечивающего требуемую долговечность деталей, необходимо выбрать или разработать критериальные параметры (блок 2.1).
Выбор номинальных значений критериальных параметров ТП осуществляется после определения особенностей изнашивания деталей трибоузла и доминирующего вида изнашивания (блок 3.1) и оптимального ресурса (блок 3.2). Физико-механические и триботехнические параметры поверхностного слоя детали выбирают так, чтобы обеспечить заданный ресурс, т.е. определяются граничные технические требования к детали, предъявляемые к ней исходя из условий эксплуатации. Минимальный ресурс обеспечивается физико-механическими и триботехническими параметрами поверхностного слоя детали, которые были заложены при проектировании ТП упрочнения в соответствии с техническими требованиями.
Наиболее важным этапом при проектировании технологии упрочнения является разработка новых износостойких триботехнических материалов с учетом всех процессов, наблюдаемых в трибосистеме (блок 2.2). Поиск оптимального химического состава триботехнических материалов для формирования износостойких покрытий на поверхностях трения деталей для решения задачи повышения их долговечности осуществлялся в соответствии с блок-схемой (рис. 3).
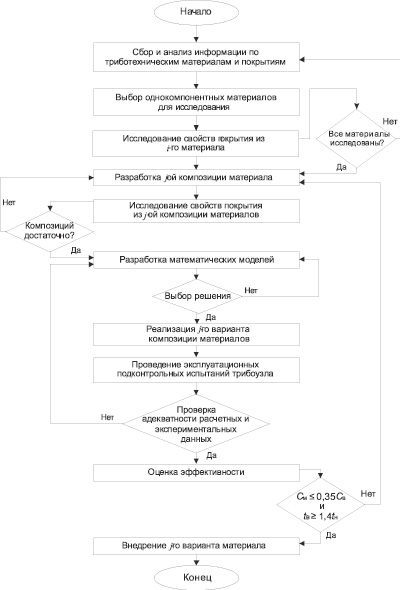
Рис. 3. Блок-схема поиска оптимального химического состава триботехнических материалов для формирования износостойких покрытий (См – стоимость триботехнического материала; Св – стоимость формирования покрытия; tв – ресурс детали с металлокерамическим покрытием; tн – ресурс новой детали)
Выбор способа формирования покрытий на поверхностях трения (блок 2.3) минеральными и органоминеральными материалами осуществляется в зависимости от конструктивных особенностей детали и условий ее эксплуатации. Наиболее широкое распространение получили следующие способы: фрикционный и ультразвуковой обработки [4, 5].
Оптимизация параметров формирования покрытий (блок 2.4) осуществляется на основании полученных моделей влияния параметров режима обработки на физико-механические и триботехнические свойства и структуру покрытий (блоки 2.5 и 2.6).
Оптимальным ресурсом упрочненных деталей (блок 3.2) следует считать ресурс до капитального ремонта механизма или двигателя, в который она входит.
Заключительным этапом анализа разработанного варианта ТП формирования покрытия является прогнозирование его ресурса (блок 3.3), а также расчет стоимости и определение экономической эффективности и целесообразности упрочнения детали (блок 2.8).
Для оценки целесообразности и эффективности формирования покрытий на деталях необходимы модели, позволяющие с достаточной вероятностью определить ресурс детали (блок 3.2). Кроме того, изменяя технологию, можно управлять долговечностью упрочняемой детали. Прогнозируемый ресурс деталей должен быть не менее заданного ресурса.
Упрочнение деталей считается целесообразным, если обеспечивается требуемая долговечность и экономия по сравнению с восстановлением или приобретением новой детали.
После проектирования технологии упрочнения на основании экономического анализа и расчета долговечности детали принимается окончательное решение – обеспечивает ли ТП все технические требования, предъявляемые к детали с учетом опыта предыдущей эксплуатации, и заданный ресурс. Кроме того, стоимость упрочняемой детали должна быть, как правило, в пределах 40–50 % от стоимости новой.
После принятия решения о целесообразности использования разработанного ТП изготавливается опытная партия деталей и проводится подконтрольная эксплуатация для оценки их ресурса..
Исследование выполнено при поддержке ДВФУ, проект №14-08-03-8_и.
Рецензенты:Надежкин А.В., д.т.н., профессор, заведующий учебно-научной испытательной лабораторией химмотологии научно-образовательного центра инновационного развития морского транспорта Научно-исследовательского института морского транспорта, МГУ им. адм. Г.И. Невельского, г. Владивосток;
Москаленко А.Д., д.т.н., профессор, президент Дальневосточного отделения Российской академии транспорта, г. Владивосток.
Работа поступила в редакцию 16.12.2014.
Библиографическая ссылка
Леонтьев Л.Б., Леонтьев А.Л., Макаров В.Н. СИСТЕМНЫЙ АНАЛИЗ ТЕХНОЛОГИИ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ТРЕНИЯ ДЕТАЛЕЙ // Фундаментальные исследования. – 2014. – № 12-4. – С. 729-734;URL: https://fundamental-research.ru/ru/article/view?id=36178 (дата обращения: 27.04.2024).