



Анодирование алюминия и его сплавов давно и успешно используется в промышленности благодаря уникальным функциональным характеристикам образующегося оксидного покрытия. С целью дальнейшего повышения служебных свойств и интенсификации процесса разрабатываются новые составы электролитов, применяют импульсные режимы, программное изменение тока и напряжения, более активные окислители и поверхностно-активные вещества, дополнительное физическое воздействие на реакционную зону [2, 3, 6]. В работе оценили воздействие озона, ультразвука (УЗВ) и вибрации анода на толщину и твердость анодной оксидной пленки, полученной на алюминиевом сплаве Д16.
Цель исследования
Определить индивидуальное и совместное влияние указанных факторов и положения электродов в ванне на толщину и твердость оксидной пленки, полученной на сплаве Д16 при анодировании в водном растворе серной кислоты.
Материалы и методы исследования
Анодирование осуществляли в 10 %-ном водном растворе серной кислоты в течение 30 минут при 10 °С, используя установку, схема которой приведена в работах [1, 6]. Использовали образцы алюминиевого сплава Д16 размерами 60х30х3 мм. Начальная плотность тока составляла 5 А/дм2, а затем она уменьшалась самопроизвольно. На заданную плотность тока выходили в течение 1 мин. Зазор между электродами указан в таблице. Частота вибрации анода составляла 100, 200 и 300 Гц, его перемещение осуществляли в вертикальной плоскости, а расположение электродов относительно друг друга было вертикальным или горизонтальным.
Осушенный и очищенный воздух пропускали через озонатор, получая 3 мг/л озона в смеси, скорость подачи которой в реакционную зону (барботаж) составляла 2 л/мин. Использовали ультразвуковую ванну УЗВ-13/150-МП-РЭЛТЕК с сочетанием частот 22 и 48 кГц.
Контроль О3 в газовой и жидкой среде осуществляли с помощью двух озонометров «Медозон – 524/5». Толщину оксидных покрытий определяли многофункциональным электромагнитным толщиномером «Константа К5».
Результаты исследования и их обсуждение
В таблице приведены некоторые результаты исследования. Их анализ позволяет уточнить механизм комплексного воздействия физических факторов на реакционную зону при анодировании алюминия и его сплавов.
Прежде всего, следует отметить, что толщина и твердость покрытия, полученного при анодировании сплава Д16 без барботажа электролита (образцы №№ 1–3), достигают максимальных значений по сравнению с другими технологиями. Этот интересный факт можно объяснить следующим образом.
При отсутствии в электролите (и в межэлектродном пространстве, в том числе) специально организованного потока пузырьков газа, частично экранирующих поверхность электродов, сопротивление электролита уменьшается и ток возрастает. В результате увеличения прошедшего количества электричества возрастает толщина покрытия, а при повышении плотности тока и, как следствие, теплового и «электрокристаллизационного» воздействия в большей степени формируются кристаллы γ-оксида алюминия, а не аморфная оксидная пленка [4]. Примеры зависимости тока от времени приведены на рисунке. Видно, что в интервале со 2-й по 15–16-ю минуты величина тока при анодировании без барботажа выше.
Работа поступила в редакцию 05.12.2014.
Параметры анодирования и свойства покрытий
|
№ образца |
Покрытие |
Параметры вибрации анода |
Технология анодирования |
|||
|
толщина, мкм |
твердость HRC |
|||||
|
расположение электродов |
частота |
зазор |
||||
|
1 |
46 |
74 |
горизонтальное |
100 |
2 |
без барботажа |
|
2 |
53 |
80 |
горизонтальное |
200 |
2 |
|
|
3 |
60 |
81 |
горизонтальное |
300 |
2 |
|
|
4 |
23 |
58 |
горизонтальное |
100 |
2 |
барботаж воздушной смесью |
|
5 |
25 |
60 |
горизонтальное |
100 |
3 |
|
|
6 |
28 |
61 |
горизонтальное |
200 |
3 |
|
|
7 |
29 |
62 |
горизонтальное |
300 |
3 |
|
|
8 |
22 |
58 |
вертикальное |
100 |
1 |
|
|
9 |
24 |
59 |
вертикальное |
200 |
1 |
|
|
10 |
27 |
62 |
вертикальное |
300 |
1 |
|
|
11 |
30 |
61 |
вертикальное |
100 |
1 |
барботаж озоно-воздушной смесью |
|
12 |
40 |
63 |
вертикальное |
100 |
2 |
|
|
13 |
39 |
64 |
вертикальное |
200 |
2 |
|
|
14 |
43 |
65 |
вертикальное |
300 |
2 |
|
|
15 |
27 |
60 |
горизонтальное |
100 |
3 |
|
|
16 |
37 |
62 |
горизонтальное |
200 |
2 |
|
|
17 |
39 |
63 |
горизонтальное |
300 |
3 |
|
|
18 |
38 |
65 |
горизонтальное |
100 |
3 |
барботаж воздушной смесью + УЗВ |
|
19 |
35 |
59 |
горизонтальное |
200 |
3 |
|
|
20 |
40 |
66 |
горизонтальное |
300 |
3 |
|
|
21 |
30 |
60 |
вертикальное |
100 |
3 |
|
|
22 |
29 |
63 |
вертикальное |
200 |
3 |
|
|
23 |
35 |
65 |
вертикальное |
300 |
3 |
|
|
24 |
32 |
67 |
вертикальное |
100 |
2 |
барботаж озоно-воздушной смесью + УЗВ |
|
25 |
34 |
67 |
вертикальное |
200 |
2 |
|
|
26 |
40 |
69 |
вертикальное |
300 |
2 |
|
|
27 |
26 |
64 |
горизонтальное |
100 |
3 |
|
|
28 |
35 |
65 |
горизонтальное |
200 |
3 |
|
|
29 |
37 |
65 |
горизонтальное |
300 |
3 |
|
При анодировании образцов №№ 1–3 наблюдаются небольших размеров пузыри, но их количество на порядок-два меньше, чем в других исследованных технологиях анодирования. Они представляют собой результат электролиза воды и кислоты: скорее всего, молекулярный водород.
Установлено, что введение озона в смесь с воздухом увеличивает конечную толщину оксида алюминия на 30–67 % (образцы №№ 11–17 по сравнению с №№ 4–10). Применение ультразвукового воздействия на электролит снижает интенсивность формирования оксидного покрытия в случае добавления озона в газовую смесь, и конечная толщина покрытия за 30 мин анодирования оказывается меньше приблизительно на 7 % (образцы №№ 24–29 по сравнению с №№ 11–17), а при использовании барботажа воздухом увеличивается на 75 % (сравните №№ 4–10 и №№ 18–23). Но в обоих случаях твердость покрытия увеличивается на 1–6 HRC в зависимости от расположения электродов и частоты вибрации анода.
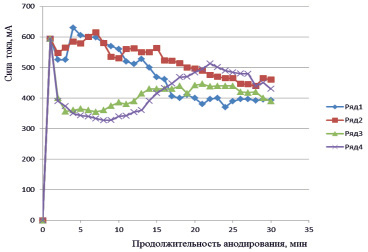
Изменение величины тока со временем при анодировании образцов №№ 1 (ряд 1), 3 (ряд 2), 5 (ряд 3) и 7 (ряд 4)
При использовании ультразвука температура и давление в кавитационном пузыре могут достигать 10000 К и 100 МПа, а при его схлопывании распространяется ударная волна [5]. В таких условиях алюмогель покрытия может не только уплотняться механически, но и переходить в кристаллическую фазу [1, 6], что приведет к увеличению микротвердости и, как следствие, износостойкости. Сочетание вибрации с ультразвуком ухудшает результат анодирования. Предположительно, происходит «расфокусировка» ультразвуковой волны, что снижает энергетическое воздействие кавитационных пузырьков на поверхность растущего оксида. Это может быть обусловлено изменением толщины и строения двойного электрического слоя на границе твердого тела с электролитом.
Анализ экспериментальных данных позволяет выбрать параметры вибрации анода, позволяющие получить лучшие по толщине и твердости покрытия. В частности, зазор между электродами должен составлять 2–3 мм (образцы №№ 4–5 и 11–12), частота вибрации – 300 Гц. В процессе анодирования с барботажем воздушной смесью (в том числе, и с воздействием ультразвука) предпочтительнее горизонтальное расположение электродов, а при использовании озоно-воздушной смеси – вертикальное. Дело в том, что газовые смеси продуваются снизу (со дна ванны) и катод при горизонтальном расположении экранирует реакционную зону. При этом доступ озона к аноду затрудняется, воздух же изначально растворен в электролите межэлектродного пространства и взаимодействует с алюминиевым сплавом.
Выводы
1. Применение вибрации анода в вертикальной плоскости без барботажа электролита дает максимальные значения толщины и твердости покрытия, полученного при анодировании сплава Д16, по сравнению с другими технологиями. Использование дополнительных воздействий на реакционную зону заметно ухудшает свойства оксидной пленки.
2. Установлено, что введение озона в воздушную смесь для барботажа электролита при анодировании алюминиевого сплава Д16 в 10 %-ном водном растворе серной кислоты увеличивает конечную толщину оксидного покрытия на 30–67 %, а одновременные ультразвуковое воздействие и продувка электролита озоно-воздушной смесью – только на 7 %. Однако твердость покрытия увеличивается на 2–5 HRC в зависимости от расположения электродов и частоты вибрации анода.
3. Ухудшение свойств (толщины и твердости) оксидного покрытия при совместном использовании вибрации и ультразвука происходит, предположительно, из-за «расфокусировки» ультразвуковой волны, что снижает энергетическое воздействие кавитационных пузырьков на поверхность растущего оксида. Это может быть обусловлено изменением толщины и строения двойного электрического слоя на границе твердого тела с электролитом.
Рецензенты:Овчинников В.П., д.т.н., профессор, главный научный сотрудник, Тюменский государственный архитектурно-строительный университет, г. Тюмень;
Тарасенко А.А., д.т.н., профессор, генеральный директор ТРО ООО «АИОР», г. Тюмень.
Библиографическая ссылка
Коленчин Н.Ф., Кусков В.Н., Щадрина П.Н. КОМПЛЕКСНОЕ ВОЗДЕЙСТВИЕ НА РЕАКЦИОННУЮ ЗОНУ ПРИ АНОДИРОВАНИИ АЛЮМИНИЕВОГО СПЛАВА Д16 // Фундаментальные исследования. 2014. № 12-1. С. 20-23;URL: https://fundamental-research.ru/ru/article/view?id=36064 (дата обращения: 24.07.2026).