



Энерго- и ресурсосбережение можно рассматривать в узком смысле как оптимизацию материальных и энергетических потоков существующих технологических процессов [3].
Ректификация является наиболее широко используемым процессом для разделения смесей органических продуктов на отдельные фракции, однако этот процесс обладает высокой энергоемкостью, и во многих случаях энергозатраты достигают 70 % от всех энергозатрат на производство в целом. На крупнотоннажных нефтеперерабатывающих производствах даже незначительное снижение энергопотребления обеспечивает существенный экономический эффект для производства в целом. Выбор оптимальной технологической схемы ректификации осложняется большим количеством вариантов организации технологического процесса. Уменьшение энергопотребления подсистем разделения требует комплексного подхода к совершенствованию рабочих параметров и структуры технологической схемы действующих установок. Снизить энергопотребление можно за счет уменьшения потерь тепла и приближения реального процесса к термодинамически обратимому. На практике это можно достичь путем организации рекуперативного теплообмена продуктовых и сырьевых потоков и использования схем ректификации с частично или полностью связанными тепловыми и материальными потоками [1], то есть тепловой и/или материальной интеграцией.
Разработка интегрированных схем и алгоритмов управления невозможна без использования математического моделирования. Моделирование эффективно как на стадии проектирования, так и в процессе эксплуатации установок фракционирования нефти и нефтепродуктов [4]. В результате модернизации может частично изменяться оборудование и обвязка установки фракционирования, в процессе эксплуатации меняется ряд параметров процесса: состав сырья, требования к качеству и количеству продуктов (переходы летний/зимний технологический), выходы продуктов и т.п.. При каждом изменении подобного рода необходимо неоднократно выполнять процедуру корректировки математической модели с целью оптимального управления установкой.
Цель работы состояла в решении задач оптимизации и оперативного управления с использованием математической модели установки фракционирования нефти с частичной интеграцией потоков. Схема установки представлена на рис. 1.
Нефть, предварительно нагретая в рекуперативных теплообменниках, подается на нижнюю тарелку колонны префракционирования К-1. Кубовый продукт К-1 после подогрева в печи поступает в основную колонну К-2, где разделяется на лёгкую и тяжёлую бензиновые фракции, дизельную фракцию и мазут. В основной колонне предусмотрены два промежуточных циркуляционных орошения, предназначенных для улучшения отбора ДФ и подача водяного пара под нижнюю тарелку для улучшения отпарки светлых нефтепродуктов. Технологическая схема предусматривает частичную рекуперацию тепла дизельной и мазутной фракций за счет подогрева нефти и объединения паров с верха обеих колонн, которые поступают в общий конденсатор, после чего делятся на БФ и потоки орошения для обеих колонн. Продуктовые потоки ДТ и мазута после рекуперативного теплообмена направляются в парк хранения.
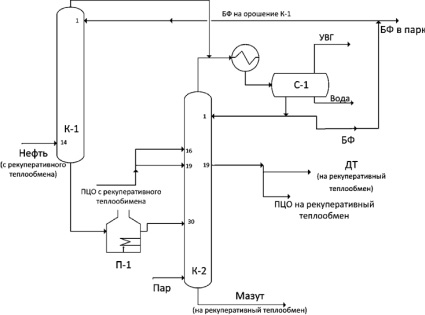
Рис. 1. Технологическая схема установки фракционирования нефти
Авторами была разработана математическая модель установки в среде AspenHysys, выбран список параметров регулирования и оптимизации и определены диапазоны их значений (табл. 1).
Таблица 1
Управляющие параметры и допустимые интервалы их варьирования
|
№ п/п |
Технологический параметр |
Интервал варьирования |
Шаг |
|
1 |
Давление верха К-2, кПа |
65–75 |
5 |
|
2 |
Температура тарелки отбора печного топлива (20-я тарелка), °С |
220–210 |
5 |
|
3 |
Расход верхнего орошения К-2, м3/ч |
23–25,5 |
– |
|
4 |
Температура возврата ПЦО К-2, °С |
140–170 |
5 |
|
5 |
Суммарный расход обоих ПЦО К-2, м3/ч |
– |
|
|
6 |
Расход водяного пара в К-2 на выход мазута, % масс. |
2–5 |
1 |
Целью параметрической оптимизации был максимальный отбор светлых дистиллятов при устойчивой работе установки и ограничениях на суммарное потребление энергии. Дополнительно были сформулированы требования к качеству продукции:
● конец кипения смеси тяжелой и легкой бензиновых фракций не должен превышать 160 °С;
● дизельные фракции по физико-химическим показателям должны соответствовать требованиям [2], указанным в табл. 2.
Таблица 2
Физико-химические показатели дизельных фракций
|
Наименование показателя |
Норма для марки |
|
|
Л |
З |
|
|
1. Фракционный состав: |
||
|
50 % перегоняется при температуре, °С, не выше |
280 |
280 |
|
95 % перегоняется при температуре, °С, не выше |
360 |
360 |
|
2. Температура застывания, °С, не выше |
–10 |
–35 |
|
3. Температура помутнения, °С, не выше |
–5 |
–25 |
|
4. Температура вспышки, определяемая в закрытом тигле, °С, не ниже |
40 |
40 |
|
5. Плотность при 20 °С, кг/м3, не более |
860 |
840 |
Параметрическая оптимизация и управление требуют оценки влияния технологических параметров на эксплуатационные свойства продуктовых потоков.
На разработанной математической модели исследовано влияние выбранного ранее ряда технологических параметров процесса на качество получаемой продукции. Для оценки степени влияния технологических параметров на параметры качества продуктов выполнен расчёт коэффициента чувствительности (КЧ) по следующей формуле [5]:

где  – коэффициент чувствительности параметра E к параметру x; ∆x – абсолютное изменение технологического параметра x относительно его базового значения; ∆E – абсолютное изменение параметра качества продукции E (относительно его базового значения), вызванное изменением параметра x.
– коэффициент чувствительности параметра E к параметру x; ∆x – абсолютное изменение технологического параметра x относительно его базового значения; ∆E – абсолютное изменение параметра качества продукции E (относительно его базового значения), вызванное изменением параметра x.
Для сравнения разнородных коэффициентов чувствительности использована нормировка:

где  – нормированный коэффициент чувствительности параметра E к параметру x; x – базовое значение технологического параметра x (до отклонения); E – базовое значение параметра качества продукции E, соответствующее значению параметра x (до отклонения).
– нормированный коэффициент чувствительности параметра E к параметру x; x – базовое значение технологического параметра x (до отклонения); E – базовое значение параметра качества продукции E, соответствующее значению параметра x (до отклонения).
Результаты расчётов параметрической чувствительности фракционного состава ДФ представлены в табл. 3–5.
Таблица 3
Параметрическая чувствительность температуры конца кипения дизельной фракции к возмущениям давления верха колонны К2
|
Давление верха колонны К2, кПа |
КК (ДТ), °С |
Ненормированный КЧ |
Нормированный КЧ |
|
70 (базовое значение) |
318,6 |
– |
– |
|
65 |
319,2 |
–0,12 |
–0,03 |
|
75 |
318,0 |
–0,12 |
–0,03 |
Параметрическая чувствительность фракционного состава и температурного профиля колонны К-2 к возмущениям температуры промежуточного циркуляционного орошения (ПЦО) представлена на рис. 2, 3.
Анализ влияния расхода пара на качество дизельной фракции приведен в табл. 6.
Из рис. 2 видно, что чувствительность температуры конца кипения дизельной фракции к возмущениям температуры возврата ПЦО значительно возрастает при температуре возврата ниже 145 °С.
Рис. 3 иллюстрирует закономерное понижение температурного профиля К-2 при охлаждении ПЦО.
Таблица 4
Параметрическая чувствительность фракционного состава к возмущениям температуры на тарелке отбора ДФ (летний технологический режим)
|
Фракционный состав ДТ |
Температура тарелки отбора ДТ t20 (20 тарелка), °С |
КЧ при Δt20: |
|||||
|
220 (базовое значение) |
215 |
210 |
Δt20 = –5° |
Δt20 = –10° |
|||
|
Ненормированный |
Нормированный |
Ненормированный |
Нормированный |
||||
|
Тн.к, °С |
177,2 |
176,8 |
175,1 |
0,08 |
0,10 |
0,21 |
0,26 |
|
Т 10 %, °С |
217,9 |
212,1 |
207,6 |
1,16 |
1,17 |
1,03 |
1,04 |
|
Т 50 %, °С |
262,8 |
257,0 |
250,3 |
1,16 |
0,97 |
1,25 |
1,05 |
|
Т 90 %, °С |
332,2 |
327,7 |
321,8 |
0,9 |
0,60 |
1,04 |
0,69 |
|
Т 95 %, °С |
347,2 |
343,6 |
339,1 |
0,72 |
0,46 |
0,81 |
0,51 |
Таблица 5
Параметрическая чувствительность фракционного состава ДФ к возмущениям расхода верхнего орошения колонны К2
|
Фракционный состав ДТ |
Расход орошения в К2, м3/час |
Коэффициент чувствительности |
||
|
23 (базовое значение) |
25,5 |
Ненормированный |
Нормированный |
|
|
Тн.к, °С |
169,4 |
164,7 |
–1,88 |
-0,26 |
|
Т 10 %, °С |
198,1 |
198,7 |
0,24 |
0,21 |
|
Т 50 %, °С |
239,7 |
240,2 |
0,2 |
0,17 |
|
Т 90 %, °С |
314 |
313,9 |
–0,04 |
-0,03 |
|
Т 95 %, °С |
332,6 |
332,2 |
–0,16 |
-0,15 |
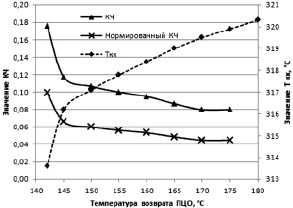
Рис. 2. Зависимость температуры конца кипения ДФ (Ткк) от температуры возврата ПЦО. Параметрическая чувствительность Ткк к температуре возврата ПЦО
При повышении расхода пара с 2 до 5 % масс. на мазут расход дизельной фракции меняется незначительно (менее чем на 0,01 %). Влияние расхода пара на состав (табл. 6) также невелико.
По результатам проведенного исследования выявлены оптимальные наборы управляющих и зависимых технологических параметров (спецификаций) для исследуемой установки фракционирования, которые приведены в табл. 7.
Проведенное исследование позволило оценить параметрическую чувствительность показателей качества отбираемых дистиллятов к возмущениям технологических параметров работы установки фракционирования нефти. По результатам анализа можно сделать следующие выводы:
● чувствительность качества ДФ к температуре и давлению верха основной колонны несущественна;
● фракционный состав ДФ показал высокую чувствительность к расходу острого орошения и температуре на тарелке отбора.
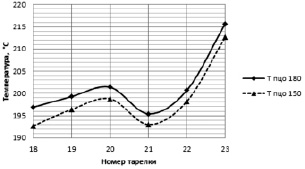
Рис. 3. Температурные профили колонны К2 в зависимости от температуры ПЦО при отборе с 23 тарелки и подаче на 18 и 23
Таблица 6
Влияние расхода пара в куб К-2 на фракционный состав ДФ
|
Расход пара, % масс. на мазут |
Т отгона 50 % об. по D86, °С |
Нормированный КЧ |
Т отгона 95 % об. по D86, °С |
Нормированный КЧ |
|
2 (базовое значение) |
252 |
– |
352 |
– |
|
3 |
254 |
0,02 |
349 |
–0,02 |
|
4 |
255 |
0,01 |
348 |
–0,02 |
|
5 |
256 |
0,01 |
347 |
–0,01 |
Таблица 7
Примеры наборов спецификаций модели УПН-250 (летний технологический режим, расход сырья 30,39 т/ч)
|
Набор спецификаций |
Колонна К1 |
Колонна К2 |
||
|
Специфицируемая величина |
Переменная величина |
Специфицируемая величина |
Переменная величина |
|
|
1 |
Температура верха, 106 °С |
Нагрузка на конденсатор |
Флегмовое число (об. жидк.), 1,7 |
Нагрузка на конденсатор |
|
Температура верха, 115 °С |
Нагрузка на холодильник ПЦО (с 19 тарелки на 16) |
|||
|
Давление верха К2 = 72 кПа |
||||
|
2 |
Температура верха, 106 °С |
Нагрузка на конденсатор |
Флегмовое число (об. жидк.), 1,7 |
Нагрузка на конденсатор |
|
Температура верха, 115 °С |
Нагрузка на холодильник ПЦО (с 19 тарелки на 16) |
|||
|
Эффективность всех тарелок равно 0,8 |
||||
|
Давление верха К2 = 72 кПа |
||||
|
3 |
Температура верха, 106 °С |
Нагрузка на конденсатор |
Температура под 19 тарелкой, 210 °С |
Нагрузка на конденсатор |
|
Расход ЛБФ из К2, 9000 кг/час |
Расход орошения (ЛБФ из К1) на 6 тарелку К2 |
|||
|
Эффективность всех тарелок: 0,8 (для всех вариантов) |
||||
Установленные закономерности позволяют выбрать области параметров, обеспечивающие устойчивую работу установки и эффективно управлять качеством продукта в реальном времени.
Полученные результаты могут использоваться для параметрической оптимизации и улучшения качества продуктов установки переработки нефти.
Работа выполнена в рамках государственного задания «Наука» по теме 3.2702.2011.
Рецензенты:
Иванчина Э.Д., д.т.н., профессор кафедры ХТТиХК, ФГБОУ ВПО «Национальный исследовательский Томский политехнический университет», г. Томск;
Короткова Е.И., д.х.н., профессор кафедры физической и аналитической химии, заместитель директора по научной работе и инновационному развитию Института природных ресурсов, ФГБОУ ВПО «Национальный исследовательский Томский политехнический университет», г. Томск.
Работа поступила в редакцию 01.07.2013.Библиографическая ссылка
Самборская М.А., Вольф А.В., Грязнова И.А., Вдовушкина Н.С. ПАРАМЕТРИЧЕСКАЯ ОПТИМИЗАЦИЯ ИНТЕГРИРОВАННЫХ СХЕМ ФРАКЦИОНИРОВАНИЯ НЕФТИ // Фундаментальные исследования. 2013. № 8-3. С. 714-719;URL: https://fundamental-research.ru/ru/article/view?id=31988 (дата обращения: 14.07.2026).