



Удельный объем твердых сплавов в общем объеме инструментальных материалов, применяемых в современном металлообрабатывающем производстве, составляет [1] от 60 % для фрезерного инструмента до 80 % для токарного. При этом, наиболее часто используются одно- и двухкарбидные твердые сплавы, рассматриваемые в данной работе.
Однокарбидные сплавы группы ВК содержат 80...98 % WC в качестве режущего материала. Увеличение объемного содержания связки (Co) в диапазоне от 3 % (ВК3, ВК3М) до 10 % (ВК10) повышает предел прочности (в 1,5 раза), коэффициент теплопроводности (до 69,3 %) и коэффициент термического расширения (рис. 1) [2]. Одновременно наблюдается снижение твердости до 4,6 % [3].
Допускаемая сплавами ВК критическая температура лежит в пределах 800–850 °С. Данные сплавы применяются в операциях при черновом точении, фрезеровании цветных металлов и их сплавов, неметаллических материалов, а также используются в условиях обработки при сравнительно низких температурах резания и переменной нагрузке. При увеличении размеров зерен карбидов, по сравнению с обычными (3–5 мкм), увеличивается относительная толщина прослойки кобальтовой фазы, а как следствие, увеличивается прочность сплава. При уменьшении же размеров зерен твердость и износостойкость повышается на 2,9–20 %. Стоит отметить, что получению более острой режущей кромки способствует мелкозернистый сплав инструментов.
При содержании TiC менее 15 % (Т14К8, Т5К10, …) титано–вольфрамовые твердые сплавы ТК имеют структуру, состоящую из твердого раствора WC в TiC, твердого раствора Co в WC и TiС, а также избыточных карбидов WC. Последние полностью растворяются в TiC, при том условии, что сплав содержит более 15 % TiC (Т15К6, Т30К4) [2]. Сплавы ТК обладают меньшей прочностью, чем сплавы BК (снижение до 29 –55 %), при одинаковом содержании кобальтовой связки, но большей износостойкостью – до 4,5 % [3], при этом их критическая температура выше, чем у сплавов ВК на 50...100 °С. Существует соотношение изменения содержания TiC в разных сплавах: при его содержании от 5 до 30 %, содержание кобальта составит от 4 до 12 %. Так же как и у сплавов на основе WC–Co, предел прочности при изгибе и сжатии увеличивается в 1,2–1,7 раз с ростом содержания Co. Здесь же стоит отметить, что теплопроводность сплавов группы ТК, как правило, ниже в 2,4–6,7 раз, а коэффициент линейного термического расширения выше, чем у сплавов группы BК. В связи с этим изменениям подвержены режущие свойства сплавов: с ростом содержания Co снижается износостойкость сплавов при резании, а с повышением содержания ТiC снижается эксплуатационная прочность (рис. 2) [2].
Твердые сплавы группы ТК находят свое применение для черновой, чистовой и скоростной обработки углеродистых сталей, так как повышению сопротивления адгезионно-усталостному износу, имеющему место при образовании сливной стружки при обработке сталей, способствует введение карбида титана [4]. Как правило, сплавы с большим содержанием кобальта применяются при неравномерной нагрузке, больших припусках и повышенной надежности инструмента.
В пределах одной группы сплавов теплопроводность зависит от относительного содержания карбидов и связки и зернистости карбидов и возрастает с уменьшением содержания карбидов и размеров карбидных зерен.
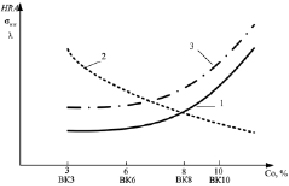
Рис. 1. Влияние объемного содержания кобальта на свойства однокарбидных твердых сплавов: 1 – Прочность на изгиб σизг ; 2 – Твердость – HRA ; 3 – Теплопроводность – λ
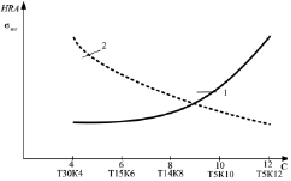
Рис. 2. Влияние содержания кобальта на механические свойства двухкарбидных твердых сплавов: 1 – Прочность на изгиб σизг ; 2 – Твердость – HRA
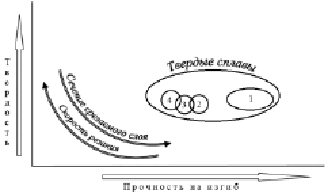
Рис. 3. Соотношение твердости и прочности на изгиб: 1 – ультрамелкозернистые твердые сплавы; 2 – группа ВК; 3 – группа ТТК; 4 – группа ТК
В отношении инструментальных материалов существует некое противоречие: наиболее твердые и более теплостойкие материалы будут обладать меньшей прочностью и стойкостью к термическим ударам, что впоследствии снизит их применимость для черновой обработки и прерывистого резания (рис. 3) [4].
Наибольшее распространение имеет износ по задней поверхности инструмента. Основными его причинами являются высокая скорость резания, недостаток смазочно-охлаждающей жидкости (СОЖ), чрезмерная прочность и, как следствие, недостаточная термо- и износостойкость инструментального материала. Такой износ при чистовой обработке приводит к фактическому уменьшению заднего угла, повышению температуры в зоне резания, а также к увеличению интенсивности изнашивания инструмента и увеличению шероховатости.
Износ по задней поверхности увеличивается при черновой обработке, что неизбежно приводит к изменению геометрии, а также к появлению вибрации, повышению потребления мощности и возрастанию вероятности поломки режущей кромки. Для снижения интенсивности износа рекомендуется выбирать более подходящие сплавы с учетом требований к прочности и износостойкости, уменьшать скорость резания, а также добавлять СОЖ.
Учеными Волгоградского государственного технического университета (А.А. Бондарев, А.Р. Ингеманссон, Д.В. Крайнев, П.А. Норченко) был проведен ряд экспериментов в рамках изучения процесса изнашивания режущего инструмента при обработке конструкционных углеродистых и легированных сталей, были получены и проанализированы результаты при традиционном точении и при точении с опережающим пластическим деформированием (ОПД). Обнаружено, что существенному снижению износа лезвий режущего инструмента по главной задней поверхности способствует точение с ОПД, что по сравнению с традиционной обработкой сказывается на повышении производительности обработки и ресурса работоспособности инструмента (рис. 4) [1, 5].
Как правило, снизить интенсивность лункообразования, обусловленную высокими температурами на контактных поверхностях инструмента из сплавов с высоким содержанием связки, можно за счет изменения геометрических параметров режущего клина, в частности: увеличение переднего угла, использование стружколомов и стружкозавивающих канавок; и изменения условий обработки – уменьшение скорости резания, увеличение подачи, снижение объемного содержания связки в инструментальном материале.
При обработке вязких или упрочняемых конструкционных материалов, склонных к образованию сливной стружки, на режущих кромках инструмента могут образовываться [7] проточины, ослабляющие режущий клин. Такой вид износа довольно часто проявляется при черновой обработке (обработке с переменным припуском) при использовании инструмента с отрицательным передним углом и углом в плане, большим 90 °. Для снижения интенсивности образования проточин рекомендуется [7] применять острозаточенные резцы с положительными или нулевыми передними углами, по возможности уменьшать главный угол в плане и обеспечивать стабильную глубину резания. Возможным средством снижения интенсивности такого вида износа может быть использование твердого сплава с износостойкими покрытиями.
Стоит отметить, что производители [7] режущего инструмента, определяя основные причины повышенного износа инструмента, ограничиваются рассмотрением механических характеристик инструментальных материалов (изгибная прочность, твердость). Однако, принимая во внимание исследования российских ученых, установлено существенное влияние не только механических, но в первую очередь теплофизических свойств инструментальных и конструкционных материалов [8, 9], поскольку в диапазоне промышленно применяемых скоростей резания, причиной изнашивания инструмента являются диффузионные процессы.
Часто высокая температура и давление, прочный/мягкий сплав, недостаток подачи СОЖ приводят к возникновению пластической деформации материала инструмента, в результате чего существует большая вероятность того, что его вершина неизбежно опустится и материал режущей части деформируется либо в направлении задней поверхности, либо в направлении обработки. Как правило, это приведет к увеличению трения, а значит, и к увеличению выделяемого тепла, вследствие чего изменится геометрия режущей кромки, нарушится процесс формирования стружки, что создаст критическую ситуацию для процесса резания. Чтобы избежать этой проблемы, можно выбрать более твердый сплав и уменьшить скорость резания и подачу, а также увеличить подвод СОЖ.
В работах Ю.М. Быкова проведено исследование влияния скорости резания и прочностных свойств обрабатываемого материала на интенсивность деформации (ползучести) рабочих поверхностей инструмента [10]. Влияние прочностных свойств обрабатываемого материала (рис. 5) и скорости резания (рис. 6) на ползучесть показано на следующих рисунках.
Из обрабатываемых сталей наиболее прочной является сталь ХВГ, наименее – ОХН1В. Видно, что с увеличением прочности стали деформация режущего клина увеличивается. С увеличением скорости обработки стали ХВГ ползучесть инструмента существенно растет (рис. 6).
Образование нароста приводит к ухудшению шероховатости обрабатываемой поверхности и выкрашиванию частиц режущей кромки при срыве нароста. Оно появляется в результате низкой скорости резания, высокой вязкости материала и отрицательной геометрии.
Решениями к этому виду износа могут быть увеличение скорости или подачи, выбор сплава с покрытием и более положительной геометрии.
|
|
Точение |
|
Точение с ОПД (КОПД = 2) |
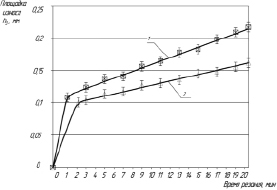


Рис. 4. Зависимость размера площадки износа по задней поверхности резца от времени резания (Сталь 30ХМА – твердый сплав Т15К6; tр = 1 мм; vр = 90 м/мин; sо = 0,256 мм/об (по данным источника [6])
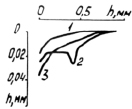
Рис. 5. Профилограммы передних поверхностей режущих пластин ТТ10К8Б, τ = 40 мин, S = 0,3 мм/об: 1 – сталь ОХН1В, v = 4,2 м/с; 2 – сталь 45, v = 4,2 м/с; 3 – сталь ХВГ, v = 1,7 м/с
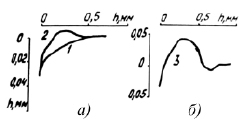
Рис. 6. Профилограммы передних поверхностей сплав ТТ10К8Б, сталь ХВГ, S = 0,3 мм/об: 1 – v = 1,7 м/с, τ = 45 мин; 2 – v = 3,3 м/с, τ = 8,5 мин; 3 – v = 4,2 м/с, τ = 1 мин
По данным ряда исследований [6, 8, 9, 11] снижение интенсивности износа режущего инструмента возможно за счет определения рациональных режимов обработки, свойств инструментального и обрабатываемого материала, учет особенностей изнашивания при обработке с применением износостойких покрытий. Определены следующие направления:
1. Применение инструментов с износостойким покрытием
Для придания дополнительного упрочнения рабочих поверхностей существует ряд технологий обработки, наиболее эффективной из которых является способ нанесения на поверхность режущего инструмента специальных покрытий из твердых соединений. Благодаря ему рабочая поверхность инструмента в наибольшей ступени сопротивляется износу. Таким образом, перспективным инновационным направлением модернизации износостойких покрытий является разработка многослойных универсальных покрытий, которые позволяют учитывать сложные технологические условия процесса резания.
Наиболее распространенные причины выхода инструментов с покрытиями из строя – это деформация режущего клина и диффузионный износ покрытий. При этом в качестве матриц под покрытия следует выбрать менее пластичные твердые сплавы. В качестве покрытий необходимо применять более износостойкие соединения. Отметим, что применение инструмента с износостойкими покрытиями невозможно при черновой обработке, поскольку требует отсутствия переменных нагрузок и ударов.
2. Использование диффузионного слоя в качестве естественного покрытия
При обработке высоколегированных (титановых, кобальтовых) сталей в результате диффузионных процессов на поверхности твердосплавного инструмента при определенных условиях формируется естественное карбидное покрытие, состоящее из карбидообразующих элементов стали и элементов твердого сплава. Такой процесс препятствует износу твердого сплава по механизму прямого растворения.
3. Обработка материалов с опережающим пластическим деформированием
Стоит отметить, что применение опережающего пластического деформирования способствует снижению интенсивности износа инструмента. Это происходит как за счет снижения сил резания, так и за счет интенсивности диффузии между атомами железа и структуры твердого сплава. При этом стойкость инструмента значительно возрастает от 25 до 100 %.
Таким же образом резание с опережающим пластическим деформированием способствует значительному снижению шероховатости поверхности (в большинстве случаев от 2 до 4 раз), что, как правило, предоставляет возможность сокращения числа технологических переходов, а также улучшению микропрофиля поверхности (в частности, увеличивается длина опорной линии).
Выше были сформулированы и представлены конкретные рекомендации касающиеся назначения режимов резания с опережающим пластическим деформированием. За основополагающие критерии при назначении режимов выбраны: минимальный поверхностный относительный износ и минимальная шероховатость обработанной поверхности.