



В современных условиях рынка перед машиностроительными предприятиями возникают задачи внедрения различных методов оптимизации технологий производства, в том числе за счет автоматизации, с целью повышения конкурентоспособности конечной продукции.
Другой важнейшей задачей является оптимизация временных затрат между различными этапами производства, влияющими на общее время выпуска конечного продукта, освобождая производителя от необходимости содержания множества параллельно работающих участков и резервного оборудования.
Одной из ключевых и наиболее трудоемких стадий производства, влияющей на выполнение вышеуказанных задач, является изготовление элементов кузова автомобиля и комплектующих методом штамповки, что подразумевает наличие, использование и поддержание в рабочем состоянии большой палитры штамповых оснасток.
На сегодняшний день широкое применение в машиностроительной промышленности получают лазерные технологии, одним из возможных вариантов применения которых является упрочнение металлов. Главными преимуществами лазерной технологии являются значительное повышение прочности металлов (до 62 HRC), высокая скорость выполнения технологической операции по упрочнению, возможность автоматизации с использованием роботизированных систем.
В данной статье отражены методологические основы разработки автоматизированного комплекса третьего поколения по упрочнению штамповых оснасток (далее – Комплекс). Комплекс предназначен [1] для автоматизации технологических процессов по упрочнению штампов, используемых на машиностроительных производствах, а также автоматизации сопутствующих процессов: создание трехмерных моделей обрабатываемых штампов, измерение и исследование поверхностей штампов и распознавание мест, требующих упрочнения, с применением лазерных технологий и волоконного лазера.
В результате внедрения Комплекса обеспечиваются следующие результаты: увеличение срока эксплуатации штампа, уменьшение энергозатрат, сокращение временной продолжительности и накладных расходов на упрочнение и ремонт штампов, а также при высоких показателях эффективности возможность последующей модернизации, включающей в себя этап по восстановлению штампов с помощью лазерных технологий.
Оптимизация и автоматизация процессов по упрочнению штампов с помощью применения лазерных технологий обеспечивает:
- увеличение срока службы штампов, что существенно снижает эксплуатационные экономические затраты;
- увеличение эксплуатационной гибкости;
- повышение качества производимых изделий;
- уменьшение отходов производства;
- ускорение возврата штампа в производственный процесс после ремонта;
- увеличение энергоэффективности процесса упрочнения;
- повышение эффективности производства.
На рис. 1 представлена общая структурная компоновка Комплекса.
Комплекс выполняет следующие функции:
- распознавание и сравнение поверхности штампа с существующей моделью эталона;
- обнаружение мест, требующих упрочнения на штампе;
- выполнение технологического процесса по упрочнению с применением лазерного устройства, установленного на механической системе перемещения;
- размещение штампа на рабочей поверхности стола с последующим его закреплением и перемещением;
- обеспечение функции выходного контроля качества на соответствие допусков эталонным параметрам.
В процессе интеграции структурных элементов к каждому из них предъявляются определенные требования.
Компьютерное зрение должно быть реализовано на основе сканирующего устройства, которое необходимо для получения точного рельефа обрабатываемой поверхности с целью его дальнейшего анализа. Оно также должно позволять считывать лазерную маркировку штампов.
Принцип сканирования основан на оптическом методе, т.е. сканер излучает в направлении объекта сканирования электромагнитные волны оптического диапазона и анализирует отраженный от него сигнал.
Лазерное устройство оснащено датчиками слежения по z-составляющей за обрабатываемой поверхностью. Также установлен стационарный пирометр, обеспечивающий нормальное определение рабочего диапазона температур и выходов за него, с последующим отключением или корректировкой режима работы Комплекса, для требуемого технологического процесса. Для осуществления контроля относительно вертикального расстояния от рабочего устройства до обрабатываемой поверхности возможна установка лазерного интерферометра.
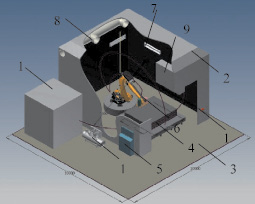
Рис. 1. Общая структурная компоновка Комплекса: 1 – корзина для периферийных узлов; 2 – кабина; 4 – станина; 5 – пульт управления; 6 – станина манипулятора; 8, 11 – система охлаждения; 10 – аварийная система
Программная часть обеспечивает нормальное функционирование Комплекса в режимах по упрочнению деталей [2, 3]. Для решения данной задачи требуется выполнение следующих функций:
- создание цифровой модели штампа на основе данных, получаемых от 3D-камеры;
- автоматическое выделение областей, подлежащих обработке и построению траектории движения лазера;
- создание и считывание технологических меток штампов;
- проведение упрочнения детали в автоматическом, полуавтоматическом и ручном режимах;
- управление всеми технологическими процессами в режиме реального времени.
Серверное ПО предназначено для организации БД эталонных образцов штампа и предоставления сервисов по вычислению и анализу информации, поступающей с уровня клиентского ПО, в т.ч. сканирующего устройства.
БД и сервисы серверного ПО доступны различным клиентам в соответствии с ролями пользователей, предусмотренными в Комплексе.
Для обеспечения выполнения поставленных задач должно быть реализовано клиентское ПО в виде приложения, состоящего из трех АРМ, с соответствующими ролями доступа к функциям.
Клиентское ПО должно предоставлять пользователям удобный и интуитивно понятный интерфейс для выполнения необходимых функций Комплекса, в соответствии с ролью и правами доступа пользователя. Роль пользователя и права доступа должны определяться автоматически на основании указанных пользователем системы регистрационных данных (имя пользователя и пароль), введенных при запуске в специальном окне клиентского ПО.
Интерфейс должен быть легко читаем, должен содержать меню выбора функций и набора панелей для управления и визуализации текущей технологической операции и ее состояния.
Функция по упрочнению штампа является основной для АРМ оператора, она реализует технологический бизнес – процесс, описанный в диаграмме последовательности действий Оператора в режиме упрочнения [4] (рис. 2).
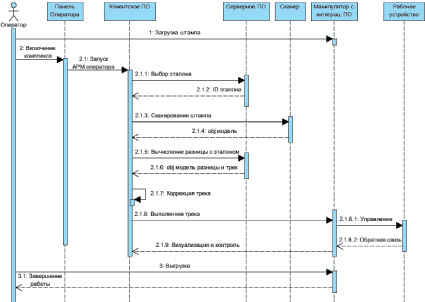
Рис. 2. Диаграмма последовательности бизнес-процесса по упрочнению
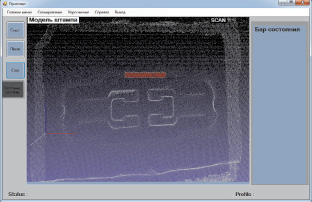
Рис. 3. Прототип интерфейса Оператора
Процесс упрочнения в исключительных ситуациях также может быть реализован без предварительного сканирования, или с ним, или с возможностью редактирования трека на базе модели, непосредственного редактирую и корректирую трек, то есть позволять проводить процесс упрочнения штампа в полностью ручном режиме работы [5].
На рис. 3 показан прототип интерфейса Оператора.
Основной функцией инженера-технолога является функция по созданию эталонных штампов и треков их обработки, которая реализует технологический бизнес-процесс, описанный в диаграмме последовательности действий Инженера-технолога в режиме упрочнения (рис. 4).
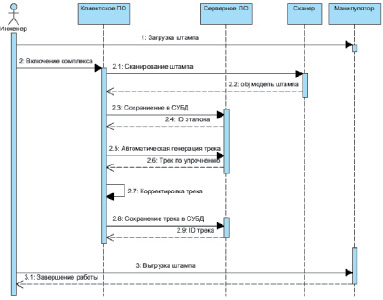
Рис. 4. Диаграмма последовательности бизнес-процесса по созданию эталонных штампов
Рис. 5. Прототип интерфейса Инженера-технолога в режиме Сканирования
АРМ в исключительных ситуациях должен предоставлять функционал, обеспечивающий возможность упрочнения детали в ручном режиме, без этапа сканирования и создания трехмерной модели штампа. Обработка должна производиться по формирующим траекторию точкам, указанным в соответствующем диалоговом окне АРМ. Данные действия пользователя должны логироваться, включая построение указанной траектории упрочнения.
Интерфейс пользователя АРМ Инженера-технолога должен реализовать приведенный прототип интерфейса Инженера-технолога в режиме Сканирования (рис. 5).
Перспективы развития Комплекса по упрочнению
Проектирование и разработка технических решений по созданию роботизированного комплекса третьего поколения [6] должно производиться с учетом возможного расширения, на последующих этапах работ по развитию комплекса, базового функционала следующими компонентами и функциями:
- возможность нанесения лазерным устройством на штампы специальных меток в виде qr-кодов или bar-кодов и их последующим считыванием с целью идентификации экземпляров штампов. Считывание должно производиться внешним устройством (считыватель), подключенным к панели Оператора, и управляться клиентским ПО [7];
- технологический режим наплавки (восстановления штампов) осуществляется за счет смены головного рабочего устройства Комплекса, установкой дополнительного периферийного оборудования, такого как дозатор, а также добавлением новых алгоритмов работы ПО;
- расчет и визуализация термических полей, возникающих в процессе термообработки детали, представляет собой дополнительный модуль ПО, интегрируемый в клиентское и серверное ПО;
- дополнительные программируемые оси манипулятора представляют собой штатные расширения выбранного манипулятора в виде механизированного узла, имеющего штатное посадочное место. Дополнительные оси должны стандартным образом встраиваться в систему управления манипулятора и блока кинематики, иметь характеристики, не уменьшающие общую точность позиционирования, полезную нагрузку и рабочую область манипулятора.