



При изготовлении ряда трубчатых деталей (рис. 1) применение процесса раскатки для получения раструбов на концевых участках более предпочтительно (чем, например, применение раздачи, развальцовки и др.) с точки зрения достижения больших степеней формоизменения в результате повышения пластических свойств материала заготовки под действием сжимающих напряжений.
В данной статье предлагается моделирование процесса раскатки концевых участков длинномерных трубчатых заготовок.
Процесс деформирования заключается в следующем. Исходную трубчатую заготовку l (рис. 2) помещают в зазор между оправкой 2 и давильным роликом 3. Под действием усилия P стенка заготовки сжимается, а вращающаяся оправка 2 обеспечивает бесцентровое вращение заготовки l. По мере утонения стенки заготовки в очаге деформации 4 диаметр заготовки увеличивается.

Рис. 1. Детали, получаемые раскаткой
Для разработки математической модели процесса деформирования используем метод баланса работ [3], заключающийся в равенстве работ внешних и внутренних сил (без учета сил контактного трения). Работа внешних сил равна:
Aвнеш = Ap + AМ, (1)
где АР – работа, связанная с утонением стенки под действием силы Р; Ам – работа, связанная с вращением заготовки моментом М.
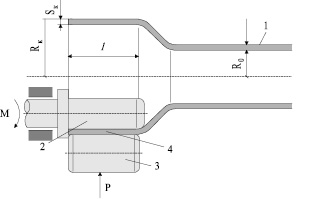
Рис. 2. Схема процесса раскатки: 1 – заготовка; 2 – приводная оправка; 3 – давильная оправка; 4 – очаг деформации
Подставив в уравнение (1) соответствующие силы Р перемещения за один оборот детали, получим:
Aвнеш = PΔs + Mφ, (2)
где Δs – величина утонения стенки заготовки за один оборот детали; φ – угол поворота оправки за один оборот детали.
Работа внутренних сил равна
 (3)
(3)
где σS – напряжение текучести; εi – интенсивность деформаций; V – объем продеформированного металла.
Для одного оборота детали уравнение запишется в следующем виде (через средние подынтегральные величины):
 (4)
(4)
где Δεi – приращение интенсивности деформации за один оборот детали; l – длина очага деформации; R, s – текущие значения радиуса и толщины стенки в очаге деформации. Приравняв работу внешних и внутренних сил, получим:
 . (5)
. (5)
Выражение (5) содержит два неизвестных параметра Р и М.
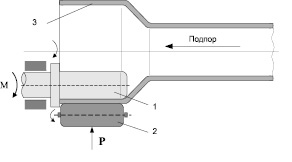
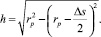
Рис. 3. Схема перспективного процесса раскатки труб с подпором кромки заготовки: 1 – ведущая оправка; 2 – ведомая давильная оправка; 3 – деформируемая заготовка
Пренебрегая внеконтактной деформацией на коническом участке, определим усилие Р со стороны давильного ролика (рис. 3) в предположении его пропорциональности проекции площади контакта:
P = σSF, (6)
где F – проекция площади контакта, расположенная перпендикулярно действию радиального усилия Р.
Известно, что определение площади контакта давильного инструмента с заготовкой зависит от действия многих факторов и представляет собой сложную задачу, поэтому найдем площадь приближенно.
Если принять, что размеры вращающейся оправки rоп и давильного ролика rp (рис. 3) соизмеримы друг с другом, т.е. rоп ≈ rp, а радиус вращающейся заготовки R значительно больше, то проекцию ширины зоны контакта h можно определить по формуле.
 (7)
(7)
Разницу размеров rоп и rp можно учесть через их среднее значение rср = (rоп + rp)/2, тогда
 (8)
(8)
В результате получим:
P = σShl. (9)
Величину крутящего момента найдем из уравнения (5):
 (10)
(10)
Тангенциальное усилие Pθ (рис. 3) определим по зависимости
 (11)
(11)
Таким образом, определены основные выражения для расчета силовых параметров процесса.
Для создания компьютерной модели с графическим отражением динамической схемы процесса раскатки была разработана кинематическая модель процесса и определена общая последовательность расчета.
В начале задают исходные данные: геометрические параметры заготовки R0, s0, длину очага деформации l, требуемый радиус получаемой детали Rк, радиусы оправки rоп и давильного ролика rp, скорость вращения оправки n, время обработки t0, свойства материала в виде коэффициентов линейной аппроксимации кривой упрочнения σто и П.
Затем в указанной последовательности определяют: конечные деформации – окружные εθ, меридиональные εм (экспериментально) и деформации по толщине εn:
 (12)
(12)
конечную толщину детали sк на радиус Rк:
 (13)
(13)
число оборотов оправки Nоп и детали Nд за время обработки t0:
 (14)
(14)
утонение стенки заготовки за один оборот детали:
 , (15)
, (15)
приращение деформаций и времени обработки на один оборот детали:
 (16)
(16)
 (17)
(17)
накопленные деформации и время обработки:
 (18)
(18)
t = t + Δt (19),
изменение напряжения текучести:
 (20)
(20)
текущий радиус получаемой детали R и толщину стенки s:
 (21)
(21)
 (22)
(22)
объем материала в очаге деформации:
 (23)
(23)
работу внутренних сил за один оборот детали:
 24)
24)
необходимое усилие давильного ролика
 (25)
(25)
где К1 – коэффициент запаса,
К1 = 1,3 + 1,5;
работу внешней силы Р за один оборот заготовки:
AP = PΔs; (26)
работу внешнего момента Ам за один оборот заготовки:
 (27)
(27)
величину момента М на оправке:
 (28)
(28)
где 
тангенциальное усилие:
 (29)
(29)
необходимую мощность на оправке:
 (30)
(30)
где К2 – коэффициент запаса, К2 = 1,5...2,0.
Расчет по формулам (16)–(30) повторяется до тех пор, пока значение текущего радиуса R не достигает своей предельной величины Rк, время обработки t – соответственно значения to, а число оборотов детали – Nд.
Компьютерная модель процесса, составленная на языке Си++, помимо приведенной расчетной части, содержит статическую и динамическую схемы деформирования, меню ввода исходных данных, подпрограммы вывода числовой и графической информации, банк данных по основным механическим свойствам материала заготовок и головную программу управления.
|
Материал заготовки |
Размеры, мм |
Относительное усилие деформирования, Н/мм |
Время обработки, с |
Диаметр получаемого раструба, мм |
|
Ст.З |
60×3,5 |
1180/920 |
20 |
90 |
|
Ст.З |
60×3,5 |
1280/1100 |
13 |
100 |
|
Ст.З |
60×3,5 |
960/762 |
30 |
90 |
|
Ст.З |
42,5×3,5 |
1026/1103 |
10 |
100 |
|
Ст.З |
42,5×3,5 |
624/458 |
60 |
85 |
|
АМгбМ |
50×2,25 |
1000/1010 |
4 |
80 |
|
АМгбМ |
50×2,25 |
711/854 |
5 |
60 |
|
АМгбМ |
50×2,25 |
510/590 |
12 |
52 |
|
АМгбМ |
50×2,25 |
592/652 |
9 |
54 |
В процессе расчета выводится графическая информация о силовых параметрах процесса и геометрии получаемой детали. Предельные возможности деформирования оцениваются по результатам экспериментальных работ в области раскатки труб и прокатки листового материала.
Предлагаемая модель процесса раскатки концевого участка трубчатой заготовки была экспериментально проверена при раскатке стальных водопроводных труб из стали Ст.З диаметром 60 и 42,5 мм с толщиной стенки 3,5 мм и труб из алюминиевого сплава АМгбМ диаметром 50 мм с толщиной стенки 2,25 мм.
Длина зоны обработки составляла 30–50 мм, число оборотов оправки в минуту – 250. В таблице приведены результаты экспериментов и теоретических расчетов при раскатке концевых участков труб.
Погрешность расчета деформирующего усилия (или времени обработки) не превышала 20–30 %. Время компьютерного расчета любого варианта процесса раскатки составляет 10–15 с.
Вывод
Применение моделирования формообразующих операций позволяет значительно сократить материальные и трудовые затраты при разработке новых технологических процессов, если разработанная модель отражает реальные закономерности процесса деформирования и все расчеты с использованием математической модели процесса полностью автоматизированы.
Рецензенты:
Симаранов С.Ю., д.т.н., профессор, генеральный директор ЗАО «Техноконсалт», г. Москва;
Лисов О.И., д.э.н., профессор кафедры «Информатика и программное обеспечение вычислительных систем» Национального исследовательского университета МИЭТ, г. Москва.
Работа поступила в редакцию 11.04.2014.