



В решении различных задач нефтепереработки и нефтехимии хорошо зарекомендовал себя метод математического моделирования, который является действенным инструментом для исследования работы установок алкилирования [1]. Основной актуальной проблемой, возникающей при эксплуатации установок получения этилбензола, использующих в качестве катализатора хлорид алюминия, является образование большого количества загрязненных катионами алюминия сточных вод. Концентрация катионов алюминия в сточных водах составляет 5–15 г/дм3 при норме 0,4 мг/дм3. Решение проблемы снижения концентрации катионов алюминия в сточных водах возможно осуществить путем реконструкции оборудования с целью интенсификации процесса смешения, которое приведет в свою очередь к более эффективному протеканию реакции алкилирования и снижению расхода катализаторного комплекса. Целью работы является разработка математической модели процесса алкилирования бензола этиленом в присутствии каталитического комплекса хлористого алюминия с применением общего подхода к моделированию процессов алкилирования и использование ее для оценки целесообразности реконструкции смесительного оборудования реакторного блока установки алкилирования.
Материал и методы исследования
Построение математических моделей процессов алкилирования в общем случае представляет собой многоэтапный процесс, который включает анализ химических превращений веществ в реакторе, формализацию схемы превращений в ходе процесса, идентификацию кинетических параметров модели и проверку ее на адекватность, компьютерную реализацию модели [2].
Составление схемы превращений является важнейшим этапом построения математической модели, учитывающей физико-химические основы протекания процесса. После анализа состава потока, поступающего в реактор, и имеющихся представлений о химизме процессов алкилирования бензола был составлен полный список реакций, протекающих в реакторе алкилирования. Термодинамическая возможность их протекания подтверждена расчетами изменения энергии Гиббса в ходе реакции ΔG. Расчет проводился с использованием программы Gaussian 98 методом РМ3 с учетом технологических условий промышленного процесса, а именно температуры 395 К и давления 0,15 МПа (табл. 1).
Таблица 1
Основные реакции процесса алкилирования бензола этиленом
|
№ п/п |
Реакция |
DG, кДж/моль |
|
1 |
Бензол + Этилен = Этилбензол |
–47,9 |
|
2 |
Этилбензол + Этилен = Диэтилбензол |
–61,4 |
|
3 |
Бензол + Диэтилбензол = 2Этилбензол |
–13,6 |
|
4 |
Бензол + Триэтилбензол = Диэтилбензол + Этилбензол |
–15,7 |
|
5 |
Этилен + Этилен = Бутилен |
–73,8 |
|
6 |
Бензол + Бутилен = Вторичный бутилбензол |
–11,3 |
|
7 |
Бензол + Пропилен = Изопропилбензол |
–28,3 |
|
8 |
Толуол + Этилен = Этилтолуол |
–54,6 |
|
9 |
2Бензол + Этилен = Дифенилэтан |
–94,4 |
|
10 |
6Бензол = Коронен + 12Водород |
–367,4 |
|
11 |
2Бензол + Этилен = 2Толуол |
–138,0 |
При формализации схемы превращений углеводородов в ходе процесса следующие «тяжелые» компоненты, входящие в состав смолы, а именно триэтилбензол, дифенилэтан и коронен, объединены в один псевдокомпонент. Формализованная схема превращений углеводородов в процессе алкилирования бензола этиленом выглядит следующим образом (рис. 1).
Согласно составленной схеме превращений углеводородов в ходе процесса алкилирования бензола этиленом, математическая модель процесса выглядит следующим образом [3]:

где Сi – концентрация соответствующего i-го углеводорода; τ – время контакта; W – скорость химической реакции, ВББ – вторичный бутилбензол, ИПБ – изопропилбензол.
Начальные условия: τ = 0, Сi = С0i, где i – соответствующий углеводород.
Скорости химических реакций записаны согласно закону действующих масс.
Следующим этапом моделирования является оценка кинетических параметров реакций. Согласно литературным данным [4], через изменение энергии Гиббса при образовании переходного состояния можно рассчитать энергию активации реакции, значение предэкспоненциального множителя из уравнения Аррениуса также может быть определено расчетным путем. Для бимолекулярной реакции имеем
Ea = ΔG≠ + RT,
где Ea – энергия активации химической реакции, Дж/моль; ΔG≠ – изменение энергии Гиббса в реакции образования переходного состояния, Дж/моль; R – универсальная газовая постоянная, Дж/(моль∙К); Т – температура, К.
Принято считать, что лимитирующей стадией в механизме ароматического электрофильного замещения является стадия образования сигма-комплекса, возможность других стадий определять скорость процесса алкилирования экспериментально не доказана [5]. Отсюда следует, что для оценки значения энергии активации необходимо рассчитать термодинамические характеристики реакции образования переходного состояния для данной элементарной стадии механизма. Термодинамические характеристики переходных состояний для реакций, входящих в схему превращений, были рассчитаны с использованием программного продукта Gaussian 98 методом PM3.
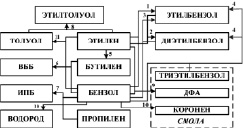
Рис. 1. Формализованная схема превращений в процессе алкилирования
При подборе предэкспоненциальных множителей в уравнении Аррениуса минимизировались отклонения между расчётными и экспериментальными данными по каждому из параметров с использованием программы, разработанной в среде программирования Delphi 7. Выборку экспериментальных данных составили данные с установки алкилирования бензола этиленом в период с 2010 по 2012 год. Константы скоростей реакций рассчитаны по уравнению Аррениуса. Результаты оценки кинетических параметров реакций представлены в табл. 2.
Таблица 2
Энергии Гиббса реакций образования переходных состояний и кинетические параметры реакций процесса алкилирования
|
№ п/п |
Реакция |
DG≠, кДж/моль |
Eа, кДж/моль |
k0, м3·моль–1·ч–1 |
k, м3·моль–1·ч–1 |
|
1 |
Бензол + Этилен = Этилбензол |
22,0 |
25,3 |
5,25·103 |
2,37·101 |
|
2 |
Этилбензол + Этилен = Диэтилбензол |
16,1 |
19,4 |
0,65·102 |
1,77·10–1 |
|
3 |
Бензол + Диэтилбензол = 2Этилбензол |
67,7 |
70,9 |
7,10·108 |
2,99·10–1 |
|
4 |
Бензол + Триэтилбензол = Диэтилбензол + Этилбензол |
38,1 |
41,3 |
2,36·107 |
8,15·101 |
|
5 |
Этилен + Этилен = Бутилен |
48,8 |
52,1 |
3,18·106 |
4,10·10–1 |
|
6 |
Бензол + Бутилен = Вторичный бутилбензол |
15,2 |
18,5 |
1,10·106 |
3,93·103 |
|
7 |
Бензол + Пропилен = Изопропилбензол |
16,9 |
20,2 |
1,00·106 |
2,13·103 |
|
8 |
Толуол + Этилен = Этилтолуол |
23,6 |
26,9 |
4,00·104 |
1,11·101 |
|
9 |
2Бензол + Этилен = 2Толуол |
22,0 |
25,3 |
1,85·102 |
8,34·10–2 |
Адекватность модели подтверждена путем сравнения рассчитанных на модели значений и экспериментальных данных за длительный период эксплуатации установки (погрешность расчетов не превышает 6 %).
Для внедрения математической модели на производство и ее апробации разработана технологическая моделирующая система с применением среды программирования Delphi 7. Активное окно моделирующей системы и окно редактирования характеристик реакций представлено на рис. 2 и 3 соответственно.
Разработанная компьютерная моделирующая система позволяет проводить оценку и уточнение кинетических параметров модели реактора, выполнять мониторинг текущей работы установки алкилирования, проводить исследования по влиянию различных технологических параметров на эффективность процесса, осуществлять оптимизацию технологических режимов работы реактора при различном составе сырья.
Результаты исследования и их обсуждение
В 2012 году на промышленной установке получения этилбензола была произведена реконструкция смесительной камеры перед реактором алкилирования. До реконструкции установки смешение реагентов с катализаторным комплексом осуществлялось в несколько этапов: на первом этапе свежий и регенерированный катализаторный комплекс смешивались в камере, установленной перед реактором, далее этот поток поступал в реактор алкилирования, оборудованный барботажным устройством, через которое подавался этилен. Таким образом, этилен смешивался с потоком бензола и катализаторного комплекса.
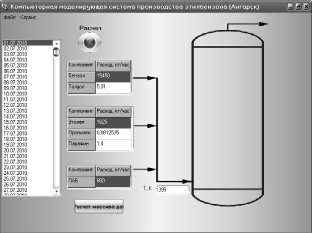
Рис. 2. Активное окно моделирующей системы процесса алкилирования
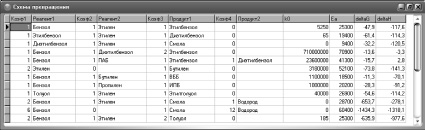
Рис. 3. Окно редактирования характеристик реакций
Реконструкция смесительной камеры предполагает дооборудование ее новыми смесительными устройствами фирмы Zulzer, представляющими собой металлические «стержни», установленные непосредственно в камере смешения по ходу движения реакционных потоков, через которые планируется организовать подачу не только катализаторного комплекса, бензола, но и газообразного этилена. В настоящее время подвод этилена через смесители Zulzer не осуществлен.
С применением разработанной математической модели процесса алкилирования бензола этиленом, а также экспериментальных данных с установки производства этилбензола проведено исследование и оценка целесообразности реконструкции смесительного устройства реакторного блока. Сопоставительный анализ производственных данных, полученных на ОАО «Ангарский завод полимеров», проведен за 2 периода работы установки: период до реконструкции смесительной камеры 30.04.2012–30.09.2012 и после 02.10.2012–18.12.2012. На рис. 4 представлены результаты мониторинга работы промышленной установки до и после реконструкции.
Как видно из рис. 4, расход этилбензола из реактора алкилирования бензола этиленом после реконструкции смесительной камеры увеличился (в среднем на 20 %).
На рис. 5 представлено сравнение селективности процесса алкилирования до и после реконструкции смесительного оборудования.
Рис. 5 показывает, что селективность процесса алкилирования бензола этиленом после реконструкции снизилась незначительно (в среднем на 2 %).
Об интенсификации процесса алкилирования после установления смесительных «стержней» также косвенно можно судить по увеличению температуры на выходе из реактора (рис. 6).
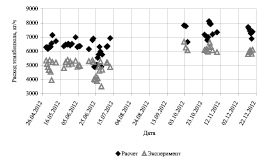
Рис. 4. Расход этилбензола из реактора алкилирования до и после реконструкции
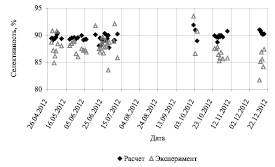
Рис. 5. Селективность процесса алкилирования до и после реконструкции
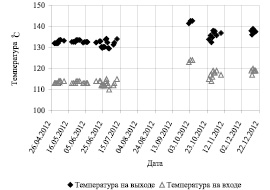
Рис. 6. Температура на входе в реактор и на выходе из реактора до и после реконструкции
Из рис. 6 видно, что температура на входе в реактор после реконструкции смесительного оборудования увеличилась на 4 °С, а температура на выходе из реактора увеличилась в среднем на 5 °С.
Заключение
В результате расчетов с использованием разработанной математической модели процесса алкилирования бензола этиленом на хлоридалюминиевом катализаторе установлено, что, выход целевого продукта – этилбензола ‒ повысился в среднем на 20 % (рис. 4), при этом несколько снизилась селективность процесса (рис. 5) в силу протекания побочных реакций с образованием изопропилбензола и толуола. Вместе с тем в результате интенсификации процесса алкилирования расход хлорида алюминия уменьшился в среднем на 3 %, что повлекло за собой снижение содержания катионов алюминия в сточных водах установки.
Таким образом, реконструкция смесительной камеры реакторного блока установки алкилирования бензола этиленом позволила интенсифицировать процесс алкилирования, что привело к повышению выхода целевого продукта – этилбензола, а также к снижению расхода катализаторного комплекса и, как следствие, к снижению концентрации катионов алюминия в сточных водах установки.
Рецензенты:
Короткова Е.И., д.х.н., профессор кафедры физической и аналитической химии, заместитель проректора-директора по научной работе и инновационному развитию института природных ресурсов, ФГБОУ ВПО «Национальный исследовательский Томский политехнический университет»,г. Томск;
Коробочкин В.В., д.т.н., профессор, зав. кафедрой общей химической технологии Института природных ресурсов, ФГБОУ ВПО «Национальный исследовательский Томский политехнический университет», г. Томск.
Работа поступила в редакцию 01.07.2013.